填料箱盖钻夹具装配图
填料箱盖课程设计 装备图 工艺卡 工艺过程卡 工件、毛坯图
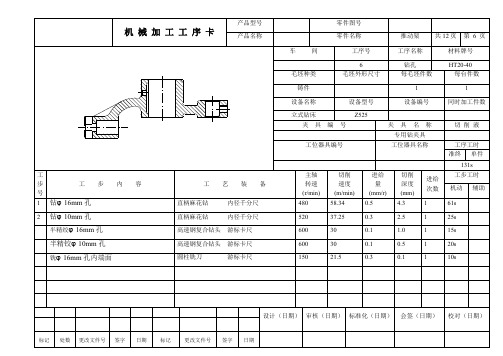
机械加工工艺过程卡片产品型号产品名称零部件图号零部件名称共页第页材料牌号毛坯种类毛坯外形尺寸每件毛坯数每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件标记处数更改文件号签字日期标记处数更改文件号签字日期编制日期审核日期标准化日期会签日期批准日期装订号底图号描校描图HT200铸造空气压缩机1ZW-6/7填料箱盖1111车粗车端面保证139.5+1.8、粗车外圆保证?65、车台阶面保证17、粗镗孔保证?37和?47机工C620-1YG6端面车刀 YG6外圆车刀三爪自定心卡盘 YG6镗刀 游标卡尺 内径百分表2车粗车?155外圆保证?155+0.160 粗车大端面保证137+1.8粗车环槽保证7.5+0.300×4粗车台阶面保证17和32粗车外圆保证75+0.460 80+.0460机工C620-1YG6端面车刀 YG6外圆车刀三爪自定心卡盘 YG6镗刀 游标卡尺 内径百分表?157×141.33车粗镗?60H8+0.0410倒角1×45°半精车?65外圆及台阶端面4车机工C620-1YG6端面车刀 YG6外圆车刀三爪自定心卡盘 YG6镗刀 游标卡尺 内径百分表半精镗?60内孔 保证57+0.046机工C620-1 YG6镗刀 游标卡尺 内径百分表5车精车?65外圆面保证尺寸?64-0.013精细车?65外圆面保证尺寸?650-0.013机工C616AYG10端面车刀 YG10外圆车刀三爪自定心卡盘YG10镗刀 游标卡尺 内径百分表6车精镗内孔?60保证尺寸?60+0.0460机工C616A 倒角1×45°YG690°弯头车刀YG690°弯头车刀7钻钻6-?13.5小孔机工Z3025三爪自定心卡盘专用夹具8钻钻4M10螺纹孔机工Z3025专用夹具9攻丝攻丝M10机工丝锥10钻钻2M10螺纹通孔机工Z3025专用夹具。
填料箱盖机械加工工艺过程卡片

机械加工工艺过程卡片产品名源自及型号填料箱盖零件名称
填料箱盖
零件图号
材料
名称
HT200
毛坯
种类
铸件
零件重量
毛重
第1页
牌号
尺寸
净重
共2页
性能
每料件数
每台件数
每批件数
工序号
工序内容
加工车间
设备名称及编号
工艺装备名称及编号
技术等级
夹具
刀具
量具
1
铸件时效处理,硬度190-241HBS
2
以φ155mm外圆及端面定位,粗车小端端面,粗车φ65外圆及台阶端面及各倒角。
游标卡尺
10
钻6-φ13.5小孔。
摇臂钻床Z3040
专用夹具
高速钢钻头
游标卡尺
11
钻4-M10螺纹孔及攻丝。
摇臂钻床Z3040
专用夹具
高速钢钻头丝锥
游标卡尺
12
钻2-M10螺纹孔及攻丝
摇臂钻床Z3040
专用夹具
高速钢钻头丝锥
游标卡尺
13
以φ155mm外圆及端面定位,精车、精细车φ65mm外圆。
精密车床C616A
三爪卡盘
YG6X硬质合金车刀
游标卡尺
14
以φ65mm外圆及端面定位,精、细镗φ60内孔。
精密车床C616A
三爪卡盘
YG6X硬质合金车刀
游标卡尺
15
研磨孔φ60内端面、倒角。
研磨机
三爪卡盘
砂轮
16
去毛刺。
挫
17
水压试验
18
终检。
更改内容
编制
抄写
B99Q0024-孔钻夹具装配图--2

A0钻夹具装配图

填料箱盖零件的机械加工工艺规程及钻13.5孔的夹具设计
XXXX大学毕业设计说明书学生姓名:学号:学院:专业:题目:“填料箱盖”零件的机械加工工艺规程及钻13.5孔的夹具设计指导教师:职称:职称:20**年12月5日毕业设计(论文)课题任务书院(系):专业:毕业设计(论文)开题报告说明:开题报告作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一,此报告应在导师指导下,由学生填写,将作为毕业设计(论文)成绩考查的重要依据,经导师签署意见及教研室审查后生效。
毕业设计(论文)中期报告摘要在机械制造的机械加工,检验,装配,焊接和热处理等冷热工艺过程中,使用着大量的夹具,用以安装加工对象,使之占有正确的位置,以保证零件和工件的质量。
本次设计主要是进行填料箱盖零件的专用夹具的设计,是对我们以往所学知识的总结和对我们所掌握知识的一次扩展。
本文主要从工艺规程的指定与夹具的设计两方面出发。
根据零件本身的特点,生产类型以及零件在具体工作时的作用选择工艺规程和夹具。
在工艺规程方面:确定生产类型,综合考虑其准确度高,生产效率高,消耗经济少等方面,选择一个最优方案;在夹具设计方面,因为是盖体类零件,加工Ф13.5孔,选择钻床加工,考虑诸多因素拟订最优方案,最终完成本次设计。
关键字:填料箱盖; 工艺; 夹具AbstractThe machine made in the machine processes, examining, assembling, welding with heat handle to wait cold and hot craft process in, use a great deal of tongs, in order to the gearing process object, making it occupy right position to promise the quality of spare parts and work piece.This design is mainly the design of appropriation tongs which carries Stuffing box cover spare parts, is tally up the knowledge that we learn before and to the once expanding of the knowledge that we control.This text mainly sets out from the design both side of the specifying of craft rules distance and the tongs.According to the characteristics of spare parts, the function produced type and spare parts while concretely working choice the craft rules distance and tongs.In the craft rules distance aspect:Assurance produce a type, comprehensive consider its ccurate degree high, produce an efficiency is high, consume economy little etc. aspect, choose the superiorproject;Design aspect in the tongs, because of is cover body spare parts, process Ф13.5 bores, the choice drills a bed to process, considering many factors to draw up the superior project, end completion originally time design.Key words: stuffing box cover; craft; jig目 录前 言 ............................................................. 2 1 零件的分析 (3)1.1 零件的作用 ................................................ 3 1.2 零件的工艺分析 ............................................ 3 2 工艺规程设计 . (3)2.1 毛坯的制造形式 ............................................ 4 2.2 基准面的选择 .............................................. 4 2.2.1 粗基准的选择.........................................42.2.2精基准的选择.........................................42.3 制订工艺路线 (4)2.3.1工艺线路方案一.......................................4 2.3.2工艺路线方案二.......................................5 2.3.3工艺方案的比较与分析.................................52.4 机械加工余量、工序尺寸及毛坯尺寸的确定 .................... 6 2.5 确定切削用量及基本工时 (7)2.5.1工序Ⅰ:车削端面、外圆...............................7 2.5.2 工序Ⅱ:粗车φ65,φ80,φ75,φ100外圆以及槽和倒角......8 2.5.3工序Ⅲ 钻扩32Φmm 、及锪mm 43Φ孔。
填料箱盖零件的工艺规程及钻孔夹具设计

填料箱盖零件的工艺规程及钻孔夹具设计工艺规程:填料箱盖零件的制作工艺如下:1. 材料准备:根据设计要求,选择合适的材料。
在该工艺规程中,我们选择了铝合金作为填料箱盖零件的材料。
2. 零件加工:首先,根据设计图纸,将原材料切割成适当大小的工件。
接下来,对工件进行粗加工,采用铣床进行表面修整和异型孔的加工。
然后,通过数控铣床进行精加工,实现尺寸的精确控制。
3. 表面处理:填料箱盖零件需要进行表面处理,以提高其耐腐蚀性和美观性。
首先,进行除油处理,确保零件表面的干净。
然后,采用阳极氧化工艺,形成氧化膜层,增强零件的耐腐蚀性和硬度。
最后,进行上色和封孔处理,使填料箱盖零件具有漂亮的外观。
4. 装配:在完成零件加工和表面处理后,进行零件的装配。
首先,将填料箱盖与填料箱体进行匹配,确保其尺寸和结构的一致性。
然后,使用合适的螺丝和紧固件将填料箱盖固定在填料箱体上。
最后,对装配后的填料箱盖进行检查,确保其功能正常且外观无损。
钻孔夹具设计:为了正确地对填料箱盖零件进行钻孔加工,我们设计了以下夹具:1. 基座:夹具的主体部分,用来固定和支撑工件。
基座具有平整的工作面,确保夹具的稳定性和准确性。
同时,基座的尺寸要与填料箱盖零件的尺寸相匹配。
2. 夹具夹持装置:用于夹持填料箱盖零件,固定在基座上。
夹具夹持装置通常使用机械夹具或气动夹具,确保工件在钻孔过程中的稳定性。
夹具夹持装置要能够调节夹紧力度,以适应不同尺寸的填料箱盖零件。
3. 定位装置:用于将填料箱盖零件正确地定位在夹具上。
定位装置通常包括定位销、接触面和定位孔等部件,确保填料箱盖零件在钻孔过程中位置的精确度。
4. 引导装置:用于引导钻头正确地对填料箱盖零件进行钻孔。
引导装置通常采用导向架、导向块等部件,使钻孔准确无误。
通过设计和使用以上夹具,能够提高填料箱盖零件的加工效率和加工质量,并确保其尺寸和结构的一致性。
同时,夹具的设计也可以根据实际需要进行调整和改进,以适应不同型号和尺寸的填料箱盖零件的加工要求。
推荐-填料箱盖的工艺规程及夹具设计 精品

山西煤炭职业技术学院计算机信息系设计题目填料箱盖的工艺规程及夹具设计学生姓名:胡国胜班级:机制330902专业:机械制造与自动化(矿山机械制造与维修)指导教师:夏静文论文报告提交日期: 20XX年6月成绩评定日期:填料箱盖的工艺规程及夹具设计摘要填料箱盖,其主要作用是保证对箱体起密封作用,使箱体在工作时不致让油液渗漏。
对内表面的加工精度要求比较高,对配合面的表面粗糙度要求也较高。
本次设计旨在提高填料箱盖的加工效率,设计正确的加工工艺路线,由此我们首先对填料箱盖的结构特征和工艺进行了仔细的分析,然后确定了一套合理的加工方案,加工方案要求简单,操作方便,并能保证零件的加工质量。
填料箱盖的加工质量将直接影响机器的性能和使用寿命。
在设计中采用四大步骤进行,分别是[1]填料箱盖零件的分析[2]工艺规程设计[3]数控机床的选择与加工方案[4]专用夹具设计关键词:填料箱盖,零件,毛坯,夹具目录第一章填料箱盖零件的分析 (4)1.1 零件的作用 (4)1.2填料箱盖的技术要求分析 (5)1.3本章小结 (5)第二章工艺规程设计 (6)2.1零件机械加工工艺规程的制定 (6)2.2箱体零件的材料、毛坯和热处理 (12)2.3基准面的选择 (12)2.4制订工艺路线 (13)2.5机械加工余量、工序尺寸及毛坯尺寸的确定 (17)2.6本章小结 (18)第三章机床的选择与加工方案 (19)3.1选择机床 (19)3.2选择夹具 (21)3.3选择刀具 (21)3.4确定工序尺寸 (22)3.5确定切削用量 (23)3.6本章小结 (33)第四章专用夹具设计 (34)4.1问题的指出 (34)4.2夹具设计 (34)4.3定位误差的分析 (35)4.4夹具设计及操作的简要说明 (35)4.5本章小结 (36)结论 (37)致谢 (38)....................................................... 错误!未定义书签。
填料箱盖零件的机械加工工艺规程和钻13.5孔的夹具设计

1 零件的分析1.1 零件的作用题目所给定的零件是解放牌汽车的填料箱压盖(附图1),其主要作用是和轴配合使用.达到应有作用.1.2 零件的工艺分析填料箱盖的零件图中规定了一系列技术要求:(查表1.4-28《机械制造工艺设计简明手册》)1.以ф65H5(0013.0-)轴为中心的加工表面。
包括:尺寸为ф65H5(0013.0-)的轴,表面粗糙度为1.6, 尺寸为ф80的和ф65H5(0013.0-)相接的肩面, 尺寸为ф100f8(036.0090.0--)和ф65H5(0013.0-)同轴度为0.025的面. 尺寸为ф60h5(046.00+)和ф65H5(0013.0-)同轴度为0.025的孔. 2.以ф60h5(046.00+)孔为中心的加工表面.尺寸为78和ф60H8(046.00+)垂直度为0.012的孔底面,表面粗糙度为0.4,须研磨. 3. 以ф60H8(046.00+)孔为中心均匀分布的12孔,6-ф13.5,4-M10-6H 深20孔深24及4-M10-6H.4.其它未注表面的粗糙度要求为6.3,粗加工可满足要求.2 工艺规程设计2.1 毛坯的制造形式零件材料为HT200,考虑到零件材料的综合性能及材料成本和加工成本,保证零件工作的可靠,采用铸造。
由于年产量为1000件,属于中批生产的水平,而且零件轮廓尺寸不大,故可以采用铸造成型,这从提高生产率、保证加工精度上考虑,也是应该的。
2.2 基准面的选择基面的选择是工艺规程设计中的重要工作之一,基面选择的正确和合理,可以使加工质量得到保证,生产率得以提高。
否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
2.2.1 粗基准的选择对于一般轴类零件而言,以外圆作为粗基准是完全合理的。
按照有关的粗基准选择原则(保证某重要表面的加工余量均匀时,选该表面为粗基准。
若工件每个表面都要求加工,为了保证各表面都有足够的余量,应选择加工余量最小的表面为粗基准。