中频逆变焊机介绍
中频逆变说明书
中频逆变固定式点焊机使用说明书成都顺泰焊接设备有限责任公司目录1 产品概述2 产品技术参数3 产品工作原理4 产品结构5 产品安装与调整6 产品使用与维护7 常见故障处理1 产品概述1.1 产品用途固定式点、凸焊机适用于焊机固定,人工手持工件点焊的工作场合,广泛应用于各种点焊操作中,焊接厚度一般为1~5mm,特殊情况下最大焊接厚度可达8mm,可焊接碳钢板、镀层碳钢板、不锈钢板及其它需要电阻焊的场合。
1.2 产品特点焊机采用气动加压,下点焊电极头(以下简称电极)为固定电极,上电极为动电极,动电极由加压气缸推动上下运动加压焊接,特别设计动电极运动导向机构,保证动、定电极对中可靠,结构紧凑,安全可靠。
1.3 产品使用条件焊机应在下列条件下正常工作。
1.3.1 海拔高度不超过1000米;1.3.2 环境温度5~40℃;1.3.3 使用场所无严重影响焊机使用的气体、蒸汽、化学性沉积、尘垢、霉菌及其它爆炸性、腐蚀性介质;1.3.4 无剧烈震动和颠簸;1.3.5 具有冷却水源冷却水源压力0.2~0.3 MPa,流量应满足焊机技术要求,水质符合工业用水标准,进水温度5~30℃;1.3.6 具有压缩空气气源压力0.5 MPa,流量应满足焊机技术要求;1.3.7 电源三相380V交流电源,品质要求:电压380V±10%,频率:50Hz±2%;1.3.8 很重要:具有良好的接地装置在焊机附近有良好的,独立于电源的接地装置,接地线与焊机电源进线线径相同以保证安全。
焊机技术参数表3 产品工作原理 3.1 工作原理产品工作原理遵从焦耳定律,表达式为: Q=0.24I 2Rt ,其含义为:具有一定电阻值R 的 金属材料在一定时间t 内流通过电流I 因电阻的阻碍而发热,发热量为Q ,利用金属电阻流 通电流发热熔化金属在压力状态下冷却结晶连接(焊接)。
统称电阻焊,加热电阻R=R1+R2+R3+R4+R5,其中R1、R5电极与工件接触电阻,R2工件间接触电阻,R3、R4工件材料电阻,电极压力F ,焊接电流I ,产品工作原理如图。
中频逆变焊机原理
中频逆变焊机原理
中频逆变焊机是一种利用中频逆变技术进行电弧焊接的设备。
其工作原理是将输入的交流电源经过整流、滤波、中频逆变等步骤转换为高频交流电源,再经过整流、滤波等步骤转换为直流电源,最后通过电弧焊接头产生电弧进行工件的焊接。
具体而言,中频逆变焊机的工作过程可分为以下几个步骤:
1. 交流电源输入:将外部交流电源通过电源输入端引入焊机。
2. 整流滤波:通过整流电路将输入的交流电源转换为直流电源,并通过滤波电路去除电源中的脉动。
3. 中频逆变:将直流电源经过逆变电路转换为中频交流电源,常见的逆变器包括全桥逆变器和半桥逆变器。
4. 输出变压器:通过输出变压器将中频交流电源调整为适合焊接的电压和电流范围。
5. 整流滤波:再次通过整流电路将输出变压器的中频交流电源转换为直流电源,并通过滤波电路去除电源中的脉动。
6. 电弧产生:通过电弧焊接头产生电弧,电弧的产生需要根据工件的要求进行电流和电压的调整。
7. 焊接控制:根据焊接过程的要求,可通过控制器对电弧进行调节,以实现焊接过程中的稳定控制和保护。
通过以上步骤,中频逆变焊机能够将输入的交流电源转换为适合焊接的直流电源,并通过电弧焊接头产生电弧,使工件得以焊接。
这种焊接方式具有能量高、效率高、焊接质量好等优点,在工业生产中得到广泛应用。
中频逆变点焊机焊接参数
中频逆变点焊机的焊接参数包括焊接电流、焊接时间、焊接压力、焊接速度等。
合理设置这些参数能够确保焊接接头的质量和稳定性,提高焊接效率和产品质量。
同时,在选择具体的参数数值时,需要根据具体的焊接要求和被焊接材料的特性来选择。
例如,对于需要较高焊接效率的情况,可以选择较大的焊接电流和较短的焊接时间;而对于需要保证焊接质量的场合,则可以选择较小的焊接电流和较长的焊接时间。
此外,对于中频逆变点焊机来说,其额定功率、额定电压、额定负载持续率、逆变电源频率、短路电流、焊接电极压力、焊接电极行程等也是需要考虑的重要参数。
例如,额定功率决定了焊机的负载能力和输出电流的大小,额定电压则会影响输出电流的稳定性和精度。
在选择合适的参数后,还需要进行试焊和调试,以达到最佳的焊接效果。
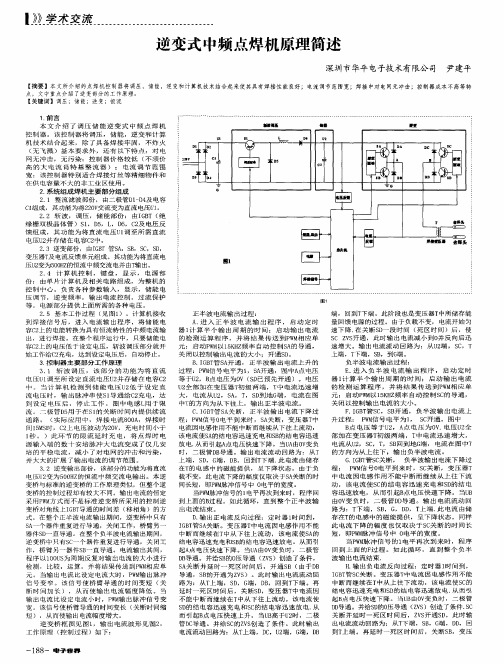
逆变式中频点焊机原理简述
鞣 ■ &
●■ 图 Fra bibliotek3 . 2 逆变 输 出部 份 ,该 部 分 的功 能为 将 直流 电压 u 2 变为5 0 0 H Z 的 恒 流 中 频 交 流 电 输 出 。本 逆 变桥 与标 准 的逆 变 桥 的 工作 原 理 类似 ,但 整 个逆 变 桥 的控 制 过 程 却有 较 大 不 同 。输 出 电流 的 恒 定 采用P W M 方 式 而 不 是 标 准 逆 变 桥 所采 用 的控 制逆 变 桥对 角线 上 I G B T 导 通 的 时 间差 ( 移相 角 )的 方 式 。在 整 个 正 半波 电流 输 出期 间,逆 变 桥 中 只有 s A 一个 器件 重 复进 行 导 通 ,关 闭工 作 ,桥 臂 另 一 器 件s D 一直 导 通 。在 整 个 负半 波 电流输 出期 间 , 逆 变 桥 中 只有 s c 一个 器 件 重 复进 行 导 通 ,关 闭 工 作 , 桥 臂另 一 器件 s B 一 直 导通 。 电流 输 出其 间 , 程 序 以1 0 0 U S 为 周 期 反 复 对 输 出电 流 的 大 小 进 行 检 测 , 比较 ,运 算 ,并 将 结 果 传 送 t J J P W M /  ̄ 应 单 元 。 当输 出 电流 比设 定 电流 大 时 ,P w M 输 出脉 冲 信 号 变 窄 。该 信 号 使 桥 臂 导 通 的 时 间 变 短 ( 关 断 时 间 加 长 ) , 从 而 使 输 出 电 流 幅 度 降低 。 当 输 出 电流 比设 定 电流 小 时 ,P W M 输 出脉 冲 信 号 变 宽 。该 信号 使 桥 臂 导通 的 时 间变 长 ( 关 断时 间 缩 短 ),从 而 使输 出电流 幅 度增 大 。 逆变 桥框 图见图1 , 输 出 电流 波 形 见 图2 , 工作原理 ( 控 制 过 程 )如 下 :
中频逆变式点凸焊机简述
中频逆变式点凸焊机应用广泛,焊接变压器体积小而输出能量大。
因其焊接变压器频率由目前的50/60HZ提升到1000HZ,可以很大的减轻铁芯材料的重量。
再加上变压器次级回路中的整流二极管把电能转为质量电源供给焊机使用,可以大大的改善次级回路感应系数值,节省用户电源能耗。
中频逆变式点凸焊机特点:
1、焊接稳定性高。
2、省电30%以上,运行成本低。
3、三相电源平衡输入,功率因素高达95%以上。
4、较低的焊接电流和电极压力。
5、次级回路几乎没有感应能量损失。
6、电极寿命提高一倍以上,减少电极修磨时间。
7、大幅节约电力安装和水、气等辅助设施的安装成本。
8、更准确、更快速、更全面的控制和分析焊接参数。
9、更短的焊接时间,提高工作效率和焊接质量。
10、焊接范围广,对低碳钢、不锈钢、铜、铝以及镀锌板的焊接效果更好。
中频点焊机原理介绍
中频点焊机原理介绍中频点焊机是一种使用中频电源作为能量源进行点焊的设备。
它主要是由变压器、整流器、中频逆变器、微机控制器等部件组成。
该设备通过中频电源将交流电转化为中频电流,并通过逆变器将中频电流转化为直流电流,以供点焊过程中的能量需求。
1.电能转换:中频点焊机首先将市电交流电转化为低压交流电,然后输入到变压器中进行进一步的变换。
变压器将低压交流电转化为高压交流电,并将电压通过输出线圈传输到工件上。
2.整流:高压交流电通过整流器,将交流电转化为直流电,以满足点焊过程中的直流电流需求。
3.逆变:直流电通过中频逆变器,将直流电转化为中频交流电。
中频交流电具有高频率和可调性的特点,通过调整逆变器的频率和宽度,可以根据不同的点焊需求来控制能量输出的大小和形态。
4.控制:中频点焊机采用微机控制器进行整个点焊过程的控制。
微机控制器可以根据设定的焊接参数,控制逆变器的频率和宽度,实现焊接能量的调节。
微机还可以监测焊接过程中的电流、电压和温度等参数,并进行实时的反馈和调整,以确保点焊质量的稳定和一致性。
1.能量可调:中频逆变器可以调整频率和宽度,从而改变焊接能量的大小和形态。
这使得中频点焊机适用于不同类型的工件和焊接要求,可以提高焊接质量和效率。
2.热效应小:由于中频点焊机的焊接时间短,焊接面积小,因此热效应较小。
这可以保证工件在焊接过程中不会过热,减少热变形和焊接后的后期修复工作。
3.焊接质量稳定:中频点焊机采用微机控制器进行焊接过程的自动化控制,可以监测和调整焊接参数,确保焊接质量的一致性和稳定性。
4.环保节能:中频点焊机采用中频逆变器,将市电转化为中频电流。
这种转换过程具有较高的能量利用率,减少了能源的浪费,降低了能源消耗。
综上所述,中频点焊机是一种具有高效、稳定和环保节能等优点的点焊设备。
它可以满足不同类型的工件和焊接要求,并提高焊接质量和效率。
随着科技的不断发展,中频点焊机在金属加工领域的应用前景将更加广阔。
中频焊机原理
中频焊机原理
中频焊机是一种利用电磁感应原理进行焊接的设备,它能够将电能转化为热能,通过加热工件表面使其熔化,然后再进行压力焊接的工艺。
中频焊机在工业生产中有着广泛的应用,它能够实现高效、精确的焊接,因此受到了许多制造业的青睐。
中频焊机的工作原理主要包括以下几个方面:
1. 电源系统。
中频焊机的电源系统一般采用交流电源,通过整流、滤波、变压、逆变等环节,将电网提供的交流电转化为中频交流电。
这样的电源系统能够为中频焊机提供稳定的电能,保证焊接过程中的稳定性和可靠性。
2. 变压器。
中频焊机中的变压器起着电压升降的作用,它能够将输入的电压升高到所需的
工作电压,同时也能够将电能传递到焊接部位。
变压器的设计和选用对中频焊机的性能有着重要的影响,合理的变压器设计能够提高中频焊机的效率和稳定性。
3. 感应加热。
中频焊机利用感应加热原理进行焊接,它通过在工件表面产生感应电流,使工
件表面产生磁化损耗,从而产生热量。
这种感应加热的方式能够实现对工件局部的加热,能够有效地控制焊接的温度和速度,从而实现高质量的焊接。
4. 控制系统。
中频焊机的控制系统起着至关重要的作用,它能够对焊接过程进行精确的控制,包括电流、电压、频率等参数的调节。
通过控制系统,操作人员能够实现对焊接过程的监控和调节,保证焊接质量的稳定和一致性。
综上所述,中频焊机是一种利用电磁感应原理进行焊接的设备,它通过电源系统、变压器、感应加热和控制系统等部件的配合,实现了高效、精确的焊接过程。
中频焊机在制造业中有着广泛的应用,它能够满足对焊接质量和效率的要求,是现代工业生产中不可或缺的设备之一。
中频逆变焊机介绍
(可控电流与变压器和焊接回路有关,
实际焊接电流能达到25000A左右。)
1次电流设定
50~600A
时间控制
加压延迟时间
0~99 cyc(全系列)
加压时间
1~99 cyc(全系列)
第1通电时间
0~99 cyc(全系列)
第1冷却时间
0~99 cyc(全系列)
第2通电时间
0~99 cyc(全系列)
第2冷却时间
A) 普通・手变动压焊器钳内(阻2.42M50主μΩ缆+0.8・M主辅缆缆4)80:μΩ回路阻抗R(A)=1200μΩ
・辅缆100μΩ
・焊钳300μΩ ・工件70μΩ
B)一体化・逆变变压焊器钳内:阻回25路0阻μΩ抗R・(B焊)=钳636000μμΩΩ
・工件70μΩ
・软连接40μΩ
能耗对比
P t(B ) I22 w (B )R t R (B )* 1% 0 6 0* 6 1% 0 0 5 0 % 5
中频逆变焊机介绍
LUBRICATOR
1
中频逆变原理
以下为工频交流与中频逆变直流焊接原理图比较
2
中频逆变焊机优缺点
优点: ❀ 三相平衡负载,减少对供电系统的功率要求;对电网冲击小,对其他焊 机影响小。 ❀ 功率因数高,接近于1,无电感分类,电力系统无需补偿调整功率因数。 ❀ 减少电源消耗,节能降耗。 ❀ 焊接频率高(1000Hz或更高),变压器重量体积只有工频变压器的1/3, 轻便快捷, 减小焊枪重量。 ❀ 更为精确、快速的电流控制:与工频系统相比能更多、更准确的控制焊 接参数。 ❀ 焊接直流输出,焊机平稳,飞溅小;同时缩短焊接时间,减少 焊接电流及焊接压力,提高电极寿命。 ❀ 配置漏电保护,短路保护功能,安全性、可靠性高。 缺点: ❀ 设备成本高,先期投入大。但后期运行成本低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
③ ④
小原(上海)有限公司 小原(南京)機電有限公司
焊点能耗成本
焊接能耗要素:Q=I2W2Rt Pt:能耗; I2W:焊接电流; R:焊接回路阻抗; t:焊接通电时间
使用不同的焊机焊接同样的工件,所需的焊接电流和焊接时间是相同的,那么不 同的只有回路阻抗R。 A) 普通手动焊钳(2.4M主缆+0.8M辅缆):回路阻抗R(A)=1200μΩ ・变压器内阻250μΩ ・主缆480μΩ ・辅缆100μΩ ・焊钳300μΩ ・工件70μΩ B)一体化逆变焊钳:回路阻抗R(B)=660μΩ ・变压器内阻250μΩ ・焊钳300μΩ ・工件70μΩ ・软连接40μΩ
中频逆变焊机介绍
LUBRICATOR
小原(上海)有限公司 小原(南京)機電有限公司
2011.03.11
1/9
中频逆变原理
以下为工频交流与中频逆变直流焊接原理图比较
小原(上海)有限公司 小原(南京)機電有限公司
2/9
中频逆变焊机优缺点
优点: ❀ 三相平衡负载,减少对供电系统的功率要求;对电网冲击小,对其他焊机影响小。 ❀ 功率因数高,接近于1,无电感分类,电力系统无需补偿调整功率因数。 ❀ 减少电源消耗,节能降耗。 ❀ 焊接频率高(1000Hz或更高),变压器重量体积只有工频变压器的1/3,轻便快捷, 减小焊枪重量。 ❀ 更为精确、快速的电流控制:与工频系统相比能更多、更准确的控制焊接参数。 ❀ 焊接直流输出,焊机平稳,飞溅小;同时缩短焊接时间,减少焊接电流及焊接压 力,提高电极寿命。 ❀ 配置漏电保护,短路保护功能,安全性、可靠性高。
缺点: ❀ 设备成本高,先期投入大。但后期运行成本低。
小原(上海)有限公司 小原(南京)機電有限公司
3/9
单台成本(仅供参考)
序号 ① 名称 SIV控制箱 成本 ¥45000 备注
②
③
中频逆变焊钳
电源电缆
¥40000
后期运行 投入
包含电源/ 控制电缆 易损件
①
④
控制电缆
后期运行 投入
易损件
① ② IT-GUN
输出频率:400~2000Hz 控制方式 全数字控制 同步式 控制系列 4系列/15系列/16组 最大控制系列 240焊接条件 最大8焊枪控制 (2焊枪+ 2回缩阀) 设定方式 远程设定方式 循环控制 脉冲次数 1~9 次(全系列) 再通电次数 1 次 (可以根据参数进行选择) 电流控制 恒电流控制方式 一次电流CT反馈 电流设定 直接设定 2000A~60000A(每步100A ) (可控电流与变压器和焊接回路有关, 实际焊接电流能达到25000A左右。) 1次电流设定 50~600A
变压器规格
一体式焊枪用 固定点焊机用 70KVA、85KVA 110KVA 、130KVA 、190KVA
7/9
机器人焊枪用 70KVA 、 85KVA 、 110KVA 、130KVA 、160KVA
小原(上海)有限公司 小原(南京)機電有限公司
现场应用
焊接部位: 可以替代工频点焊机的所有焊接工位;针对一些 特殊的普通工频点焊机无法达到焊接要求的工位, 中频逆变焊机能达到焊接要求。如需要大电流、短 时间的焊接要求工位等。 焊接对象: 适用于铝合金板、镀锌板、低碳钢板和不锈钢 板等的点(凸)焊接,可特别适用于焊接厚的工 件和高传导性的金属;在凸焊工作台上安装专用 夹具可焊接各种异形零件。
★ ★
重庆长安 ★ 重庆福特 ★ ★ ★ ★ 东风汽车 ★ ★ ★ ★★
★ ★
天津一汽丰田
★ ★
上海大众 上海通用
★
广州丰田
小原(上海)有限公司 小原(南京)機规格参数
控制器规格
时间控制 加压延迟时间 0~99 cyc(全系列) 加压时间 1~99 cyc(全系列) 第1通电时间 0~99 cyc(全系列) 第1冷却时间 0~99 cyc(全系列) 第2通电时间 0~99 cyc(全系列) 第2冷却时间 0~99 cyc(全系列) 第3通电时间 0~99 cyc(全系列) 保持时间 1~99 cyc(全系列) 开放时间 4~99 cyc(全系列) 加压上升时间1 0~99 cyc(全系列) 加压上升时间2 0~99 cyc(全系列) 加压上升时间3 0~99 cyc(全系列) 保持结束延迟时间 0~99 cyc(各系列通用) 步增控制 步增控制(最大为16步) 线性步增控制(最大为15步) 步增后退功能 步增最大点数:9999
小原(上海)有限公司 小原(南京)機電有限公司
8/9
与工频焊机的对比
特点对比 项目 电源输入 功率因数 二次焊接输出 焊接结果 焊机规格 焊接规范 AC工频焊机 单相 1~380V,电网不平衡 ≈0.65,功率因数低 AC交流输出 焊接电流波动较大,飞溅较大 150KVA 电流、压力大,时间长 中频逆变焊机 三相 3~380V,三相平衡 0.95以上,利用率高 DC直流输出 电流平稳,飞溅少 70KVA即可,节约电力配置 电流、压力小,时间短
焊枪应用
综合成本
焊枪大小对电流输出影响大
先期投入低,后期运行高
焊枪大小对电流输出影响小
先期投入高,后期运行低
小原(上海)有限公司 小原(南京)機電有限公司
9/9
能耗对比 Pt ( B ) I2w2R( B )t R ( B ) 660 *100% *100% 55% Pt ( A) I 2 w2 R ( A)t R ( A) 1200
小原(上海)有限公司 小原(南京)機電有限公司
5/9
中频逆变焊机主要应用厂家
一汽大众 一汽轿车 ★
北京现代