轧钢技术的现状和新发展
中国轧钢技术的发展现状和展望

中国轧钢技术的发展现状和展望轧钢技术是指通过各种轧制工艺将钢锭、钢坯或钢材加工成所需形状和性能的产品。
作为钢铁工业的重要组成部分,轧钢技术的发展对于提高钢铁产品质量和降低能耗具有重要意义。
本文将介绍中国轧钢技术的发展现状、取得的成果、未来发展方向以及面临的瓶颈问题。
轧钢技术有着悠久的历史,经历了从初期的手动轧制到现代自动化轧制的发展过程。
中国轧钢行业在近几十年来取得了长足的进步,成为世界上最大的钢铁生产和消费国。
不过,与发达国家相比,中国轧钢技术还存在一定的差距,主要表现在工艺技术水平、装备水平和产品性能等方面。
高效轧制技术:中国已成功研发出了一系列高效轧制技术,如控轧控冷技术、连铸坯热装热送技术等,有效提高了轧钢生产效率和产品质量。
特种钢材开发:中国在特种钢材开发方面取得了重要突破,如高速铁路用钢、汽车用高强度钢等,达到了国际先进水平。
自动化智能化技术:随着自动化和智能化技术的发展,中国轧钢行业积极引进和研发相关技术,实现了生产线自动化、智能化控制,提高了产品质量和生产效率。
工艺技术水平较低:与发达国家相比,中国部分轧钢工艺技术水平还比较落后,如精密轧制、高效矫直等技术有待进一步提高。
装备水平不高:中国轧钢装备整体水平还有待提高,部分设备仍存在精度低、稳定性差等问题。
产品性能差距较大:部分轧制产品的性能与国际先进水平存在一定差距,如高强度钢材、高温合金等。
高效化:全球轧钢技术正在向高效化方向发展,通过提高生产效率、降低能耗来降低生产成本。
自动化智能化:随着人工智能、物联网等技术的发展,轧钢生产的自动化和智能化水平将得到进一步提升。
绿色环保:环保成为全球钢铁行业的共同课题,通过采用环保技术和设备来降低轧钢生产过程中的环境污染。
提升工艺技术水平:加大对高效轧制、精密轧制等技术的研发和应用力度,提高轧钢生产效率和产品质量。
优化产业结构:通过淘汰落后产能、推动企业兼并重组等方式,优化轧钢产业结构,提高产业集中度和竞争力。
浅谈轧钢生产中的新技术应用

浅谈轧钢生产中的新技术应用随着科技的不断进步和发展,各行各业都在不断探索和应用新技术,以提高生产效率和产品质量。
而在钢铁行业中,轧钢生产也在不断引入新技术,以适应市场需求和提高竞争力。
本文将从几个方面浅谈轧钢生产中的新技术应用,希望能够对读者们有所启发和帮助。
一、数字化技术在轧钢生产中的应用随着信息化的发展,数字化技术在钢铁行业的应用越来越广泛。
在轧钢生产中,数字化技术的应用主要体现在生产过程的监控和控制上。
通过数据采集系统和信息化平台,可以实时监测生产设备的运行状态、温度、压力等参数,并进行远程控制和调整,确保生产过程稳定、安全、高效。
数字化技术还可以实现生产计划和生产过程的自动化管理,提高生产效率和产品质量。
二、智能制造技术在轧钢生产中的应用智能制造技术是当前制造业发展的重要方向,也在轧钢生产中得到了广泛应用。
通过引入智能化设备和系统,可以实现生产过程的智能化监控、调度和优化。
利用智能化机器人进行设备维护和作业,可以减少人工干预,提高安全性和稳定性;利用人工智能算法进行生产数据分析和预测,可以优化生产计划和工艺参数,提高生产效率和产品质量。
智能制造技术的应用不仅可以提升轧钢生产的智能化水平,还可以降低生产成本,提高企业的竞争力。
三、虚拟现实技术在轧钢生产中的应用虚拟现实技术是一种通过计算机图形、传感器和人机交互技术,模拟真实环境的技术手段。
在轧钢生产中,虚拟现实技术可以应用于生产过程的仿真和培训。
通过虚拟现实技术,可以模拟轧钢生产线的实际工作情况,让操作人员在虚拟环境中进行培训和实操,提高其操作技能和安全意识。
虚拟现实技术还可以用于生产过程的优化和改进,通过虚拟仿真进行工艺优化和方案选择,降低投资风险,提高生产效率。
在总结中,轧钢生产中的新技术应用对于提高生产效率和产品质量具有重要意义。
通过数字化技术、智能制造技术、虚拟现实技术和网络化技术的应用,可以实现生产过程的智能化、精细化和网络化,提高企业的竞争力,创造更大的经济价值。
毕业论文-文献综述范文
文献综述课题在开展过程中共参阅了50余篇参考文献,主要集中在以下几个方面:一、国内外轧钢机现状的研究赵宇峰的《浅议轧钢机和轧钢技术的发展》一文就轧钢工业发展的历史进行概述,然后针对我国轧钢机以及轧钢技术现状和发展趋势进行了概述,并对未来轧钢技术发展的重点和方向进行了分析和预测。
翁庆宇的《我国轧钢生产技术近年来的进步与发展(二)》中总结了近几年我国轧钢生产技术的进步,其主要体现在钢材品种结构调整基本满足了国民经济发展的需要,轧钢装备现代化和国产化工作的重大突破为提高产能、提升品种及质量创造了良好条件,轧钢生产技术经济指标进一步提高,轧钢技术自主创新取得一批重要成果,核心技术的自主创新出现了可喜进展.尹建良的《轧钢生产技术发展的探索》一文中指出:随着工业的迅猛发展,钢材的需求量也伴随急剧增加,从而使得轧钢生产技术也伴随着发展.文章介绍了我国钢铁工业生产情况,轧钢机械及分类,轧钢生产技术发展的特征,轧钢生产技术研究与开发的发展方向。
二、轧钢机及其零部件的三维建模、运动仿真分析研究1、硕士学位论文段雪厚的《冷轧薄板带钢平整关键参数计算模型的研究》一文中提到:在冷轧薄板带钢的平整轧制中,明确平整轧制力及力矩、负载辊缝等平整关键参数的数学模型有助于平整轧制过程的分析与研究,对提高冷轧薄板带钢的质量具有重要作用。
文章以冷轧薄板带钢平整机为研究对象,建立了适用于冷轧薄板带钢的平整轧制力及力矩、负载辊缝的数学模型,其对于新建或改建机组平整机成套设备的技术研究具有重要的指导意义。
李勇华的《冷轧薄带板形控制技术研究》先是分析了带钢宽度、轧制力、轧辊辊径、工作辊窜辊量和弯辊力对辊系弹性变形和辊缝变形凸度的影响,掌握了主要板形影响因素对辊缝二次变形凸度和辊缝四次变形凸度的影响规律.其次建立了物理意义清晰的板形控制数学模型。
把承载辊缝凸度分为空载辊缝凸度和变形辊缝凸度两部分,简化了板形控制模型结构;建立了描述轧制力、弯辊力、带钢宽度、轧辊直径和辊系弹性变形之间关系的承载辊缝凸度模型,并回归出了板形预报模型的系数;并分析推导了冷轧薄带板形良好的条件。
轧钢简介介绍

发展趋势
01
随着经济的发展和技术的进步,轧钢行业将继续保持稳定的发
展态势,向高效、节能、环保的方向发展。
新产品开发
02
随着新技术的不断涌现,轧钢将不断开发出新的产品,以满足
市场的需求。
产业升级
03
随着钢铁产业的升级,轧钢企业将不断进行技术改造和设备更
新,提高生产效率和产品质量。
06
CATALOGUE
轧钢行业的挑战与对策
环保要求与能源消耗问题
• 随着环保要求的提高,轧钢行业面临着能源消耗和环境污染 的双重压力。为了应对这一挑战,轧钢企业需要采取一系列 措施,如采用节能设备、优化生产工艺、开展废弃物再利用 等,以实现绿色生产。
技术创新与提升产品质量
• 为了提高产品质量和竞争力,轧钢企业需要不断进 行技术创新和设备更新。采用先进的轧制技术和自 动化设备可以提高生产效率和产品质量,同时也可 以降低生产成本。此外,企业还可以通过与科研机 构合作,引进国外先进技术等方式来提升自身的技 术水平。
轧钢技术的起源
古代轧钢技术
在古代,轧钢技术主要用于制作 工具和武器,如剑、斧头等,其 发展与冶金技术的进步密不可分
。
近代轧钢技术
随着工业革命的兴起,轧钢技术 得到了快速发展,广泛应用于建 筑、交通运输、机械制造等领域
。
现代轧钢技术
现代轧钢技术更加注重高精度、 高质量、高效率的生产方式,同 时不断探索新的工艺和技术,以
按产品分类
轧钢按产品可分为板材、型材、管材、线材等。其中,板 材和型材的产量占轧钢总产量的80%以上。
按尺寸分类
轧钢按尺寸可分为小型材、中型材和大型材。其中,小型 材是指厚度小于6mm的钢材,中型材是指厚度在640mm之间的钢材,大型材是指厚度大于40mm的钢材。
中国轧钢技术的发展现状和展望

中国轧钢技术的发展现状和展望一、发展现状1.技术水平提升2.设备自主研发中国轧钢技术的另一个重要进展是设备的自主研发。
过去,中国的钢铁行业依赖于进口设备,但现在情况已经改变。
近年来,中国钢铁企业大力推动设备的自主创新和研发,不断提高设备制造水平,并逐步减少对进口设备的依赖。
3.品种多样化4.绿色环保在技术发展的同时,中国轧钢技术也在积极推动绿色环保。
钢铁行业是一个高能耗、高排放的行业,但随着环保意识的增强,轧钢企业开始重视减少能源消耗和环境污染。
通过技术创新和改进,轧钢工艺不断优化,减少二氧化碳和废气的排放。
二、展望1.技术创新未来,中国轧钢技术将继续加大技术创新力度,提高技术水平和竞争力。
优化工艺流程、提升设备制造水平、加强智能化改造,将成为技术创新的重点。
同时,应加强与科研机构和高校的合作,加强基础研究,掌握核心技术,推动钢铁行业的创新发展。
2.提高产品品质随着轧钢技术的不断进步,未来的发展将更加注重产品品质的提高。
通过提升工艺与材料的结合性能,探索新型合金材料和加工工艺,以提高产品质量和性能。
同时,加强质量控制和监管,推动中国钢材产业向高质量发展。
3.绿色可持续发展未来,中国轧钢技术将继续积极推动绿色可持续发展。
技术创新将聚焦于节能减排和废弃物利用,通过提高能源利用效率、减少废弃物的生成和加强废弃物处理,实现钢铁行业的绿色转型。
4.国际合作总之,中国轧钢技术在过去几十年取得了长足的进步,但仍然面临着很多挑战。
未来,中国轧钢技术将继续发展,通过技术创新、产品品质提高、绿色可持续发展和国际合作,推动钢铁行业向更高水平发展,为中国经济的可持续发展做出更大贡献。
论轧钢技术的发展(完整)

论轧钢技术的发展王毅(北营轧钢厂棒线带生产区新棒材作业区)摘要:针对于轧钢技术近年来的发展进行了分析。
对当前轧钢技术的发展提出以下四个特征:①轧钢技术发展的主要导向与推动力;②高新技术的应用证明了轧钢技术的发展特征;③短流程与上下游工序的集成是轧钢技术发展的方向;④高速度、快节奏的技术开发与成果转化。
根据上述特点和我国现实情况,对今后轧钢技术的研究与开发提出了几点建议。
关键词:轧钢技术发展趋势技术特征ON THE DEVELOPMENT OF ROLLING TECHNIQUEWANG YI(Beiying A Steel Rolling Mill Bangxiandai Producing Tract Xinbangcai Workshop)ARSTRACT The progress of rolling technique in the last decade is discussed. it is shown that in the development of rolling technique there are following characteristics ;①the technical progress of steel user became the main guidance and driving force. ②the application of Hi-Tech is an obvious characteristic. ③the integrated production is the main goal in the future and. ④R/D and engineering proceeds at high speed. Some suggestions for the R/D of rolling technique are made according to above mentioned points of view and the current situation in China.KEY WORDS rolling technique. Development tendency. Technical features1 前言面对国民经济发展的需要和随着加入世界贸易组织出现激烈竞争的形势,我们必须加快从钢铁大国向钢铁强国的转变,从根本上扭转落后的局面。
轧钢论文

III轧钢设备与技术摘要轧钢作为钢铁企业的主要生产工艺,在现代冶金工业中的位置越来越重要,轧钢设备及技术近年来得到了快速发展。
我国轧钢产业的设备及技术在引进和现有基础上不断改进、不断创新,得到了飞跃式发展。
本文介绍了轧钢设备及技术的发展历程及现状,对我国冷轧设备及技术等进行了详细介绍。
关键词:轧机,轧钢设备,冷轧目录摘要 (Ⅰ)前言 (1)1 轧机……………………………………………………………………………………1.1 轧机的发展历史………………………………………………………………1.2 轧机分类…………………………………………………………………………1.3 轧机的组成…………………………………………………………………………2 轧制技术发展现状和主要进展…………………………………………………………2.1 轧钢技术的发展……………………………………………………………………2.1.1 国际轧钢技术的发展………………………………………………………2.1.2 中国轧钢的发展概况………………………………………………………2.2 热轧带钢轧制技术的发展现状和主要进展…………………………………2.2.1 热轧带钢轧制技术的发展概况…………………………………………2.2.2 创新性进展…………………………………………………………………3 板带轧制设备……………………………………………………………………………3.1 板带轧制设备现状…………………………………………………………………3.2 我国板带轧制设备现状……………………………………………………………4 冷轧带钢技术……………………………………………………………………………4.1 冷轧带钢技术的发展及特点………………………………………………………4.1.1 我国冷轧带钢技术的发展历史……………………………………………4.1.2 冷轧带钢技术的特点………………………………………………………4.2 冷轧的主要产品种类……………………………………………………………4.3 冷轧带钢的生产工艺……………………………………………………………4.3.1 冷轧带钢的轧制工艺特点…………………………………………………4.3.2 冷轧带钢的生产工艺………………………………………………………4.4 冷轧带钢的生产工艺……………………………………………………………4.4.1 现代冷轧的类型特点………………………………………………………4.4.2 现代冷轧机的质量控制……………………………………………………4.5 冷轧带钢新技术简介……………………………………………………………4.6 冷轧带钢建设中的注意事项……………………………………………………5 轧钢设备及技术的发展趋势……………………………………………………………5.1 轧钢设备的发展趋势………………………………………………………………5.2 国际不锈钢板带生产技术装备发展动向…………………………………………V5.3 板带轧制设备国产化展望…………………………………………………………参考文献………………………………………………………………………………………致谢……………………………………………………………………………………………前言轧机是直接轧延金属的主机,它利用旋转的轧辊辗压坯料,使金属按规定的要求产生塑性变形。
浅谈轧钢生产技术发展和新技术的研究

浅谈轧钢生产技术发展和新技术的研究摘要:随着社会经济的发展,特别是改革开放以来,我国社会取得了长足的发展,钢铁工业也得到了进一步的发展。
不仅是钢铁生产技术,而且轧钢生产技术发展已经达到先进先进。
制造工艺也得到了改进,在发展进步的同时,轧钢技术的生产和材料性能的提高也得到了进一步的发展,这方面的研究正逐渐引起学者和专家的关注。
随着轧钢生产技术逐步进步,在轧钢生产中采用新工艺、新技术,对轧钢产量的提高和减少能源的消耗有重要的作用。
因此,本文主要轧钢对新工艺的应用进行分析和研究。
我们希望本文中的解释对轧钢行业的发展有所帮助。
对促进我国轧钢生产发展和进步的几点建议和借鉴。
关键词:轧钢生产;新工艺;新技术;应用;问题近年来,在轧钢制造过程中出现了很多新型技术和工艺,这些新工艺主要包含降低能源损耗、促进产品质量提升、研发新产品等一系列方面。
在降低能源损耗方面,研发的技术有有连铸坯供热热装技术、薄板连铸连轧技术、先进节能加热炉等。
这些技术有效节约原材料和中间产品的损耗。
在促进产品质量方面,研发的技术有TMCP技术、高精度轧制技术、先进的板形、厚度控制技术、计算机生产控制技术等。
在设备方面,以连续自动化设备为主,实现了轧制和拣选装置、连铸和带钢涂层技术等的无限组合。
通过应用这些技术,可以大大提高产品的竞争力。
1 相关设备的开发随着社会的发展,钢材的轧制生产受到社会的重视,在轧钢生产过程中,对于其影响的根本就是设备,设备的质量和运行直接关系到轧钢产品的本质。
随着对钢材的不断研究,我国在轧钢生产过程中所用的设备技术不断提高,相关的生产设备也得到了进一步的改进。
特别是相关设备取得了巨大的发展,主要表现在以下几点。
1.1 最新热轧宽带钢轧制生产线的应用随着我国科学技术的发展和进步,现代热轧宽带钢轧制生产线正在我国轧制生产过程中逐步采用。
随着这种生产线的问世,我国钢铁公司取得了不断的发展和进步。
薄板坯连铸连轧技术不断得到发展和改进,在轧钢制造过程中发挥着重要作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为改进钢板在长度 、宽度方向上性能的均匀性 , 采取的措施有 :在线设置新的精度更高的仪表 ,可以 在不同的方向和不同的位置更好地检测厚度 、宽度 、 平直度等 ,使计算机得到的信号更加丰富精确 ;开发 新的工具模型 、不同钢种模型 ,以正确完成钢板长度 方向性能变化的更精确计算 ,在钢板长度方向的不 同点进行预设定计算 ,在钢板长度方向的不同功能 点上 (如轧机设定 、产品性能) 形成调节环 。
2 宽厚板技术进步
大多数用于能源输送的管线钢 ,特别是在严寒 地区的管线对强度 、塑性韧性 、低温冲击韧性 、强屈 比 、焊接性能等都要求极高 ,海洋管线还要求抗氢致 开裂 ,寒区的采油平台对钢的要求更高 。为达到这 些性能 ,最经济和有效的手段就是采用 TMCP 工艺 生产这些钢材 。这往往要求轧机有更强有力的辊 系 、更高的电机功率 、单道次的变形量更大 、在低温 下可以有更大的积累变形 、轧后的冷却速度更快 、温 度控制精度更高 、温度更均匀等 。为满足这些要求 , 近年国内新建立的宽厚板轧机都采用高刚度 、大直 径的支承辊和工作辊 、大的电机功率 。国外近年虽 然没有新建强力的宽厚板轧机 ,但是在老轧机改造 中也采用同样的设计原则 。
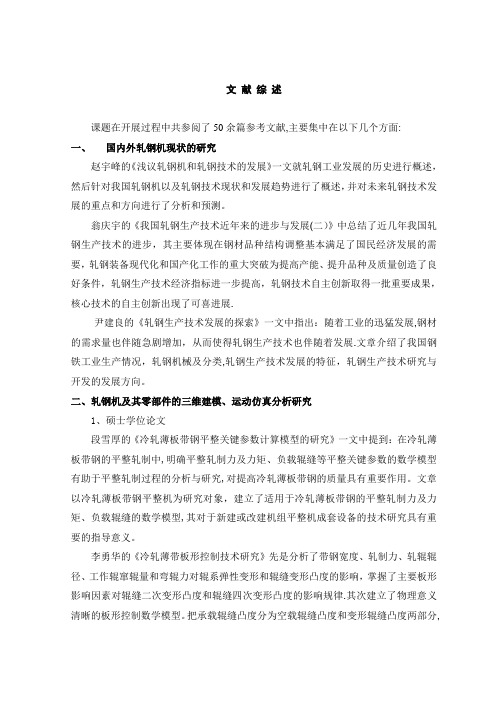
近年宽厚板用户对产品的质量和尺寸精度要求 也都越来越苛刻 ,比如表面 、厚度 、平直度 、板形 、每 块板的性能同一性 、不同板的性能同一性等 。因此 , 对于液压 A GC、控制模型 、冷却模型的要求更高 ,并 且也不断进行相关的改进 。
表 1 国外某宽厚板轧机的性能参数
Table 1 Technical parameters of a foreign ne w plate mill
项目 每个单片牌坊的质量/ t
工作辊长度/ m 工作辊弯辊力 (单边) / kN
最大轧制力/ kN 最大开口度/ mm 最大轧制速度/ ( m ·s - 1) 主电机功率/ kW
参数 550 5. 0 4 000 100 000 900 7. 3 2 ×10 000
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
(3) 新型的炉卷轧机机组 ,通常采用 1 台粗轧 机 ,1 台炉卷轧机 ,1~2 台地下卷取机 ,产量约 100 万 t ,其中有的生产线可以生产中板也可以生产热 轧板卷 ,主要用于不锈钢生产 ,投资较小 ,生产灵活 , 适合多品种 。
(4) 热轧带钢的另一生产形式是薄板坯连铸连 轧 ,按结晶器的形式不同 ,分别有多种形式 ,如 SMS 开发的 CSP 、DAN IEL Y 开发的 H2 FRL 等 ,由薄板 坯铸机 、加热炉和轧机组成 ,刚性连接 ,铸坯厚 50~ 90 mm ,产量 120~200 万 t ,轧机的布置形式有粗轧 加精轧为 2 + 5 布置 ,1 + 6 布置 ,也有 7 架精轧机组 成的生产线 。薄板坯连铸连轧的特点是生产周期 短 、产品强度高 、温度与性能均匀性好 ,但是表面质 量 、洁净度控制方面比传统厚板坯的难度大 。
热连 轧 的 冷 却 控 制 开 始 采 用 超 快 速 冷 却 ( U FC) ,这种冷却技术比传统的层流冷却的冷速快 5~10 倍 ,U FC 可以放在精轧末架出口 ,也可以放 在地下卷取机前 ,采用 U FC 可以极大的改善带钢 的性能 ,扩大钢材性能的可控范围 ,并且节约宝贵的 合金元素用量 。国外通过已有的 U FC 对低合金钢
第 11 期
唐 荻等 :轧钢技术的现状和新发展
·3 ·
在 性 能 的 提 高 和 控 制 方 面 , 改 善 和 新 开 发 TMCP工艺制度 ,使生产中钢板温度 、厚度 、变形 、冷 却在轧制的不同阶段达到最优的结合 。
在冷却线上开发了一些新的工艺和装备 ,可以 使钢板在轧制后能马上以极快的冷却速度冷却下来 (超强 ACC、直接淬火) ,比如日本开发了在线的热 处理技术 ( HO P) ,它是由超级 OL AC、感应加热等 直接淬火设备以及在线回火设备组成 ,用该装备可 以生产强度为 570~780 M Pa 的高强度钢板 。
Abstract : An analysis of technical p rogress in steel rolling in 15 years is given. The new technologies and equip ment of hot st rip rolling ,plate , cold st rip rolling and stainless steel rolling are p resented. Key words : steel rolling ;new technology
(2) 紧凑型的热连轧机 ,通常机组的组成为 1 架粗轧机 ,1 台中间热卷箱 ,5~6 架精轧机 ,1~2 台 地下卷取机 ,生产线长度约 300 m ,年产量 200~300 万 t 。采用的铸坯厚度 200 mm 左右 ,投资比较少 , 生产比较灵活 ,由于使用热卷箱温度条件较好 ,可以 不用升速轧制 (轧制速度 14 m/ s 左右) 。
表 1 示出了国外某宽厚板轧机现代化改造后的 一些参数 ,由此可以看到现代宽厚板轧机为生产高 性能钢板所需的参数 。 在性能要求提高的同时 ,对钢板的厚度要求也 在提高 ,近年一些桥梁和建筑用的 S460 钢板的厚度 要求已经提高到 120 mm ,如法国南部的 Viaduc de Millau 大桥 ,荷兰鹿特丹的 Erasmus 大桥 ,柏林的 So ny 中心等建设项目都使用了更厚的钢板 。
Recent Status and Development of Steel Rolling Technology
TAN G Di , M I Zhen2li , C H EN Yu2lai
( Engineering Research Center for Advanced Rolling Technology , U niversity of Science and Technology , Beijing 100083 , China)
(5) 国外发展的无头 (半无头) 轧制技术 ,日本 是在传统的粗轧机后设立热卷箱 ,飞焊机 ,把中间坯 前一坯的尾部和下一坯的头部焊接在一起 ,进入精 轧机组时形成无头的带钢进行轧制 ,在卷取机前再 由飞剪剪断 ,该生产线可以 20 m/ s 的速度轧制生产 0. 8~1. 3 mm 厚的带钢 。德国发展的是半无头轧 制技术 ,他们利用薄板坯连铸连轧的生产线 ,铸造较 长的铸坯 ,如 200 m ,进人精轧 ,并且轧后进行剪切 , 在精轧机组中形成有限的无头连轧 。这种生产线的 特点是适合于稳定生产薄规格的带钢 ,减少了薄规 格带钢生产中的轧废和工具损失 。欧洲还在开发基
作者简介 : 唐 荻 (19552) , 男 , 博士 , 教授 ; E2mail : tangdi @nercar. ust b. edu. cn ; 修订日期 : 2007208225
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
值得提出的新型轧机技术是日本 2000 年发明 的在热连轧机组的最后 3 个机架上采用单辊驱动和 不同辊径工作辊轧制技术 ( SRDD) ,该技术是轧制 中驱动大直径的下工作辊 (直径 620 mm) ,而较小 直径的上工作辊从动 ,其优点是轧制中有剪应力产 生 ,降低轧制力 、减少边降和增大压下量 。在国内称 为异步轧制技术 ,国内的实验室实验也表明 ,该生产 方法对降低轧制力有明显的效果 。在目前的情况下 用低温大变形生产超细晶粒钢和超高强度钢 ,这种 设备是很有效的 ,但是关于质量 、稳定性等方面尚无 进一步的报道 。
现在热连轧机很多的技术发展依然集中在板 形 、厚度精度 、温度与性能的精准控制 、表面的质量 控制等方面 ,比如广泛使用的强力弯辊 ( WRB) 系 统 、工作辊窜辊 ( HCW 、CVC) 和对辊交叉 ( PC) 技 术 ,工作辊的精细冷却 、高精度的数学模型的不断改 进等 ,都使热轧产品的质量不断提高 。
1 热连轧的技术发展
1. 1 带钢进步 ,在热
轧带钢轧机布置形式的发展方面 ,总结起来 ,主要有 6 种形式 。
(1) 典型的传统热带钢连轧机组 ,这种机组通 常是 2 架粗轧机 ,7 架精轧机 ,2 台地下卷取机 ,年总 产量 350~550 万 t ,生产线的总长度 400~500 m , 有一些新建的机组装备了定宽压力机 ( SP) 。这类 轧机采用的铸坯厚度通常为 200~250 mm ,特点是 产量高 ,自动化程度高 ,轧制速度高 (20 m/ s 以上) , 产品性能好 。
第 42 卷 第 11 期 2 0 0 7 年 11 月
钢
铁
Iron and Steel
Vol. 42 , No . 11 November 2007
轧钢技术的现状和新发展
唐 荻 , 米振莉 , 陈雨来
(北京科技大学高效轧制国家工程研究中心 , 北京 100083)
摘 要 : 介绍了最近十几年轧钢行业的技术进步 、最新发展和目前的状况 ,分析了热轧带钢 、宽厚板 、冷轧 、不锈钢 生产的新技术新装备以及品种开发的方向和趋势 。 关键词 : 轧钢 ; 新技术 中图分类号 : T G335 文献标识码 : A 文章编号 : 04492749X(2007) 1120001204
进行了很多有益的实验 ,并且获得了成功 ,如细化了 晶粒 、获得了更高的析出硬度等 。