中空吹塑机壁厚控制器的技术要求和控制原理
中空吹塑成型型坯壁厚控制的研究
位移传感器 1 与位移传感器 2 选用意大利 GEF RAN 公司 LT 系列, 型号 : LTH 300P, 有效行程 300 mm, 对应输出 0~ 10 V。 P ID 选用专用硬件模块 G4F P I DA, 可同时实现 8 路 P ID 自动控制。 触摸屏选用台湾罗升 PW S3260 FSTN, 0 26 m 单 色 , 带打印口及配方功能。
第 38 卷第 9 期 2010 年 9 月
塑料工业 CH I NA PLA ST ICS I NDU STRY
! 49!
中空吹塑成型型坯壁厚控制的研究
曾劲松 , 曾先锋
1 2
( 1. 安徽机电职业技术学院 , 安徽 芜湖 241000 ; 2. 武汉大学电气工程学院 , 湖北 武汉 430074) 摘要 : 简要阐述了中空吹塑 成型型坯壁厚控制的原理及其技术与现状 ; 并对型坯壁厚控制系统的总 体结构、系统 各部分之间的通信关系以及控制 方案进行了研究 ; 阐述了该系统的特点和优势。最后总结说明了该壁厚控制 系统具有 良好工程应用和市场推 广价值。 关键词 : 中空吹塑成型 ; 壁厚控制 ; 控制系统 ; 可编程 逻辑控制器 中图分类号 : TQ 320 66+ 4 文献标识码 : B 文章编号 : 1005- 5770 ( 2010) 09- 0049- 04
作者简介 : 曾劲松 , 男 , 1970 年生 , 硕士研究生 , 讲师 , 工程师 , 主要从事自动控制 与机电一体 化系统方 向的教学与 研究。 ahjdzjs@ 126 co m
! 50!
塑
料
工
业
2010 年
小得出相应的电信号反馈给壁厚控制器, 控制器则通 过比较给定信号与反馈信号的大小来确定调节方式和 调节量的大小, 以确保系统按要求工作, 这就构成了 闭环壁厚控制系统。大型塑料中空成型机液压控制系 统的核心是壁厚控制。 1 2 型坯壁厚控制技术现状 型坯壁厚控制技术是中空吹塑成型的关键技术之 一 , 其作用在大型工业件和精密吹塑件的成型方面尤 其 显 著。 型 坯 壁 厚 控 制 分 为 轴 向 壁 厚 控 制 技 术 ( AW DS) 和径向壁厚控制技术 ( PWDS) 两种形式, 本文研究的重点是轴向壁厚控制技术。 作为中空成型机的核心技术之一的型坯壁厚自动 闭环控制技术一 直被美 国的穆 格 ( MOOG ) 和 Bar ber Co l m an 、奥地利的贝加 莱 ( B&R ) 、德国的 西门 子等少数几家公司垄断, 其核心技术都被层层加密, 国内厂商只能被动使用, 而且进口该系统价格昂贵。 国产机型绝大多数不具有型坯自动闭环控制功能, 少 数机型虽配有简单型坯壁厚控制器, 但使用效果不是 很理想。因此 , 国内研发新型 壁厚控制器是 十分必 要的。
吹塑壁厚控制原理及控方法
中空吹塑机头分类及壁厚原理储料式机头分为中心入料式和侧向入料式。
侧向入料式是应用非常广泛的一种方式。
在储料式侧向入料中空吹塑机中,机头所起的作用是融合融料,并形成型坯,融料融合的关键是机头中的流道。
目前我国一些企业研究出了双层心形包络流道,但双层心形包络流道流道长度较短,压降较大,熔料融合后周向均匀性较差。
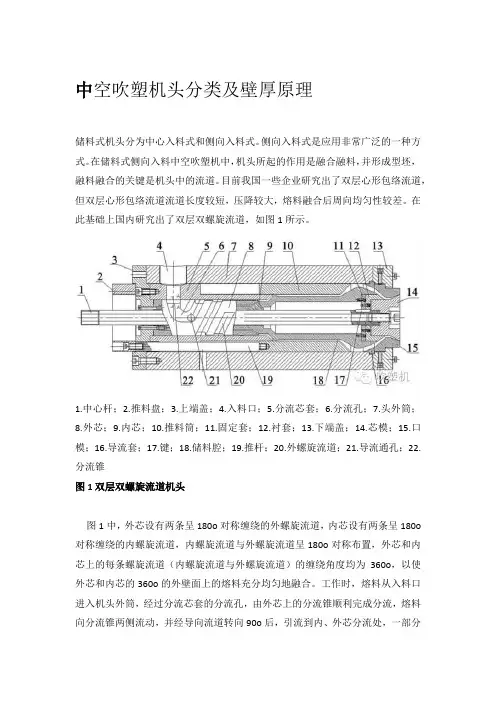
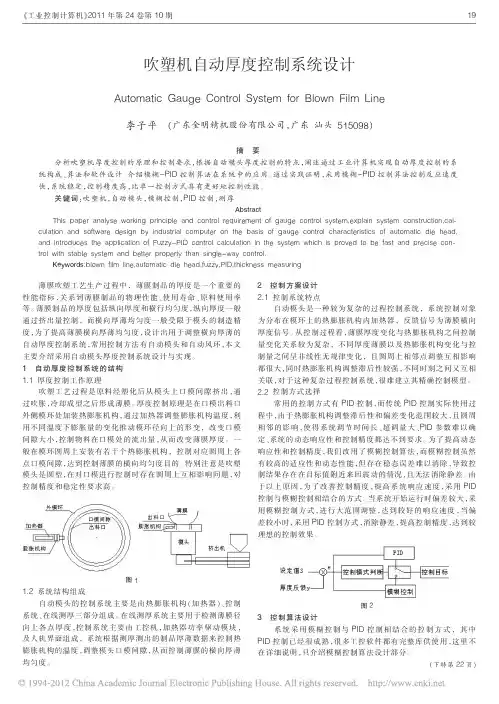
在此基础上国内研究出了双层双螺旋流道,如图1所示。
1.中心杆;2.推料盘;3.上端盖;4.入料口;5.分流芯套;6.分流孔;7.头外筒;8.外芯;9.内芯;10.推料筒;11.固定套;12.衬套;13.下端盖;14.芯模;15.口模;16.导流套;17.键;18.储料腔;19.推杆;20.外螺旋流道;21.导流通孔;22.分流锥图1双层双螺旋流道机头图1中,外芯设有两条呈180o对称缠绕的外螺旋流道,内芯设有两条呈180o 对称缠绕的内螺旋流道,内螺旋流道与外螺旋流道呈180o对称布置,外芯和内芯上的每条螺旋流道(内螺旋流道与外螺旋流道)的缠绕角度均为360o,以使外芯和内芯的360o的外壁面上的熔料充分均匀地融合。
工作时,熔料从入料口进入机头外筒,经过分流芯套的分流孔,由外芯上的分流锥顺利完成分流,熔料向分流锥两侧流动,并经导向流道转向90o后,引流到内、外芯分流处,一部分熔料由外芯上的外螺旋流道向下螺旋流动,另一部分则通过导流通孔流入到内芯的内螺旋流道中,熔料在内、外螺旋流道内流动时,一部分熔料随着内、外螺旋流道向下流动,另一部分熔料顺着内、外芯壁向下流向储料腔,这样可以保证360o都有熔料下流,使得熔料均匀融合。
型坯壁厚的自动控制有轴向控制和径向控制两种。
对于径向控制技术,我国还处于研究阶段,相对而言,轴向控制的研究成熟一些。
本文针对200L以上的大容量中空吹塑机进行了型坯壁厚的轴向控制研究。
型坯壁厚的轴向控制采用的是闭环控制技术。
用户在壁厚控制器的触摸屏面板上设定型坯壁厚轴向变化曲线,PLC控制器根据曲线把相应的电压或者电流信号传至电液伺服阀,由电液伺服驱动伺服油缸控制中心杆的上下移动,从而改变机头口模间隙。
中空吹塑成型技术分析
中空吹塑成型技术分析中空吹塑成型技术是一种常见的塑料加工工艺,该技术通过将塑料料粒或颗粒加热到熔融状态后,通过高压气体将其吹入模具中形成中空产品的一种成型工艺。
中空吹塑成型技术广泛应用于瓶罐、容器、桶类产品等的生产中。
本文将对中空吹塑成型技术进行分析,从原理、设备、工艺和应用等方面进行介绍。
中空吹塑成型技术的原理是通过将塑料料粒或颗粒经过热熔后,利用高压气体通过挤出机将其吹塑成中空的产品形状。
中空吹塑成型技术分为注塑吹塑和挤出吹塑两种方式。
注塑吹塑是指在注塑机上通过一次成型完成产品形状,而挤出吹塑则是先经过挤出机将塑料料粒挤出成管状,再经过模具成型形成产品。
中空吹塑成型设备通常包括挤出机、模具、冷却系统、辅助设备等。
挤出机是将塑料料粒加热到熔融状态后,通过螺杆的旋转将其压入模具中形成产品的关键设备。
模具是根据产品的形状要求设计的,通过模具的设计可以成型出不同形状的产品。
冷却系统是为了快速冷却成型后的产品,使其保持所需的形状和尺寸。
辅助设备包括气路系统、控制系统等,是为了配合主要设备的运行,保证整个生产线的正常运行。
在中空吹塑成型的工艺过程中,首先需要将塑料料粒或颗粒加热到熔融状态,然后通过挤出机将其压入模具中形成产品的初始形状。
接着利用高压气体将其吹塑成所需的中空产品形状,最后通过冷却系统使其成型固化。
整个过程需要严格控制温度、压力、速度等参数,以确保产品成型的质量和稳定性。
中空吹塑成型技术在瓶罐、容器、桶类产品等领域有着广泛的应用。
中空吹塑瓶是其主要应用之一。
中空吹塑瓶一般用于食品、饮料、日化、医药等行业的包装中,具有轻便、耐用、透明度高等特点,受到广泛的欢迎。
中空吹塑成型技术还可以制作其他中空产品,如塑料桶、玩具、家居用品等,满足不同领域对中空产品的需求。
中空吹塑成型机生产中如何控制塑料坯壁厚-
中空吹塑成型机生产中如何掌控塑料坯壁厚?使用中空吹塑机/进行生产的产品,要求壁厚均匀。
通常0.2L以下的中空容器可以不带型坯壁厚掌控装置,其他情况应考虑使用型坯壁厚掌控装置,特别是多而杂截面的中空成型制品。
目前,通常采纳更改机头套与模芯处的模唇间隙的方法实现壁厚掌控。
依据机头套、模芯形状的不同,唇口间隙的调整方法也不同。
模芯的上下运动一般采纳液压缸驱动。
当中空吹塑机加工形状较简单的塑料中空容器时,可用开关式液压系统实现。
电液换向阀只接受通电或断电信号,使液压缸向上或向下,液压缸移动的距离(即口模的开度变化)由上、下限位螺母调定,液压缸移动的速度由流量阀的节流作用设定,电液换向阀的电信号由时间继电器掌控。
这种掌控方法简单、价廉,但壁厚变化规律简单,只有两种壁厚变化,只能用于挤吹形状简单的中空容器。
当涉及大型的且形状多而杂的制品时,型坯壁厚掌控系统须是一个位置掌控系统,其中芯棒位置掌控精度是决议型坯壁厚掌控效果的关键,要求运动平稳、位置精度高、响应快,具有良好的重复精度。
目前,中空成型型坯掌控电液位置掌控系统按使用的掌控阀不同,可分为两大类:电液比例掌控系统和电液伺服掌控系统。
壁厚掌控系统采纳闭环反馈设计,其构成包括壁厚掌控器、电液伺服阀、动作执行机构和作为信号反馈装置的电子尺。
用户在壁厚掌控器的面板上设定型坯壁厚轴向变化曲线,掌控器依据曲线输出大小变化电压或者电流信号至电液伺服阀,由电液伺服阀驱动执行机构掌控模芯的上下移动,从而更改模芯缝隙。
电子尺通过测量缝隙的大小得出相应的电压信号反馈给壁厚掌控器,这就构成了闭环的壁厚掌控系统。
25点型坯壁厚掌控器工作原理。
在储料工作期间,位移传感器2随时检测储料缸内储料位置,当储料量达到预选储料时,掌控系统发出“储料到位”信号,系统就转入“注射”工作程序。
注射型坯时,位移传感器2连续检测注射量,掌控系统将整个注射量均匀地25等分,并使其与型坯上的各等分区所需厚度相应编码,每等分区域都配备有可变电位器,依据其制品要求任意更改25只电位器的旋钮,预选开口的间隙。
吹塑机自动厚度控制系统设计
2 控制方案设计 2.1 控制系统特点
自动模头是一种较为复杂的过程控制系统, 系统控制对象 为分布在模环上的热膨胀机构内加热器, 反馈信号为薄膜横向 厚度信号。 从控制过程看,薄膜厚度变化与热膨胀机构之间控制 量变化关系较为复杂, 不同厚度薄膜以及热膨胀机构变化与控 制量之间呈非线性无规律变化, 且圆周上相邻点调整互相影响 都很大,同时热膨胀机构调整滞后性较强,不同时刻之间又互相 关联,对于这种复杂过程控制系统,很难建立其精确控制模型。 2.2 控制方式选择
4 结束语 自动厚度控制系统采用模糊-PID 控制算法控制方式,解决
单一控制存在的调节时间长、超调量大、参数难以确定、无法消 除静差、 震动及系统的动态响应性和控制精度都达不到要求等 问题。 在实际使用过程比单一控制性能有很大的提高,可以使吹 塑薄膜厚薄均匀度从 8%提高到 3~4%,调整时间缩短 20 分钟, 静态偏差及震动都有很大提高,长时间运行稳定可靠,取得了较 好的控制效果。
Abstract This paper analyse working principle and control requirement of gauge control system,explain system construction,calculation and software design by industrial computer on the basis of gauge control characteristics of automatic die head, and introduces the application of Fuzzy-PID control calculation in the system which is proved to be fast and precise control with stable system and better property than single-way control. Keywords:blown film line,automatic die head,fuzzy,PID,thickness measuring
中空吹塑机工作原理
中空吹塑机原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。
注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。
取出塑件后又再闭模,进行下一个循环,这就是中空吹塑机原理。
中空吹塑成型是将从挤出机挤出的,尚处于软化状态的管状热塑料性塑料坯料放入成型模内,然后通入压缩空气,利用空气的压力使坯料沿模腔变形,从而吹制成颈口短小的中空制品。
根据中空吹塑机原理中空吹塑目前已广泛用来生产各种薄壳形中空制品,化工和日用包装容器,以及儿童玩具等。
中空成型机特点
(1)中空成型机电脑采用进口PLC的电脑主机芯片,匹配液晶显示屏,软件备用故障自我诊断系统及错误纠正功能,使操作更方便,其控制程序以傻瓜式设计,无须专业培训即可上岗操作。
(2)全液压驱动的中空吹塑机原理,具有国内首创无级液压调频技术,解决了中空成型机对各种物料和块型的适应度,提高了物料的密实性,缩短了成型周期。
中空吹塑机原理
中空吹塑机原理
中空吹塑机是一种用于制造中空塑料制品的设备,如瓶子、桶等容器。
它是通过先将塑料材料加热,然后将其吹塑成中空的形状。
中空吹塑机的原理可以分为三个步骤:制模、吹塑和冷却。
制模:制模是中空吹塑的第一步,它通过制造模具来建立所需产品的结构。
制模的方法通常是使用高温高压将金属模具制成所需形状。
吹塑:吹塑是中空吹塑的第二步,它把加热的塑料材料放入模具内,使其成为所需形状。
由于高温高压制造了一个空腔结构,因此它可以变成中空塑料制品。
在这个过程中,塑料在由气压推动的吹气机的作用下,被迫与模具表面接触并粘合在一起,形成中空器皿的芯体。
冷却:冷却是中空吹塑的第三步,它决定了制品的硬度和尺寸。
在这个过程中,模具内的空腔被喷洒冷水来迅速降低温度。
在迅速降温的条件下,塑料变硬并缩小,从而达到所需尺寸。
总的来说,中空吹塑机原理是在高温高压的条件下,将加热的塑料材料放入模具内,然后使用吹气机将塑料吹起来形成所需的中空形状。
最后,通过冷却过程,塑料被固定成为所需尺寸和形状的中空塑料制品。
中空吹塑成型技术分析
中空吹塑成型技术分析中空吹塑成型技术是一种用于制造中空塑料产品的加工技术。
该技术主要应用于生产瓶子、容器和管道等中空塑料制品。
它是一种高效、经济、环保且易于自动化的塑料生产工艺。
下面将从工艺原理、材料选择、工艺优势和应用领域等方面进行详细阐述。
一、工艺原理中空吹塑成型技术是将热塑性塑料颗粒通过融化、加压造型,然后经过快速冷却固化形成中空坯体。
之后,通过压缩气体将该坯体吹制成预期的中空塑料制品。
整个过程可以分为以下几个阶段:1.注射:在注塑机中,热塑性塑料颗粒被加热并塑化,然后通过高压将其注入模具中,形成中空的塑料坯体。
2.冷却:当注塑机将塑料注入模具后,模具内部会自然冷却,使得塑料坯体逐渐凝固。
3.吹塑:经过冷却固化的塑料坯体,随后在吹塑机中通过压缩气体将其吹成中空制品。
二、材料选择目前,中空吹塑成型技术主要适用于以下几类塑料:1.PVC2.PE3.PP4.PSU5.ABS在选择材料时,需要考虑产品的用途、物理性质和环保要求等因素。
一般而言,PVC和PE是较为常见的材料,适用于生产化妆品瓶、洗发水瓶、饮料瓶等产品。
而PP和PSU主要用于医疗器械、食品包装和化学品容器等领域。
三、工艺优势中空吹塑成型技术具有以下几个显著的优势:1.高效:中空吹塑成型技术是一种高效的生产工艺,能够在短时间内完成大量生产任务。
2.经济:相比于传统的生产工艺,中空吹塑成型技术具有较低的成本,可以降低生产成本并提高企业效益。
3.环保:整个生产过程中,塑料废料可以进行回收,减少环境污染,并且所使用的材料可以根据需要进行再利用。
4.易于自动化:中空吹塑成型技术可以通过自动化系统进行操作和调节,提高生产效率和质量稳定性。
四、应用领域1.食品包装:饮料瓶、食品容器等。
2.医疗器械:医疗瓶、输液瓶等。
3.化学品容器:化学品储存瓶、化妆品瓶等。
4.机械零件:机械配件、汽车零件等。
总之,中空吹塑成型技术是一种高效、经济、环保且易于自动化的生产工艺,具有广泛的应用前景。
中空成型吹塑机
中空成型吹塑机中空成型吹塑机是一种可以将熔融的塑料通过吹气的方式吹制成中空制品的设备。
它的应用范围非常广泛,被广泛应用于食品包装、饮料瓶、医药容器、日用品等行业。
本文将从中空成型吹塑机的原理、工作流程以及应用领域等方面进行详细介绍。
中空成型吹塑机的原理是利用塑料材料的可塑性和可膨胀性,通过吹气的方式将熔融的塑料挤出成型。
具体来说,中空成型吹塑机由进料系统、加热系统、模具系统、吹气系统、冷却系统、开模系统等组成。
首先,将塑料颗粒经过进料系统送入机器,然后通过加热系统将塑料加热至熔融状态。
接下来,熔融的塑料进入模具系统,模具通过闭合并施加压力将塑料挤出成型。
同时,吹气系统通过吹气将塑料内部空腔充气,使其成为中空制品。
最后,通过冷却系统对制品进行冷却,以固化制品的形态。
最后,开模系统将成品取出,整个过程完成。
中空成型吹塑机的工作流程非常简单高效。
首先,操作人员将塑料颗粒放入进料系统中,然后设置好加热温度和吹制时间等参数。
接下来,开启机器,加热系统开始加热塑料颗粒,将其熔化成熔融状态。
同时,操作人员根据需要选择合适的模具,并安装在机器上。
当塑料熔化后,通过模具系统将其挤出成型,并通过吹气系统将其充气成为中空制品。
最后,制品通过冷却系统进行冷却,使其固化成为最终产品。
整个工作流程流程简单,操作方便快捷。
中空成型吹塑机的应用领域非常广泛。
首先,它被广泛应用于食品包装行业。
例如,饮料瓶、果汁瓶、调料瓶等都是通过中空成型吹塑机生产的。
其次,中空成型吹塑机也被应用于医药容器制造。
例如,药品瓶、药用注射器等都是通过中空成型吹塑机制造的。
此外,中空成型吹塑机还被应用于日用品制造。
例如,洗发水瓶、洗衣液瓶等都是通过中空成型吹塑机生产的。
可以说,中空成型吹塑机的应用领域非常广泛,几乎涵盖了生活的各个方面。
总结起来,中空成型吹塑机是一种非常重要的制造设备。
它通过吹气的方式将熔融的塑料挤出成型,制造出各种中空制品。
其工作流程简单高效,非常方便快捷。
中空吹塑机的工作原理及分类
中空吹塑机的工作原理及分类中空吹塑机是一种塑料成型机械,广泛应用于制造中空塑料制品,例如瓶子、桶、罐等容器。
中空吹塑机的工作原理和结构与注塑机和挤出机有很大不同,下文将详细介绍中空吹塑机的工作原理及分类。
中空吹塑机的工作原理中空吹塑机的工作流程通常包括以下几个步骤:1.加热:将塑料颗粒加热至熔融状态。
2.吹气:将熔化的塑料放入模具,通过模具内的气流使其成型。
3.冷却:将已经成型的塑料制品冷却,使其保持外形和尺寸的稳定性。
4.脱模:将制品从模具中取出,清理并检验其质量。
其中,吹气是中空吹塑机的关键步骤。
具体而言,吹气的过程可以分为以下几个阶段:1.吹气筒阶段:通过吹气筒将高压气体注入模具中,使塑料更好的附着在模具表面上。
2.充气阶段:注入高压气体,使塑料随气体的充填而成型。
3.泄气阶段:释放气体,使模具内的制品逐渐膨胀,并形成中空结构。
4.气压维持阶段:维持一定的气压,使制品保持完整的形状。
5.冷却阶段:降低气压,使塑料制品逐渐冷却定型。
中空吹塑机的工作原理相对简单,但是其中各个环节均需精确掌握,才能保证制品的质量。
中空吹塑机的分类中空吹塑机根据吹气筒的位置和数量,可以分为以下几类:1.单膜头中空吹塑机:吹气筒只有一个,适合生产小尺寸中空制品,例如玩具等。
2.双膜头中空吹塑机:吹气筒有两个,适合生产中等尺寸的中空制品,例如化妆品瓶等。
3.多膜头中空吹塑机:吹气筒有三个或以上,可以同时生产多个小尺寸的制品,例如小样瓶等。
4.封底吹塑机:在吹气过程中,可以在塑料制品的底部封上塑料底部,例如油桶等。
另外,中空吹塑机还可以根据吹气过程中所使用的模具类型进行分类,包括挤出吹塑机、拉伸吹塑机、压力吹塑机等。
结论中空吹塑机是一种常见的塑料成型设备,其工作原理相对简单,但是在实际应用过程中需要特别注意各个环节的精确掌握,以确保制品的质量符合要求。
根据吹气筒和模具类型的不同,中空吹塑机可以分为多种不同的分类。
在实际应用中,应根据所需生产的中空制品种类及尺寸,选择适合的中空吹塑机类型和参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在中空吹塑机的系统中,有一个叫壁厚控制器的系统,它对于设备有着很重要的作用,不知道大家对它的了解有多少呢?
1、壁厚控制系统的技术要求
壁厚控制系统是对模芯缝隙的开合度进行控制的系统,即位置伺服系统。
在中空容器的生产过程中,为了保证制品的质量,要求被控量能够准确地跟踪设置值,同时还要求响应过程尽可能快速。
以简单的10点壁厚控制器为例,在连续挤出的模式下,从模头挤出一个型坯最短时间约5s,在5s的时间内要实现一条有限长度的函数曲线,需要将其分成10个段落,在时间轴上,每个段落只有大约0.5s的时间,按照跟踪理论,壁厚控制器的单位脉冲过渡时间应为段落时间的1/5~1/10,即0.05~0.1s,这就要求系统响应非常迅速。
而在响应如此迅速的同时,还要保证被控的位置量能够准确跟踪设置值,否则,壁厚控制将失去意义。
要达到上述两种要求的控制效果,对于重载荷系统来说,正是壁厚控制系统设计的难点。
另外,由于在型坯轮廓曲线上取l0个点来描绘曲线,点与点之间还须进行插值处理,尽量使轮廓曲线光滑。
2、壁厚控制系统的控制原理
壁厚控制系统采用闭环反馈设计,其组成部分包括壁厚控制器、电液伺服阀、动作执行机构和作为信号反馈装置的电子尺。
用户在壁厚控制器的面板上设定型坯壁厚轴向变化曲线,控制器根据曲线输出大小变化的电压或者电流信号
至电液伺服阀,由电吹瓶机、吹膜机、吸塑机、塑料包装机械、制袋机液伺服阀驱动执行机构控制模芯的上下移动,从而造成模芯缝隙的变化。
电子尺通过测量缝隙的大小得出相应的电压信号反馈给壁厚控制器。
这就构成了闭环的壁厚控制系统。
杭州奥仕通自动化系统有限公司成立于2011年,是一家专业提供塑料机械行业自动化系统解决方案的高科技技术企业。
公司为意大利杰佛伦(GEFRAN)和法国赛德(CELDUC)在中国大陆地区的核心代理商,主要产品有塑料机械控制器(PLC)、伺服驱动器、位移传感器、压力传感器、注射力和合模力传感器、高温熔体压力传感器、固态继电器(SSR)、温控表等。