什么是碳纤维布
碳纤维布生产工艺

碳纤维布生产工艺碳纤维布是一种具有高强度、轻质和耐热性能的纤维材料,广泛应用于航空、航天、汽车和体育器材等领域。
下面将介绍一种常见的碳纤维布生产工艺。
首先,碳纤维布的生产开始于原材料的准备。
碳纤维是由聚丙烯腈纤维经过高温石墨化处理得到的,因此需要准备适量的聚丙烯腈纤维作为原料。
接下来,将纤维在高温下进行石墨化处理,将其转化为纯碳纤维。
然后,经过石墨化处理的纯碳纤维需要进行表面处理。
这一步骤通常分为两个阶段:氧化和酸洗。
在氧化阶段,纯碳纤维与氧气反应,形成表面上的氧化层。
接下来,在酸洗阶段,纯碳纤维被浸泡在酸性溶液中,去除表面的杂质和氧化层。
接下来,进行纤维的拉伸和纺织工艺。
在这一步骤中,纯碳纤维被拉伸成细长的纤维束,然后通过纤维织机进行纺织。
纤维织机将纤维交织成具有一定纬纱和经纱的布料,并通过上下机构将其压实,形成密实的碳纤维布。
最后,进行碳纤维布的固化和表面处理。
碳纤维布需要在高温下进行固化,以保证其强度和稳定性。
在固化过程中,碳纤维布被放入高温炉中,通过热处理使纤维结构更加稳定。
固化完成后,碳纤维布进行表面处理,例如涂覆防水剂或防火剂,以增强其功能和性能。
整个碳纤维布生产过程中,需要注意的是控制温度和时间。
石墨化处理、氧化和酸洗、固化等工艺都需要在特定的温度下进行,并且需要根据具体的产品要求调节时间。
而且,每一步工艺都需要严格的质量控制和检测,以确保最终产品的质量和性能。
总之,碳纤维布的生产工艺包括原料准备、石墨化处理、表面处理、纤维织机纺织、固化和表面处理等步骤。
通过控制温度和时间,并进行质量控制和检测,可以生产出具有高强度、轻质和耐热性能的碳纤维布。
碳纤维布应用与施工方案

碳纤维布应用与施工方案碳纤维布是一种轻质高强度的材料,广泛应用于航空航天、汽车制造、建筑工程等领域。
在建筑工程中,碳纤维布可以用于加固混凝土结构、修复裂缝、增强桥梁等。
本文将介绍碳纤维布的应用及施工方案。
碳纤维布的应用碳纤维布由碳纤维纱经编织而成,具有高强度、高模量、耐腐蚀等优点。
在建筑工程中,碳纤维布主要应用于以下方面:1.混凝土结构加固:碳纤维布可粘贴在混凝土表面,增加结构的承载能力和抗震性能。
2.裂缝修复:碳纤维布可以用来修复混凝土中的裂缝,防止裂缝的扩展。
3.结构加固:在桥梁、管道等建筑结构中,可以使用碳纤维布增加结构的强度和稳定性。
碳纤维布的施工方案施工前准备在使用碳纤维布进行加固或修复工程前,需要进行以下准备工作:1.清洁表面:确保加固或修复区域表面无灰尘、油污等杂物,保持干净。
2.表面处理:对混凝土表面进行修补、打磨,保证表面平整。
3.粘接底床:使用适量的环氧树脂等材料,粘接一层底床,增加粘结强度。
施工操作1.碳纤维布裁剪:根据实际加固或修复区域的尺寸和形状,将碳纤维布裁剪成合适的形状和尺寸。
2.涂布环氧树脂:在混凝土表面涂布一层环氧树脂,确保碳纤维布与表面充分粘合。
3.粘贴碳纤维布:将裁剪好的碳纤维布贴在预涂环氧树脂的表面上,用专用工具压实,排除空气。
4.复合覆盖层:在碳纤维布上再覆盖一层环氧树脂或聚合物材料,形成保护层,增强强度和耐久性。
5.施工完工:等待环氧树脂干燥固化后,施工完成。
可根据需要进行表面修整或喷涂。
施工注意事项1.施工环境:应保持施工环境通风干燥,避免水汽或灰尘对施工质量的影响。
2.施工质量:施工人员应熟练掌握操作技巧,确保碳纤维布与混凝土表面完全粘合。
3.施工周期:碳纤维布施工后需等待环氧树脂充分固化,才能达到设计强度。
结语碳纤维布作为一种高强度、轻质的建筑材料,可以有效提高结构的承载能力和抗震性能。
在施工过程中,合理的施工方案和操作流程对工程质量至关重要。
通过本文的介绍,希望读者能更好地理解碳纤维布的应用与施工方案,为实际工程操作提供参考。
碳纸(碳布)在燃料电池中的作用

或许你知道碳纤维,但是你知道什么是碳纤维纸吗?今天小飞象跟大家一起分享关于碳纸(碳布)在燃料电池中的作用吧!
碳纸(碳布),又称为碳纤维纸
(布),是燃料电池实验的专用
材料,即气体扩散层,气体扩散
层为燃料电池的心脏-膜电极组
(MEA) 中一项不可或缺的材料,
它扮演着MEA与双极板之间的沟
通桥梁角色。
喜欢小飞象的朋友可以微信关注我哦!或者百度“中国工程纤维”!各种纤维资讯都有哦!
其主要功能包括:
1. 引导气体从石墨板的导流沟槽到触煤层;
2. 顺利把反应式产生物-水排除于触媒层之外,避免淹水问题;
3. 电流的传导器;
4. 在燃料电池反应时具散热功能;
5. 足够的强度支撑MEA当其因为吸水过多而变形时。
常用的气体扩散层材料有碳纤维纸、碳纤维编织布、非织造布及碳黑纸等。
但有的也使用金属材料,如扁平的金属海绵——网状金属镍。
其中碳纤维纸是一种最为广泛应用于电极中的气体扩散层材料。
粘贴碳纤维布
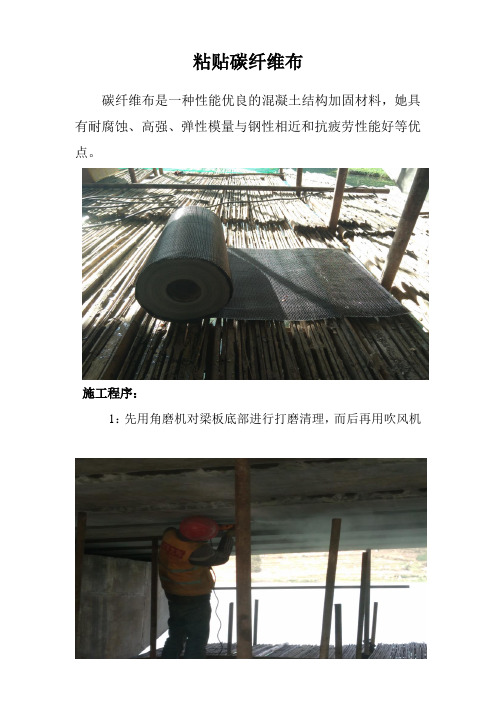
粘贴碳纤维布
碳纤维布是一种性能优良的混凝土结构加固材料,她具有耐腐蚀、高强、弹性模量与钢性相近和抗疲劳性能好等优点。
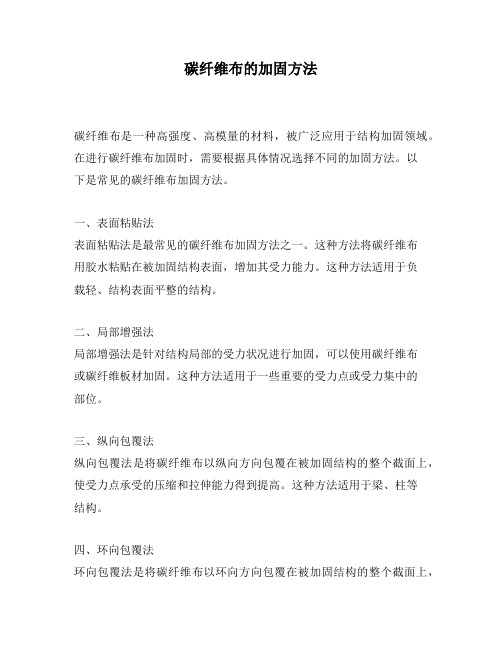
施工程序:
1:先用角磨机对梁板底部进行打磨清理,而后再用吹风机
吹干净底部的残余灰尘,确保梁板底部平整,干净。
2:在打磨干净的梁板底部均匀的涂抹树脂类胶,而后再粘贴碳纤维布
3:粘贴碳纤维布时要用宽薄的工具(一般用装修刮涂料的刮板)把碳纤维布用力刮平,确保碳纤维布和梁板紧密结合,不会出现局部起鼓和气泡等问题。
4:粘贴完成后,要在至少5个小时后,再在碳纤维布表面再均匀涂抹一层树脂类胶,这样才能保证质量。
注意事项:
1:如需要粘贴碳纤维布的梁板底部有凹凸不平或局部有破损,要用找平胶先进行修复,确保粘贴前板底的平整。
2:需要加固构件的混凝土强度不低于C15。
3:施工时气温不低于5摄氏度,天气无雨,混凝土构件干燥,环境湿度不大于70%.。
碳纤维种类

碳纤维种类碳纤维是一种具有轻质、高强度和高刚性的材料,被广泛应用于航空航天、汽车、体育用品等领域。
下面将介绍几种常见的碳纤维种类及其特点。
一、碳纤维布碳纤维布是由碳纤维纱线经过编织而成的材料,具有轻质、高强度、耐腐蚀等优点。
由于其纤维之间交织紧密,使得布料的表面非常光滑,延展性强,易于成型。
碳纤维布广泛应用于航空航天领域,用于制作飞机机身、翼面以及导弹外壳等。
二、碳纤维板碳纤维板是由碳纤维布通过树脂浸渍、压制而成的材料。
它具有重量轻、强度高、刚性好的特点,被广泛应用于汽车、运动器材等领域。
在汽车领域,碳纤维板可以用于制作车身结构件,如车顶、车门等,能够减轻车身重量,提高燃油经济性和行驶稳定性。
三、碳纤维管碳纤维管是由碳纤维纱线经过纺织、热处理而成的管状材料。
它具有高强度、低密度、耐腐蚀等优点,被广泛应用于航空航天、体育器材等领域。
在航空航天领域,碳纤维管可以用于制作飞机和导弹的结构件,如机翼、垂直尾翼等。
在体育器材领域,碳纤维管可以用于制作高尔夫球杆、钓鱼竿等,具有轻盈、耐用的特点。
四、碳纤维纱线碳纤维纱线是由碳纤维丝经过纺纱而成的线状材料。
它具有高强度、低密度、高模量等特点,被广泛应用于航空航天、建筑、电子等领域。
在航空航天领域,碳纤维纱线可以用于制作航天器的热保护层、导航设备等。
在建筑领域,碳纤维纱线可以用于加固混凝土结构,提高建筑物的抗震性能。
五、碳纤维复合材料碳纤维复合材料是由碳纤维和树脂等材料组成的复合材料。
它具有轻质、高强度、耐腐蚀、绝缘等特点,广泛应用于航空航天、汽车、船舶等领域。
在航空航天领域,碳纤维复合材料可以用于制作飞机和导弹的结构件,如机身、机翼等。
在汽车领域,碳纤维复合材料可以用于制作车身结构件,如车顶、车门等,提高汽车的安全性和燃油经济性。
碳纤维种类繁多,各具特点,在不同领域有着广泛的应用。
随着科技的进步和碳纤维制造技术的不断改进,相信碳纤维将在更多领域发挥重要作用,为人类带来更多的便利和发展。
碳纤维布参数

碳纤维布参数简介碳纤维布是一种由碳纤维纱线编织而成的材料,具有轻盈、高强度、耐腐蚀等优良特性,被广泛应用于航空航天、汽车工业、体育器材等领域。
在使用碳纤维布进行设计和制造时,了解其参数非常重要,本文将介绍碳纤维布的常见参数。
参数一:纤维数目碳纤维布的纤维数目指的是单位长度内纤维的数量。
通常用“tex”(纤维的质量,在克,每1000米纤维的质量)或“ktex”(纤维的质量,在千克,每1000米纤维的质量)来表示。
纤维数目越高,通常表示布料质量越大,强度也更高。
参数二:纤维密度纤维密度是指碳纤维布中纤维的密集程度。
通常使用“gsm”(克每平方米)或“oz/yd²”(盎司每平方码)来表示。
较高的纤维密度通常表示布料更加紧密,强度更高,但也意味着相对较重。
参数三:纤维直径纤维直径是指碳纤维的直径大小。
通常以“μm”(微米)为单位。
纤维的直径越细,则其柔韧性越好,但相应的强度可能会减少。
选择合适的纤维直径可以根据特定应用的要求进行权衡。
参数四:编织方式碳纤维布的编织方式影响其力学性能。
常见的编织方式包括平纹、斜纹、缎纹等。
平纹编织方式简单,能够提供较好的强度和柔韧性;斜纹编织方式在提高强度的同时,也增加了柔韧性;缎纹编织方式则具有较高的拉伸强度和耐磨性。
参数五:纤维排列方式纤维排列方式描述了碳纤维布中纤维的排布方向。
常见的排列方式有单向(UD,Unidirectional)、双向(BD,Bidirectional)和多向(MD,Multidirectional)等。
单向排列方式适用于需要在特定方向上承受载荷的设计;双向排列方式适用于需要在两个方向上承受载荷的设计;多向排列方式适用于需要在多个方向上承受载荷的设计。
参数六:树脂含量碳纤维布中的树脂含量指的是纤维与树脂的比例。
树脂可以提供保护纤维的作用,并增加布料的强度和硬度。
树脂含量较高的碳纤维布通常具有较好的抗损伤能力和耐腐蚀性。
参数七:热稳定性碳纤维布的热稳定性是指在高温条件下的性能稳定性。
碳纤维布的加固方法
碳纤维布的加固方法
碳纤维布是一种高强度、高模量的材料,被广泛应用于结构加固领域。
在进行碳纤维布加固时,需要根据具体情况选择不同的加固方法。
以
下是常见的碳纤维布加固方法。
一、表面粘贴法
表面粘贴法是最常见的碳纤维布加固方法之一。
这种方法将碳纤维布
用胶水粘贴在被加固结构表面,增加其受力能力。
这种方法适用于负
载轻、结构表面平整的结构。
二、局部增强法
局部增强法是针对结构局部的受力状况进行加固,可以使用碳纤维布
或碳纤维板材加固。
这种方法适用于一些重要的受力点或受力集中的
部位。
三、纵向包覆法
纵向包覆法是将碳纤维布以纵向方向包覆在被加固结构的整个截面上,使受力点承受的压缩和拉伸能力得到提高。
这种方法适用于梁、柱等
结构。
四、环向包覆法
环向包覆法是将碳纤维布以环向方向包覆在被加固结构的整个截面上,
增大其耐压和抗弯能力。
这种方法适用于圆形和方形结构。
五、缠绕法
缠绕法是将碳纤维布缠绕在被加固结构上,增加其整体强度和刚度。
这种方法适用于管道、储罐等圆柱形结构。
以上是常见的碳纤维布加固方法,具体方法应根据被加固结构的受力状况、形状等因素进行选择和设计。
在实际应用中,还需要注意材料的质量、施工工艺等因素,以确保加固效果和安全性。
碳纤维布的特点
碳纤维布的特点
随着科技的不断发展,碳纤维布的应用越来越广泛。
在汽车、航空航天、体育
器材等领域都有着不可替代的作用。
那么,碳纤维布到底有哪些特点呢?本文将对此进行介绍。
什么是碳纤维布?
碳纤维布是一种以碳纤维为主要成分的织物,由于碳纤维的高性能,碳纤维布
也具备轻质、高强度、高刚度、耐高温、耐磨损等特点。
特点一:轻质
相对于传统的金属材料,碳纤维布的密度更小,因此其重量也相对较轻。
由于
轻质,碳纤维布的应用领域非常广泛,例如在赛车、飞机、航天器、运动器材等领域都有着广泛应用。
特点二:高强度
碳纤维布的强度非常高,可以承受高强度冲击和拉伸力。
在航天飞行器、航空
器等领域中,碳纤维布可以起到增强飞行器结构、减轻重量、提高载荷等作用。
特点三:刚度好
碳纤维布的刚度比起一般材料的要好很多,这种材料在高速光阴下的抗扭转性、减少振动噪声等方面都有着独特的优势。
特点四:耐高温
碳纤维布的耐高温性能与其它材料相比具备优势,这让碳纤维布在高温工况下
的应用得到了极大的拓展,在航空航天领域、发动机制造等领域具有重要地位。
特点五:耐磨损
因为碳纤维布具备高密度和超强度,使碳纤维布可承受高速摩擦磨损,能够经
受住各种场合下的长期使用。
综上所述,碳纤维布因其轻质、高强度、高刚度、耐高温、耐磨损等优良特性
而在各个领域都有广泛的使用。
值得注意的是,不同的使用场景需要选择不同性能的碳纤维布,以满足各种需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
什么是碳纤维布
碳纤维布(Carbon)又称碳素纤维布,碳纤布,碳布,碳纤维织物,碳纤维带,碳纤维片材(预浸布)等。
一、按碳纤维原丝不同主要可以分为:1,PAN基碳纤维布(市场上90%以上为该种碳纤维布);2,黏胶基碳纤维布;3,沥青基碳纤维布。
二、按碳纤维规格不同主要可以分为:1,1K碳纤维布;2,3K碳纤维布,3,6K 碳纤维布;4,12K碳纤维布;5,24K及以上大丝束碳纤维布
三、按碳纤维炭化不同主要可以分为:1,石墨化碳纤维布,可以耐2000--3000度高温;2,碳纤维布,可以耐1000度左右高温,3,预氧化碳纤维布,可以耐200--300度高温。
四、按织造方式的不同主要可以分为:
1、机织碳纤维布,主要有:平纹布,斜纹布,缎纹布,单向布等。
2、针织碳纤维布,主要有:经编布,纬编布,圆机布(套管),横机布(罗纹布)等。
3、编织碳纤维布,主要有:套管,盘根,编织带,二维布,三维布,立体编织布等。
4、碳纤维预浸布,主要有:干法预浸布;湿法预浸布;单向预浸布;预浸带;无托
布;有托布等。
5、碳纤维无纺布,非织造布,即碳纤维毡,碳毡,包括短切毡,连续毡,表面毡,针
刺毡,缝合毡等。
利用精炼油中的单体,在高温下把高强度聚丙烯腈纤维予以碳化后所生成的高纯度碳结晶纤维就是碳纤维,由于组成碳纤维的碳原子结晶体特性,它具有非常高的强度。
但是,碳纤维通常不被单纯使用,它与环氧树脂等材料形成碳纤维复合材。
碳纤维布使用方法:
1、航空航天国防领域的碳纤维布一般是特制的军用牌号的1K,3K碳纤维布,平纹布为主,其特点是编制精细,强度高,一般和特制树脂配合使用;
2、体育娱乐器材领域如钓具,鱼杆,高尔夫球杆,一般是把碳纤维布做成各种各样的预浸布,非织造布为主,然后使用;
3、工业领域的碳纤维布用于如箱包、制鞋、汽车配件、摩托车配件,也是把碳纤维布做成各种预浸布,以编织布配合环氧树脂为主。
其中土木建筑加固用的单向碳纤维布和配套环氧树脂使用。
其用途之一:土木建筑,桥梁、隧道、混凝土结构抗震、加固、补强材料:碳纤维布用于结构构件的抗拉、抗剪和抗震加固,该材料与配套胶粘剂共同使用,可构成完整的性能卓越的碳纤维布材增强体系。
该体系适用于梁、柱、板、隧道、圆形、弧等。
2008.5.12地震之后,碳纤维布在土木建筑,桥梁、隧道、混凝土结构抗震、修复、加固、补强方面的应用得到大力,发展迅速,国产碳纤维布已经完全可以替代进口高价的碳纤维布。