外箱检验标准
外协件检验标准
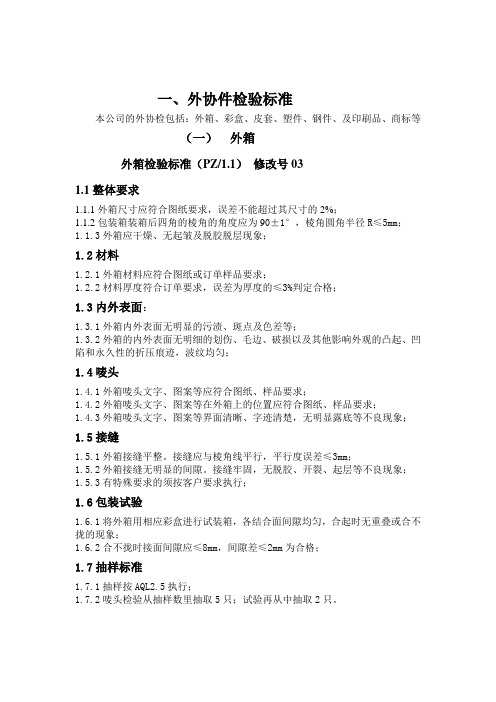
一、外协件检验标准本公司的外协检包括:外箱、彩盒、皮套、塑件、钢件、及印刷品、商标等(一)外箱外箱检验标准(PZ/1.1)修改号031.1整体要求1.1.1外箱尺寸应符合图纸要求,误差不能超过其尺寸的2%;1.1.2包装箱装箱后四角的棱角的角度应为90±1°,棱角圆角半径R≤5mm;1.1.3外箱应干燥、无起皱及脱胶脱层现象;1.2材料1.2.1外箱材料应符合图纸或订单样品要求;1.2.2材料厚度符合订单要求,误差为厚度的≤3%判定合格;1.3内外表面:1.3.1外箱内外表面无明显的污渍、斑点及色差等;1.3.2外箱的内外表面无明细的划伤、毛边、破损以及其他影响外观的凸起、凹陷和永久性的折压痕迹,波纹均匀;1.4唛头1.4.1外箱唛头文字、图案等应符合图纸、样品要求;1.4.2外箱唛头文字、图案等在外箱上的位置应符合图纸、样品要求;1.4.3外箱唛头文字、图案等界面清晰、字迹清楚,无明显露底等不良现象;1.5接缝1.5.1外箱接缝平整。
接缝应与棱角线平行,平行度误差≤3mm;1.5.2外箱接缝无明显的间隙。
接缝牢固,无脱胶、开裂、起层等不良现象;1.5.3有特殊要求的须按客户要求执行;1.6包装试验1.6.1将外箱用相应彩盒进行试装箱,各结合面间隙均匀,合起时无重叠或合不拢的现象;1.6.2合不拢时接面间隙应≤8mm,间隙差≤2mm为合格;1.7抽样标准1.7.1抽样按AQL2.5执行;1.7.2唛头检验从抽样数里抽取5只;试验再从中抽取2只。
(一)彩盒彩盒检验标准(PZ/1.2)修改号031.1整体要求1.1.1彩盒尺寸应符合图纸要求,误差不能超过其尺寸的2%;1.1.2彩盒四角的棱角的角度应为90±1°,除上平面四个角外其他棱角圆角半径R≤1mm;1.1.3彩盒应干燥、无起皱及脱胶脱层现象;1.2材料1.2.1彩盒材料应符合图纸或订单样品要求;1.2.2材料厚度符合订单要求,误差为厚度的≤3%判定合格;1.3内外表面:1.3.1彩盒内外表面无明显的污渍、斑点及色差等;1.3.2彩盒内外表面无明细的划伤、毛边、破损以及其他影响外观的凸起、凹陷和永久性的折压痕迹,波纹均匀;1.4唛头1.4.1彩盒唛头文字、图案等应符合图纸、样品要求;1.4.2彩盒唛头文字、图案等位置应符合图纸、样品要求;1.4.3彩盒唛头文字、图案等界面清晰、字迹清楚,无明显露底、重影等不良现象;1.5接缝1.5.1彩盒接缝平整、无错开现象。
酒类包装外箱检验标准

1. 目的和范围为了酒类包装外箱的技术要求、抽样方式、检验与判定规那么、运输和贮存的标准化,特制定本标准。
本制度适用于本公司生产的综合尺寸在100mm以下,内装物重量在10Kg以下的各系列酒类包装外箱的检验。
2. 标准性引用文件以下文件中条款通过本标准的引用而构成为本标准的条款,但凡注日期的引用文件,其随后所有的修改单〔不包括勘误的内容〕或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
但凡不注日期的引用文件,其最新版本适用于本标准。
3. 技术要求3.1尺寸要求按照顾客提供产品尺寸,尺寸偏差、双瓦楞酒类包装外箱±5mm;单瓦楞酒类包装外箱±3mm。
3.2文字要求按照顾客提供产品标样标注为准。
3.3酒类包装外箱材质与物理性要求。
3.3.1酒类包装外箱材质要求以顾客提供的标样为准。
3.3.2酒类包装外箱的印刷要求:印刷套印准确,无严重花糊、重影、斑点,颜色要求根本与样品一致,无明显差异。
3.3.3酒类包装外箱的耐破强度、抗压强度、穿强度,按GB6543-86执行。
3.4钉合酒类包装外箱使用带有镀层低碳钢扁丝,扁丝不能有锈斑、剥层、龟裂或其他使用上的缺陷。
3.5粘合酒类包装外箱使用乙酸稀乳液或具有相同粘合效果的其他粘合剂。
3.6箱体方正,外表不允许有明显的损坏和污迹,切断口外表裂损宽度不超过8mm。
3.7酒类包装外箱箱接头钉合搭接舌宽25-35mm金属钉应沿搭接局部中线钉合,采用斜钉〔与纸箱立边成45度角〕或横钉,箱钉排列整齐、均匀,单排钉距不大于80mm,钉距较均匀,头尾钉距因底面压痕边线15-25mm之间。
钉合接缝应钉牢、钉透,不得有叠钉、翘钉、不转角等缺陷。
3.8酒类包装外箱箱接头粘合搭接舌边宽25-35mm,粘合接缝的粘合剂涂布均匀充分,以致面纸别离时接缝依然粘合不分,同时也不应有多余的粘合剂溢出接缝。
3.9酒类包装外箱的压痕线宽度,单瓦楞酒类包装外箱不大于12mm,双瓦楞酒类包装外箱不大于12mm,折线居中,不得有破裂断线,箱壁不允许有多余的压痕线。
外包装箱系列检验标准
跌落试验操作步骤,按正常运输轴向开始对包装进行测试:记录测试的实际轴向。
a)测试面3(底面)中最易损坏的角,测试2-3-5角;
b)从所测试的角所散发的最短边。
c)从所测试的角所散发的次长边。
d)从所测试的角所散发的最长边。
e)平面跌落最小面中的一个。
f)平面跌落相对应的最小面。
g)平面跌落中间面中的一个。
h)平面跌落相对应的中间面。
i)平面跌落最大面中的一个。
j)平面跌落相对应的最大面。
检查外包装和产品。
经过检查,试验后的产品符合产品规定的要求,可视为通过测试。
装箱成品检验标准

审核
批准
4.1外观检查
4.1.1包装方法错误
对样办
MIL-STD-
105E一次正常检验水平Ⅱ
4.1.2外来物质
按2.1.1进行检查
对样办
4.1.3字体或图案
按1.1.1进行检查
目视
4.1.4胶袋破损/穿孔
A导致产品外露
B长度大于13mm或面积大于40 mm2
C长度小于或等于13mm或面积小于或等于40mm2
成品检验标准
文件标题
装箱成品验收标准
文件编号
版本
A
制定部门
品质部
制定日期
页次
1/4
一﹑目的:规范装箱成品检验内容明确检验方法和标准要求,使外箱成品的检验在受控状态下进行,确保成品的质量满足客户要求。
二﹑范围:适用于外箱成品检验
三﹑标准要求
序号
检验
项目
检验内容和标准要求
检验方法
抽样数量
判定等级
视严重程度
3.1外观:
3.1.1外来物质﹑擦花
按2.1.1和2.1.3进行检查
目视/用尺测量
MIL-STD-
105E一次
正常检验
水平Ⅱ
3.1.2破损
A破损角位构成利角
B长度大于13mm或面积大于40mm2
C长度小于或等于13mm或面积小于或等于40mm2
利角测试器
3.1.3切割修剪不良:
A构成利角
B手感利手但不构成利角
用尺测量
1.1.4贴纸(如有)
A漏贴贴纸
B贴错贴纸
C贴错位置
D贴纸倒贴或贴歪角度大于20°
目视
1.2计算机纹测试(如有)
1.2.1连续扫描5次,有三次或以上不能识读
外 包 装 箱 标 准
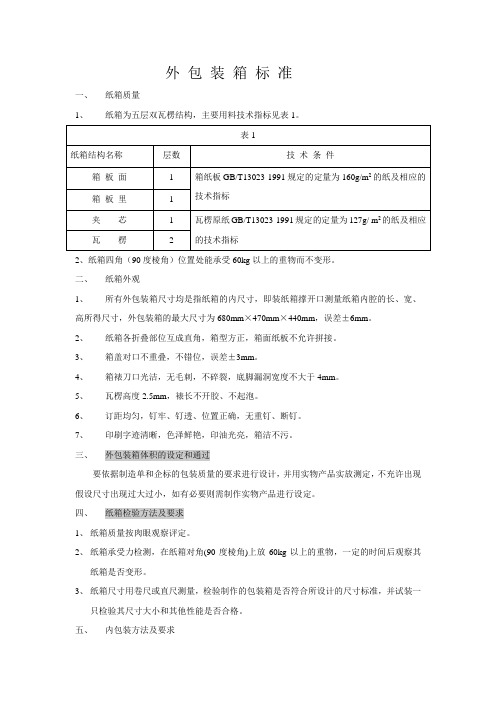
外包装箱标准一、纸箱质量1、纸箱为五层双瓦楞结构,主要用料技术指标见表1。
2、纸箱四角(90度棱角)位置处能承受60kg以上的重物而不变形。
二、纸箱外观1、所有外包装箱尺寸均是指纸箱的内尺寸,即装纸箱撑开口测量纸箱内腔的长、宽、高所得尺寸,外包装箱的最大尺寸为680mm×470mm×440mm,误差±6mm。
2、纸箱各折叠部位互成直角,箱型方正,箱面纸板不允许拼接。
3、箱盖对口不重叠,不错位,误差±3mm。
4、箱裱刀口光洁,无毛刺,不碎裂,底脚漏洞宽度不大于4mm。
5、瓦楞高度2.5mm,裱长不开胶、不起泡。
6、订距均匀,钉牢、钉透、位置正确,无重钉、断钉。
7、印刷字迹清晰,色泽鲜艳,印油光亮,箱洁不污。
三、外包装箱体积的设定和通过要依据制造单和企标的包装质量的要求进行设计,并用实物产品实放测定,不充许出现假设尺寸出现过大过小,如有必要则需制作实物产品进行设定。
四、纸箱检验方法及要求1、纸箱质量按肉眼观察评定。
2、纸箱承受力检测,在纸箱对角(90度棱角)上放60kg以上的重物,一定的时间后观察其纸箱是否变形。
3、纸箱尺寸用卷尺或直尺测量,检验制作的包装箱是否符合所设计的尺寸标准,并试装一只检验其尺寸大小和其他性能是否合格。
五、内包装方法及要求1、凡是出口产品的内包装,如彩盒、吸塑纸卡,不干胶一定要严格按照客户的要求设计制作,做到批量印刷前先打样给客户确认,同意后方可批量印刷。
彩盒粘合要牢固,彩印图像清晰,套印准确。
2、每套产品一定要放置按装说明单图,如国内超市及有要求的国内客户,产品内包装要有合格证,生产日期,产品名称,生产厂中,生产厂址,每箱装数,企业注册商标,联系电话。
3、A级、AB级的产品,为防止产品外表不受碰撞划伤,可采用特殊包装保护措施,如用木箱包装,每只小白盒包装等。
如有必要,要在外箱上注明:“易碎物品”、“小心轻放”、“向上”、“怕雨”、“堆码层数极限”等图示标志。
外箱的检验

外箱的检验
1.色泽、图案:目测与所封实物标样对照应无明显差异。
2.标识字符:与实物标样或校对用稿是否一样。
3.裱合
察看箱面是否有明显的损坏和污迹,箱面是否平整牢固,是否拼接、缺材、露楞、透胶、起泡、折皱。
4.摇盖耐折:摇盖开合180度,往复五次,面纸、里纸无裂缝。
5.规格尺寸
外箱支撑成型后,用钢卷尺或直尺量取箱体长、宽、高,与所封实物标样规格尺寸是否一致。
6.材质、结构:与所封实物标样比对是否一致。
7.结合
粘合剂应涂布均匀、充分、无溢出,粘合面剥离时面纸不分离。
粘合搭接处应无开胶现象。
8.刀口
刀口无明显毛刺,裁刀切口里面纸裂损距边不超过8mm或长不超过12mm;成箱后叠角漏洞直径不超过5mm。
包装外箱检验规范

袁伟国
华文永
审核
罗龙
批准
华文永
4
5
7
8 9 9
深圳欧陆通电子有限公司
作业文件
IQC物料检验规范
材料名称
外装外箱
抽样计划
依据MIL-STD-105E,具体抽样方式参照《抽样计划》
允收水准
AQL CRI=0 MAJ=0.15 MIN=1.5
项次 检查项目
验收标准
检验方法
文件编号 版本 生效日期 页次
关键元件
文件类别
作业指导书
制定部门 制定人 制定日期 页次
品质部 袁伟国 2013.3.16
1/2
包装外箱检验规范
批准记录
拟 订
吴光志
审 核
罗龙
批 准
修改记录
修改 修改 次数 时间
版本 记录
修改 项目
1 2010.06.24
A/0
新版发行
修改 内容
新版发行
修订人
吴光志
3
2013.3.16
A/1
NO.2
NO.2项目抽样水准原由LEVEL Ⅱ 改为≤10PCS全检 ≥10PCS n=10
钉间距均匀,钉合接缝处应钉牢钉透,不得有叠
钉,翘钉、不转角钉等缺陷。
样品
≤10PCS全检 ≥10PCS n=10
MAJ
3
结构尺寸 3.1 尺寸规格须符合承认书及图纸要求
测量
承认书、图纸 /卷尺
n=5
MAJ
4
试验
4.1 摇盖耐折测试:摇盖开合270度,往复三次后 折合线内外面无开裂
试验
/
n=2
MAJ
5.1 核对绿色环保供应商名录要求供应商提
纸箱(外箱)检验标准
表面有破损、孔洞,裂纹或同一视线内皱折条数超过3条。
√
表面有破损、起皱、污迹、潮湿现象。
√
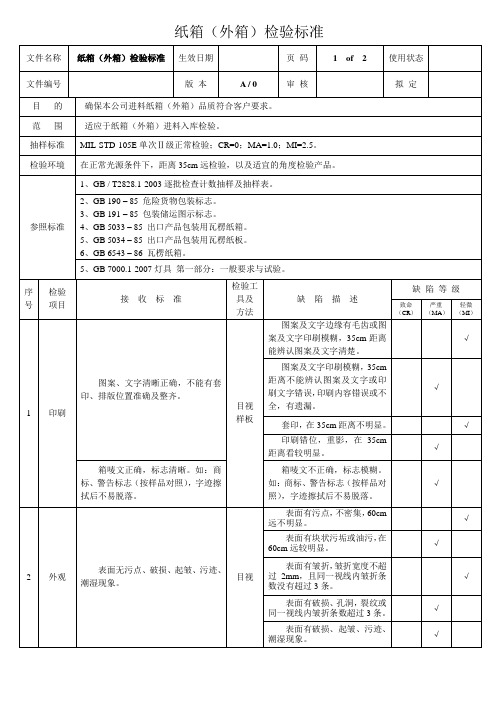
纸箱(外箱)检验标准
文件名称
纸箱(外箱)检验标准
文件编号
页码
2 of 2
版本
A / 0
序号
检验
项目
接收标准
检验工具及
方法
缺陷描述
缺陷等级
致命(CR)
严重(MA)
轻微(MI)
3
规格
符合设计要求及采购要求(长、宽、高的尺寸的允许公差为±0.5cm)。
范围
适应于纸箱(外箱)进料入库检验。
抽样标准
MIL-STD-105E单次Ⅱ级正常检验;CR=0;MA=1.0;MI=2.5。
检验环境
在正常光源条件下,距离35cm远检验,以及适宜的角度检验产品。
参照标准
1、GB / T2828.1-2003逐批检查计数抽样及抽样表。
2、GB 190–85危险货物包装标志。
√
箱唛文正确,标志清晰。如:商标、警告标志(按样品对照),字迹擦拭后不易脱落。
箱唛文不正确,标志模糊。如:商标、警告标志(按样品对照),字迹擦拭后不易脱落。
√
2
外观
表面无污点、破损、起皱、污迹、潮湿现象。目视表面有污点,不密来自,60cm远不明显。√
表面有块状污垢或油污,在60cm远较明显。
√
表面有皱折,皱折宽度不超过2mm,且同一视线内皱折条数没有超过3条。
3、GB 191–85包装储运图示标志。
4、GB 5033–85出口产品包装用瓦楞纸箱。
5、GB 5034–85出口产品包装用瓦楞纸板。
6、GB 6543–86瓦楞纸箱。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外箱检验规范
适用于:全机种
修改履历:
审核:确认:编成:
一、目的:
明确产品检验标准,确保产品质量满足公司和客户要求。
二、范围:
适用于本公司生产和外协加工之系列产品所使用的外箱。
三、相关文件:
参照公司研发部发行的相关产品规格书。
四、定义:
缺陷定义:
4.1.1 CR(Critical):致命缺陷,对产品使用、维修或v有关人员会造成危害或不安全的缺陷,
抵触安全规格要求的,或妨碍到某些主要的功能的缺陷;
4.1.2. MAJ(Major):主要缺陷,即不构成致命的,但可能造成故障,或对单位产品预定的目
的使用性能会有严重的降低的缺陷;
4.1.3. MIN(Minor):次要缺陷,只对产品的有效使用或使用性能有轻微的影响的,一般为外观
或机构组装之差异。
五、检验所需仪器和设备:
卷尺一把、电子秤一台、冲击跌落台一台。
六、检验水准:
按照MIL-STD-105E一般检验Ⅱ级水准及主要AQL水平进行抽验,允收标准:严重缺陷AQL为:CR=0 ;主要缺陷AQL为MA=;次要缺陷AQL为MI=。
七、检验项目:
包装检验:
包装扎带必须有隔纸隔档,以扎带不会压伤外箱为限。
每扎须有清晰明显的标贴,标贴内容应包括:供应商、品名规格、包装数量、物料编号、生产日期或批号、出货QC PASS标识以便于追溯。
外观检验:
字画印刷清晰、内容全齐、无错印、缺印、漏印、多印、印刷无变形、走位、倾斜现象、字型正确无误、无露白,刮伤现象、浸墨、重影现象、印刷、喷涂料色彩深浅一致,目视无色差。
印刷喷涂料不易脱落,箱钉使用带有镀层的低碳钢扁丝,不应有锈斑、剥层、龟裂或其它使用上的缺陷,钉合接
缝处应钉牢、钉透,不得有叠钉、翘钉、不转脚钉等缺陷。
折线居中,不得有破裂、断线、重线等缺陷,箱上不得有多余的压痕线。
尺寸检验:
箱体测量:箱体内径与设计尺寸公差大箱小于±5mm,小箱小于±3mm。
压痕线宽:单瓦楞纸箱不大于12mm;双瓦楞纸箱不大于17mm。
刀口:外箱切边水平,刀口无明显毛刺,外箱裁刀切口里面纸裂损距边不超过8mm;成型后叠角漏洞直径不超过5mm。
箱钉:装订钉间距均匀、外箱单钉距不大于55mm,双钉距不大于75mm。
首尾钉至压痕边线的距离为13±7mm。
结合:钉合搭接舌宽为35-50mm,箱钉应沿搭接舌中线钉合,排列整齐,偏斜不超过5mm;粘合搭接舌宽不小于30 mm;剂应涂布均匀、充分、无溢出,粘合面剥离时面纸不分离;纸箱二片接头对齐,其剪刀差;大型箱不大于7mm;中型箱不大于6mm;小型箱不大于4mm,箱体方正。
装配检验:
均匀抽取5PCS外箱进行装配,箱体四周无漏洞,各箱盖合拢后无参差和缝隙,无过松或过紧现象。
折合纸箱(180度)5次, 折合线断裂或未按折合线弯折。
材质检验:
裱合:箱面纸不许拼接、缺材、露楞、折皱、透胶、污迹;箱里纸拼接不得超过二拼,拼接头处距摇盖压痕线不得小于30mm;脱胶面不大于20cm2;大型箱楞斜低于3%个,中小型箱楞斜不超过1-2%个。
材质:测量纸箱纸层数据,应与相关材质判定表相符。
用电子称测量纸箱重量,测量值应与样品和相关规格一致。
:垂直冲击跌落试验:
7.6.1纸箱作面跌落、棱跌落和角跌落
7.6.2被试样品箱内必须充填实物或和实物相近似的模拟物
7.6.3按常规对样品箱进行包封。
7.6.4面跌落时,跌落面与冲击面平行,其夹角最大不超过2°;棱跌落时,跌落的棱与水平面平行,
其夹角最大不超过2°;角跌落时,构成此角的至少两个平面与冲击面之间夹角的误差不大于±5°或此夹角的10%。
7.6.5提起试验样箱至所需的跌落高度位置,其提起高度与予定高度之差不得超过±2%。
7.6.6垂直冲击跌落试验合格的判定准则:被测样箱均无破损、内装物无撒漏,该项试验为合格。
其中有一个样箱不合格,该项试验判不合格。
八、检验方法:
包装检验:目视法。
外观检验:目视法。
尺寸检验:卷尺。
装配检验:目视法。
材质检验:目视法,卷尺,电子称。
垂直冲击跌落试验:冲击跌落台,目视法。
九、缺陷分类:
检验
项目检验内容
检测方法
及工具
等级划分
CR MA MI
包装1.包装:包装扎带压伤外箱,外箱潮湿。
目视O
2.标贴:标贴内容不包括或标示错误:供应商、品名规格、
包装数量、目视O 物料编号、生产日期或批号、出货QC PASS标识。
外观
1.字画印刷不清晰,色度不一致,不光亮鲜艳;印刷位
目视、卷尺O 置误差大箱不超过7mm,小箱不超过4mm。
2.印刷位置误差大箱超过7mm,小箱超过4mm。
目视、卷尺O
3.装订:装订钉有叠钉、翘钉、不转脚钉、锈斑、剥层、龟裂或
其它目视O 使用上的缺陷。
4.折线不居中,有裂破、断线、重线等缺陷,箱上有多余的压痕目视O
尺寸
1.箱体内径与设计尺寸公差大箱大于±5mm,小箱大于±3mm。
卷尺O
2.单瓦楞纸箱不大于12mm;双瓦楞纸箱不大于17mm。
卷尺O
3.外箱裁刀切口里面纸裂损距边超过8mm;成型后叠角漏洞直径
超卷尺O 过5mm。
4.装订钉间距不均匀、外箱单钉距大于55mm,双钉距大于75mm。
卷尺O 首尾钉至压痕边线的距离不在13±7mm内。
5.钉合搭接舌宽不在35-50mm内,搭接舌偏斜超过5mm。
粘合
宽卷尺O 小于30 mm。