杯头及沉头孔参数
塑料件中PB、PT(及B头)螺丝之螺柱及沉头孔尺寸设计数据

塑料件中PB、PT(及B头)螺丝之螺柱及沉头孔尺备注:1, 当采用工程塑料(或加玻璃纤维),如PC,POM,PA加纤,PSF,PPO等硬度大, 强度高的材料时,螺丝孔D1取较大尺寸,以免收螺丝太困难.2,当采用普通硬质塑料,如ABS,HIPS,475,ABS121 ,PMMA,PVC900较高的材料时,螺丝孔D1取较小尺寸,以防螺丝滑牙.3,当采用有一定硬度的软胶塑料材料,如PP,PE,PVC800,AS,等应采用软胶类D1孔尺寸,应根据硬度的高低来确定,如高密度PE,高度数PVC等用软胶类D1孔尺寸较大值,反之低密度PE,低度数PVC时用较小值.4, 有些太软的材料不适用螺丝结存,如PVC300,PET450,SBS400.而采用胶水或其它特殊方式来联接5,当使用B头螺丝时,D6采用括号内尺寸,但B头螺丝在塑料玩具中应用较其他螺丝:圆头带介平尾自攻PWB大扁头自攻螺丝TA 半沉头自攻螺丝OA 沉头割尾自攻螺丝KT 沉头平尾自攻螺丝KB烤漆螺丝圆头带介割尾自攻PWT沉头机牙螺丝KM 半沉头机牙螺丝OM圆头带介机牙螺丝PWM大头平尾自攻螺丝BB 圆头带介自攻螺丝PWA圆头平尾自攻螺丝PB 圆头割尾自攻螺丝PT手机螺丝/钟表螺丝/微型螺丝/精密螺丝/小螺丝手拧螺丝万能角铁螺丝/马车螺丝木螺丝/快牙/木牙纤维板钉沉头自攻螺丝KA杯头内六角自攻HA 马车螺丝电脑螺丝大头自攻螺丝BA 大头机牙螺丝BM大扁头机牙螺丝TM 圆头机牙螺丝PM 十字槽大扁头自攻螺丝/BA干壁钉/墙板钉/纤维钉薄头机牙螺丝CM薄头自攻螺丝CA 大扁头平尾自攻螺丝TB薄头平尾自攻螺丝CB木牙/快牙螺丝外六角自攻螺丝外六角机牙螺丝杯头内六角自攻HA 十字槽盘头自攻螺丝/PA十字槽盘头螺丝/PM十字槽喇叭头快牙自攻/FA十一字槽半圆头机丝牙螺丝/TM 干壁钉十字槽沉头机丝牙螺丝/FM组合螺钉/带介子螺钉杯头内六角机牙螺钉内六角半圆头机丝牙螺丝家具螺丝杯头内六角自攻螺丝四爪螺母/三角钉/四角钉钻尾自转螺丝铜螺帽/螺母牙接/牙管直通内外牙螺帽/螺母音箱螺丝/音响螺丝/电器螺丝圆头自攻牙/PA台阶螺丝钻尾自攻螺丝台阶螺丝带垫片组合螺丝双头牙拉母螺帽/螺母半空芯铆钉系列紧定螺丝内六角组合螺丝/HB/HM自锁放松螺帽/螺母吊环/T杆各种平垫螺栓盖形螺帽/螺母非标螺丝/台阶螺丝彩色开花铆钉铜螺母/预埋/镶嵌螺母蝶形螺丝接线端子/插脚/插针环保/烤漆螺丝外六角非标件羊眼柱轴类杯头螺栓双头牙自攻螺丝/把手螺丝/家具螺丝预埋螺母/塑胶镶嵌螺/滚花铜螺母螺丝头型分类图解(TYPES OF HEADS)螺丝牙型分类图解(THE TYPES POINTS OF SELF-TAPPINGSCREWS)螺丝槽型分类图解(TYPES OF DRIVE INSERTS)供应商:东莞市精隆五金制品有限公司本公司是一家专业制造紧固件为主的企业.为电脑通讯,办公设备,电子电器,汽车制造,机械设备,仪器仪表,运动器材,家具木器,工艺品,文具玩具,灯饰照明,音箱DVD,建筑工程等行业客户提供高端的紧固件产品.公司秉持质量,服务,满意为宗旨.严谨,求实,认真,创新为企业经营之理念,以质量求生存,以创新求发展,产品销往亚洲,欧美等多个国家及地区。
沉孔标注,沉头孔标注详解
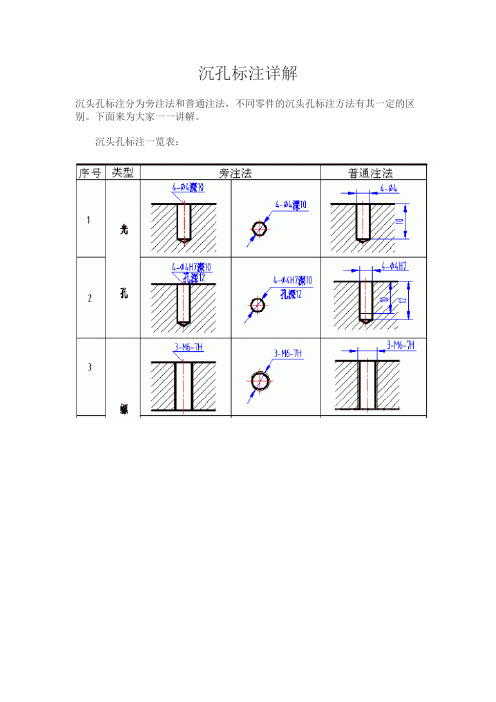
沉孔标注详解
沉头孔标注分为旁注法和普通注法,不同零件的沉头孔标注方法有其一定的区别。
下面来为大家一一讲解。
沉头孔标注一览表:
沉头孔标注规则:
1、机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
2、图样中(包括技术要求和其它说明)的尺寸,以毫M(mm)为单位时,不需标注计量单位的代号或名称,如采用其他单位,则必须注明相应的计量单位的代号或名称。
3、图样中所标注的尺寸,为该尺寸所示机件的最后完工尺寸,否则应另加说明。
4、机件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。
5、在保证不致引起误解和不产生理解多义性的前提下,力求简化标注。
内六角螺丝及平头螺丝沉头孔设计参数

11
20
13
26
17
32
21
38
25
49
32
底孔的直 径可查手 册或按下 面的经验 公式计 算:
脆性材料 (铸铁、青铜 等):钻孔直 径d0=d(螺纹 外径)-1.1p (螺距)
塑性材料 (钢、紫铜 等):钻孔直 径d0=d(螺纹 外径)-p(螺 距)
公制平头螺丝(F.H.S.S)沉头孔设计:
螺丝头部尺寸
作成:
时间:
2010/9/4
不常用
常用
φD
H
M3
6
1.7
M4
8
2.3
M5
10
2.8
M6
12
3.3
M8
16
4.4
M10
20
5.5
M12
24
6.5
过孔尺寸 φA 4 5 6 7 9 11 14
沉头孔尺寸
φB
C
8
2
10
2.5
12
3
14
3.5
19
5
23
6
27
6.5
备注:选择螺丝长度时要注意,锁紧部位的螺纹有效长度最少为直径的2倍,沉头孔深度尺寸可以根据螺丝型 号做相应调整,攻牙底孔的深度要足够。
18
12
14
1.75
10.25
M16
24
16
18
2
14
M20
30
20
22
2.5
17.5
M24
36
24
26
3
21
M30
45
30
32
3.5
26.5
内六角螺丝及平头螺丝沉头孔设计参数

过孔尺寸牙距螺纹底孔不常用常用φD H=公称直径φA L ΦC φB M3 5.5340.5 2.56M47450.7 3.38M58.5560.8 4.210M610671511M81389 1.25 6.7514M10161011 1.58.517M12181214 1.7510.2520M1624161821426M203020222.517.532M2436242632138M304530323.526.549公称直径≤10φD=H+H/2+1φA=H+1公称直径小于>10φD=H+H/2φA=H+2ΦC=H-L底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)过孔尺寸不常用常用φD H φA φB M36 1.748M48 2.3510M510 2.8612M612 3.3714M816 4.4919M1020 5.51123M1224 6.51427杯头螺丝及平头螺丝沉头孔设计规范螺丝头部尺寸沉头孔尺 公制平头螺丝(F.H.S.S)沉头孔设计:螺丝头部尺寸沉头孔尺公制杯头螺丝(S.H.C.S)沉头孔设计:备注:选择螺丝长度时要注意,锁紧部位的螺纹有效长度最少为直径的2倍,沉头孔深度尺寸可以根据螺做相应调整,攻牙底孔的深度要足够。
作成:时间:2010-9-4头孔尺寸C45679111317212532脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)头孔尺寸C22.533.5566.5根据螺丝型号。
五金模沉头孔加工标准

1.目的:为了规范沉头孔的加工,制订本文件。
2.范围:适用于本公司各生产部门之作业。
3.职责:各相关部门根据本文件要求,遵循并执行之。
4.内容4.1 公制螺丝头沉头孔:需锪平常见螺纹M4 M5 M6 M8 M10 M12 M16 M20 过孔大小Φ4.5Φ5.5Φ7.0Φ9.0Φ11.0Φ13.0Φ17.0Φ22.0沉头孔大小Φ9Φ10Φ12Φ15Φ18Φ20Φ26Φ32沉头深度(±0.5) 6 7 8 10 12 14 18 22 4.2 英制螺丝头沉头孔:需锪平常见螺纹1/8" 5/32" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4"过孔大小Φ3.5Φ4.5Φ5.5Φ7.0Φ8.5Φ10.5Φ14.0Φ17.0Φ21.0沉头孔大小Φ8Φ9Φ10Φ12Φ14Φ17Φ21Φ25Φ28沉头深度(±0.5) 5 6 7 8 10 12 15 20 22 ***若为下模刀口板则所有螺丝沉头深度比上表相应加深2mm.4.3 内导柱沉头孔:一般做在非夹持板上,需锪平。
内导柱Φ10 Φ12 Φ16 Φ20 Φ25沉头大小Φ16 Φ18 Φ22 Φ26 Φ31沉头深度(±0.1) 5.3 5.3 5.3 5.3 5.34.4内导套沉头孔:一般做在夹持板上,需锪平。
内导套Φ10 Φ12 Φ16 Φ20 Φ25沉头大小Φ20 Φ22 Φ28 Φ30 Φ38沉头深度(±0.1) 3.3 3.3 3.3 3.3 3.34.5 圆冲头沉头孔沉头深度一律为:5.2 ±0.1,需锪平4.6 带挂台异形冲头沉头深度一律为:5.2 ±0.1,需锪平4.7 弹簧沉头孔:需锪平。
4.8 冲头补强部位在脱料板中的避位孔:需锪平。
***所有热处理板的沉头深度一律在以上沉头深度的基础上加深0.1~0.3。
沉孔的标注,沉头孔标注详解
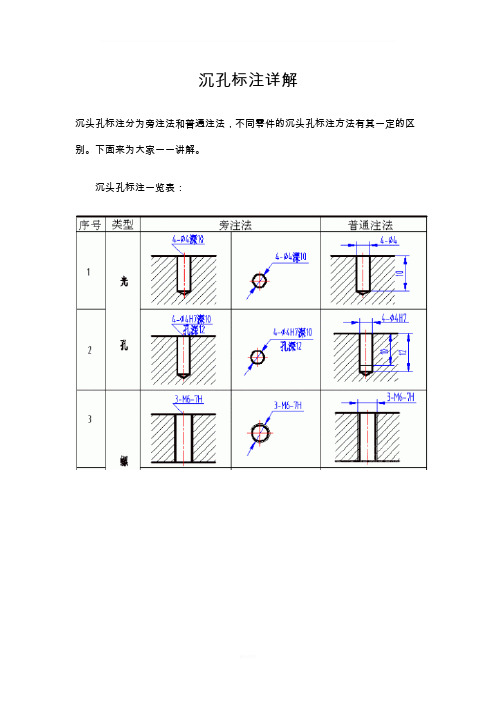
沉孔标注详解
沉头孔标注分为旁注法和普通注法,不同零件的沉头孔标注方法有其一定的区别。
下面来为大家一一讲解。
沉头孔标注一览表:
沉头孔标注规则:
1、机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
2、图样中(包括技术要求和其它说明)的尺寸,以毫米(mm)为单位时,不需标注计量单位的代号或名称,如采用其他单位,则必须注明相应的计量单位的代号或名称。
3、图样中所标注的尺寸,为该尺寸所示机件的最后完工尺寸,否则应另加说明。
4、机件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。
5、在保证不致引起误解和不产生理解多义性的前提下,力求简化标注。
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
沉孔的标注,沉头孔标注详解之欧阳法创编

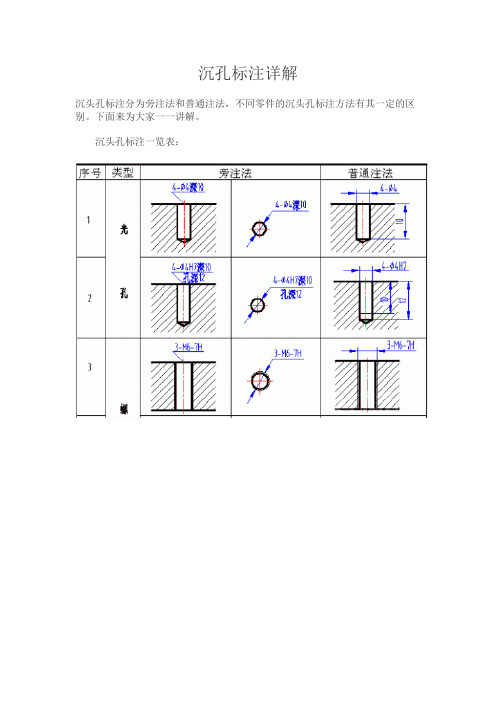
沉孔标注详解
沉头孔标注分为旁注法和普通注法,不同零件的沉头孔标注方法有其一定的区别。
下面来为大家一一讲解。
沉头孔标注一览表:
沉头孔标注规则:
1、机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
2、图样中(包括技术要求和其它说明)的尺寸,以毫米(mm)为单位时,不需标注计量单位的代号或名称,如采用其他单位,则必须注明相应的计量单位的代号或名称。
3、图样中所标注的尺寸,为该尺寸所示机件的最后完工尺寸,否则应另加说明。
4、机件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。
5、在保证不致引起误解和不产生理解多义性的前提下,力求简化标注。
沉孔的标注,沉头孔标注详解
5、在保证不致引起误解和不产生理解多义性的前提下,力求简化标注。
沉孔标注详解
沉头孔标注分为旁注法和普通注法,不同零件的沉头孔标注方法有其一定的区别。下面来为大家一一讲解。
沉头孔标注一览表:
沉头孔标注规则:
1、机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
2、图样中(包括技术要求和其它说明)的尺寸,以毫米(mm)为单位时,不需标注计量单位的代号或名称,如采用其他单位,则必须注明相应的计量单位的代号或名称。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3).美制普通细牙螺纹:
螺纹规格 (UNF) 底孔直径 (mm) 英制参考钻头 螺纹规格 (UNF) 底孔直径 (mm) 0#-80 1.25 3/64'' 10#-32 4.10 1#-72 1.55 53# 12#-28 4.60
1
2#-64 1.85 50# /4-28
3#-56 2.10 45# 3/8-24 8.50
8.43 8.74 1-11 /2 28.58 28.98 29.36
1
11.13 11.13 1 /4-11 /2 37.31 37.69 38.10
1 1
14.27 14.68 1 /2-11 /2 43.66 04 44.45
1 1
17.86 18.26 2-111/2 55.58 55.96 56.36
10#-24 3.90 25# 3/4-10 16.50 21/32''
5).
英制(惠氏)螺纹(底孔直径单位:mm)
螺纹规格 底孔直径 螺纹规格 底孔直径 W1/8-40 2.65 W9/16-12 12.3 W5/32-32 3.25 W5/8-11 13.7 W3/16-24 3.75 W3/4-10 16.7 W1/4-20 5.10 W7/8-9 19.50 W5/16-18 6.60 W1-8 22.40 W3/8-16 8.00 W1 1/4-7 25.00 W7/16-14 9.40 W1 1/4-7 28.30 W1/2-12 10.70
7 '1
4#-40 2.30 43# 3/8-16 8.00 5/16'' 1 /2-6 34.00 1 /32''
11 1
5#-40 2.60 38# 1/2-13 10.80 27/64''
6#-32 2.80 36# 9/16-12 12.20 31/64''
8#-32 3.50 29# 5/8-11 13.60 17/32''
4#-48 2.40 42# 1/2-20 11.50
5#-44 2.70 37# 5/8-18 14.50
6#-40 2.90 33# 1/4-16 17.50
8#-36 3.50 29# 7/8-14 20.50
5.50
4).
美制普通粗牙螺纹:
螺纹规格 (UNC) 底孔直径 (mm) 英制参考钻头 螺纹规格 (UNC) 底孔直径 (mm) 英制参考钻头 螺纹规格 (UNC) 底孔直径 (mm) 英制参考钻头 1#-64 1.55 53# 12#-24 4.50 16# 7/8-9 19.50 49/64'' 2#-56 1.80 50# 2001-4-20 5.10 7# 1-8 22.20 7/8'' 3#-48 2.00 47# 5/16-18 6.60 F 1 /4-7 28.20 1 /64''
返回首页
M2.2X0.45 1.75 M12X1.75 10.3 M2.5X0.45 2.10 M14X2 12
2). 公制普通细牙螺纹:(单位:mm)
螺纹规格 底孔直径 螺纹规格 底孔直径 M2X0.25 1.75 M10X1.25 8.8 M3X0.35 2.7 M10X1 9 M4X0.5 3.5 M12X1.5 10.5 M5X0.5 4.5 M14X1.5 12.5 M6X0.75 5.3 M16X1.5 14.5 M7X0.75 6.3 M18X2.0 16 M8X1 7 M20X2.0 18
1
PS2-11 56.70 PS2-11 54.90 55.00
45.00
1
PT1/16-28 PS1/8-28 6.10 6.20 8.10 8.20
PS1 /4-11 PS1 /2-11 37.50 38.00 43.40 44.00
SAE Magnetics(H.K)Ltd
第十三章 常用螺纹底孔加工标准
1). 公制普通粗牙螺纹:(单位:mm)
螺纹规格 底孔直径 螺纹规格 底孔直径 螺纹规格 底孔直径 M1x0.25 0.75 M3x0.5 2.5 M16X2 14 M1.1x0.25 0.85 M4X0.7 3.3 M18X2.5 15.6 M1.2x0.25 0.95 M5X0.8 4.2 M20X2.5 17.6 M1.4x0.3 1.10 M6X1 5 M22X2.5 19.6 M1.6X0.35 1.25 M7X1 6 M24X3 21.2 M1.8X0.35 1.45 M8X1.25 6.8 M27X3 24.2 M2X0.4 1.60 M10X1.5 8.6 M30X3.5 26.6
7).
英制管螺纹(底孔直径单位:mm)
螺纹规格 底孔直径 螺纹规格 用铰刀 不用铰刀
PS1/16-28 PS1/8-28 6.60 8.60 PS1/4-19 11.50 PS1/4-19 10.70 11.00 PS3/8-19 15.00 PS3/8-19 14.20 14.50 PS1/2-14 18.60 PS1/2-14 17.60 18.00 PS3/4-14 24.10 PS3/4-14 23.00 23.50 PS1-11 30.30 PS1-11 29.00 29.50 PS11/4-11 PS11/2-11 38.90
6).
美制管螺纹(底孔直径单位:mm)
螺纹规格 用铰刀 1/16-27 6.1 1/8-27 8.33 1/4-18 10.72 3/8-18 14.27 1/2-14 17.48
不用铰刀 NPS 螺纹规格 用铰刀 不用铰刀 NPS
6.25 6.35 3/4-14 22.63 23.01 23.42