产能计算表
产能计算方法

产能核算方式一:工时换算1、各车间选取本车间一种近三年工艺、生产方式较为稳定的产品作为参照,设置其产能指数为1,其人均每小时产量为P0;2、各车间报上各类产品在不需要其他班组帮忙情况下一个工作日(8小时)的最大理想产量M i和对应班组人数N i(以近三月生产情况作为参考,数据仅用在不同产品产能指数换算,不作为生产能力依据);(此条目方法待定,如果能够区分过往月份产品由对应班组生产数和非对应班组生产数的话可尝试通过具体工时与产量换算)3、如一个班组生产一单位本职产品i的周期为H,车间其他班组生产产品i的周期为I,则需商定一个周期比例系数I/H(即非熟练工人工时损耗);(此条目方法待定,如果能够区分过往月份产品由对应班组生产数和非对应班组生产数的话可尝试通过具体工时与产量换算)4、产品的理论人均每小时产量P=日产量/(8*班组人数),产品i的产能指数为P i /P0;5、产能计算方式:以十一车间I段为例,设低压柜为参照产品,其产能指数为1,配电箱产能指数为0.4,配电箱工人生产低压柜周期比例系数为1.4,低压柜工人生产配电箱周期比例系数为1.3,七月共生产低压柜800台,配电箱100台,其中100台低压柜为配电箱工人生产,则产能总值为800*1+100*0.4,此外补偿产能(换班生产补偿)为100*1.4-100,七月份如全部生产低压柜的话可生产[800*1+(100*0.4)/1.4]/1台,全部生产配电箱的话可生产[700/(1.3*0.4)]+(100*1.4)/0.4+100 台;6、各车间每月上报生产任务完成情况时需注明各类产品由对应班组人员生产台数和非对应班组人员生产台数。
产能核算方式二:简化投入产出分析鉴于电气各分厂之间物资流整体较为明晰,可考虑在分厂间甚至车间间进行投入产出统计,减少造成产值虚高现象的可能性,便于进行分析。
产能核实计算表

1 5,220
30
30
15
8 清洗
ZX-10963TH
2.00 8.00 5.00 7.0
1 7,457
30
30
15
9 电子双啮
JS20
2.00 8.00 5.00 25.0
1 2,088
30
30
15
Key items to consider:
Verify that the planned %scrap is acceptable based on the supplier's experience and industry standards for similar products.
Year: 年
100,000 115,000
Process Name: List each separate production line or machine 工艺名称
Equipment No 设备型号
shifts hours days / / day / shift wk 天/ 班次/ 小时/ 工作
数 Production days at Supplier (days/yr): 供应商年生产天数
Quoted Tool Capacity: 报价模具能力
Maximum Scheduled Volume: 最大预定能力
Supplier Contact: 供应商联系人
Phone/电话:
250
300
Year: 年
for s part
Daily
Capacity
allocated to this part 分 配给此零件 的日产能
Weekly
Capacity
产能分析表说明(“时间”文档)共7张
提纲
1、产能分析表的定义 2、产能分析表的作用 3、名字解释 4、计算公式
定义
产能(Capacity)指生产能力,指在计划期内, 企业参与生产的全部固定资产,在既定的组
具体宽放项目如下图所示:
织技术条件下,所能生产的产品数量,或者 正常工时:一个人在正常状态下完成作业所用到的时间,通常是在现场实测时间的平均值乘以主观评判的努力系数
3、根据工时确定每个工位的工作内容及投 2、根据所设定的目标产能预估产品的完成日期及安排生产排程
2、根据所设定的目标产能预估产品的完成日期及安排生产排程
入的人数及设备数量 1、根据产能分析表中所提供的工时对供应商进行报价
标准工时:在一定标准条件下,以一定的作业方法,由合格且受有良好训练的作业员,以正常的速度完成某项作业所需的时间 1、根据产能分析表中所提供的工时对供应商进行报价
名词解释
理论人数:指在理论上完成该道工序所需 要的人员数量
实际人数:指在实际生产操作中所使用到 的人员数量
负荷:指动力设备、机械设备以及生理组 织等在单位时间内所担负的工作量。
节拍时间(Takt Time):指生产一个产品 所需的时间,即一天的工作时间除以一天 所生产产品的数量。
作用
1、根据产能分析表中所提供的工时对供应 正常工时:一个人在正常状态下完成作业所用到的时间,通常是在现场实测时间的平均值乘ห้องสมุดไป่ตู้主观评判的努力系数
理论人数:指在理论上完成该道工序所需要的人员数量
商进行报价 生产能力是反映企业所拥有的加工能力的一个技术参数,它也可以反映企业的生产规模。
负荷:指动力设备、机械设备以及生理组织等在单位时间内所担负的工作量。 实际人数:指在实际生产操作中所使用到的人员数量
三台机器实际产能计算公式

三台机器实际产能计算公式
按照设备的单位产量X标准生产时间=标准产能。
1、标准产能:将单位时间除以标准时间即得标准产能。
如1小时(3600秒)/46秒=78,即14腰盘1小时的标准产能是78个;如8小时/46秒=620,即14腰盘8小时的标准产能是620个。
2、产能是指在计划期内,企业参与生产的全部固定资产,在既定的组织技术条件下,所能生产的产品数量,或者能够处理的原材料数量。
3、产能的计算公式:产能=单位工作时间/周期时间,拉的周期时间是指该拉产出单位产品的时间间隔,它等于该拉的瓶颈时间,单位工作时间是指出勤时间减去相关活动产生的等待时间。
4、标准产能=总时间/(总工位数X瓶颈时间)。
产能分析报告表格模板
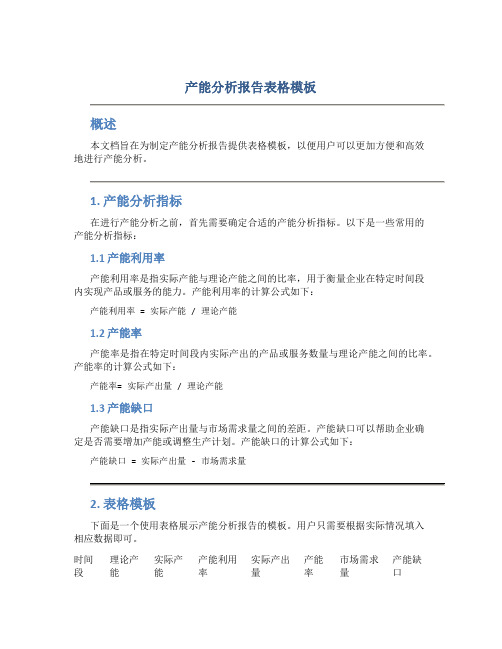
产能分析报告表格模板概述本文档旨在为制定产能分析报告提供表格模板,以便用户可以更加方便和高效地进行产能分析。
1. 产能分析指标在进行产能分析之前,首先需要确定合适的产能分析指标。
以下是一些常用的产能分析指标:1.1 产能利用率产能利用率是指实际产能与理论产能之间的比率,用于衡量企业在特定时间段内实现产品或服务的能力。
产能利用率的计算公式如下:产能利用率 = 实际产能 / 理论产能1.2 产能率产能率是指在特定时间段内实际产出的产品或服务数量与理论产能之间的比率。
产能率的计算公式如下:产能率= 实际产出量 / 理论产能1.3 产能缺口产能缺口是指实际产出量与市场需求量之间的差距。
产能缺口可以帮助企业确定是否需要增加产能或调整生产计划。
产能缺口的计算公式如下:产能缺口 = 实际产出量 - 市场需求量2. 表格模板下面是一个使用表格展示产能分析报告的模板。
用户只需要根据实际情况填入相应数据即可。
时间段理论产能实际产能产能利用率实际产出量产能率市场需求量产能缺口2020年1月1000 900 90% 800 80% 1000 -2002020年2月1200 1100 91.7% 1000 83.3% 1200 -2002020年3月1300 1200 92.3% 1100 84.6% 1300 -2002020年4月1500 1400 93.3% 1300 86.7% 1500 -2002020年5月1600 1500 93.8% 1400 87.5% 1600 -200 ……………………3. 使用说明用户只需要按照自己的需求填入表格模板中的数据即可。
具体步骤如下:1.将时间段填写在“时间段”一栏中;2.将相应时间段的理论产能填写在“理论产能”一栏中;3.将相应时间段的实际产能填写在“实际产能”一栏中;4.根据实际情况计算并填写相应时间段的产能利用率、实际产出量、产能率、市场需求量和产能缺口。
4. 结论通过使用本表格模板进行产能分析,用户可以更好地了解企业在特定时间段内的产能状况,并根据产能指标进行相应的调整和决策。
产能的计算方式

产能的计算方式
产能的计算方式通常是根据一定时间内生产的产品数量来计算。
具体的计算方法会因为产品类型、工艺流程和生产车间的不同而有所差异,但是一般来说可以按照以下公式计算:
产能= 时间内生产的产品数量/ 时间
其中,产能通常以每小时、每天或每月为单位进行计算。
例如,如果某个工厂在一天内生产了1200件产品,则其产能为:
产能= 1200 / 24 = 50件/小时
需要注意的是,这个计算方式仅适用于生产同一种产品的情况。
如果同时生产多种产品,需要对每种产品的产能进行单独计算。
此外,实际的产能还会受到诸如机器故障、人员调整等因素的影响,因此需要根据实际情况进行修正。
产能详细计算方法

产能详细计算方法一、绿油工序产能计算公式:1、绿油磨板机(火山灰2台及精磨机1台):参数:D——每月工作时间:29天板之返工率:2%(是否为磨板返工,)T——每天有效工作时间:24-2小时(清洁保养时间,每班1-2小时)- 2小时(维修保养时间,每班1小时)= 20hrs机器故障率:2%V——行板速度: 2.0m/minB——板的宽度:16.0″×0.0254=0.4046m2 S——板面积:2.0 ftQ——产能X——板间间距:0.05mN——机器数量:3(有一台仅能生产闪金板)月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-2%)×(1-2%)×N =29×20×[2×60?(0.4046+0.05)] ×2×(1-2%)×(1-2%)×3=882232ft22、丝印机参数:D——每月工作时间: 29天板之返工率:3%(,,)T——每天有效工作时间:24hrs-2hrs (用膳时间)-2hr (清洁保养时间) –0.5hr(维修保养时间) -2.5hrs (调校和对网时间)=17hrsN——机器数量:18V——单机每小时印板面数:75(平均约60面,包括塞孔不算)2 S——板面积: 2.0 ftQ——产能产能计算方法:Q = D×T×[V?2]×S×(1-3%)×N= 29×17×[75?2]×2×(1-3%)×18=645583ft3、预焗:3.1、六仓隧道炉:参数:D——每月工作时间:29天2 S——板面积: 2.0 ftT——每天有效工作时间: 24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——出板速度: 208panels/hr(周期时间450S,每仓2架*13pnl)板之返工率:3%N——机器数量:2月产能计算方法:Q1 = D×T×V×S×(1-3%)×N= 29×21×208×2×(1-3%)×2=506688ft23.2、单门柜式炉:参数:D——每月工作时间:29天2S——板面积:2.0ftT——每天有效工作时间: 24-4小时(进出板和升温时间)-1小时(清洁保养时间)-1小时(维修保养时间)= 18.0hrsV1——出板速度:117panels/hr(单面20分钟,每次3架*13pnl,比例70%),V2——出板速度:78panels/hr(双面30分钟,每次3架*13pnl, 比例30%)板之返工率:3%N——机器数量:3Q——产能 2月产能计算方法:Q2 = [D×(T×*50%)*V1×S×(1-3%)×3/2]+ [D×(T×*50%)*V2×S×(1-3%)×3]= [29×18×*70%*117×2×(1-3%)×3/2]+ [29×18×*30%*78×2×(1-3%)×3] =195498ft23.3、总月产能:Q = Q1+Q2=506688+195498=702186ft24、曝光机:参数:D——每月有效工作时间: 29天N——机器数量T——每天有效工作时间:24-2小时(做首板)-2小时(维修保养时间)=20.0hrs(应该按每小时曝光的面积算)V——曝光速度:2.4panel/min(每次曝光间隔时间为50s,每次曝光2pnl)2 S——板面积:2.0 ft板返工率: 3%Q——产能月产能计算方法:Q = D×T×V×60(min/hr)×S×(1-3%)×N=29×20×2.4×60(min/hr)×2×(1-3%)×4=648115ft25显影机:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 3%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrs(没有那么长的时间)V——冲板速度:2.3m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:2X——板之间距离:0.05m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-3%)×N=29×21×[2.3×60?(0.4064+0.05)] ×2×(1-3%)×2=714467ft2二、字符工序产能计算公式:1、丝印机参数:D——月工作时间:29天板之返工率:3%T——每天有效工作时间: 24hrs-0.5hr (清洁保养时间) –0.5hr(维修保养时间) -3hrs (调校和对网时间)(时间太短,应该按换网频率)=20hrs N——机器数量 :16V——印板速度:60面/hr2S——板面积:2.0 ft 单面白字比例30%,双面白字比例70%Q——产能月产能计算方法:Q = [D×T×V×(60/2)×S×(1-3%)×N]*(1+30%) =[29×20×(60/2)×2×(1-3%)×16]*1.3=702124ft22 、后烤:2.1、八仓隧道炉参数:D——每月工作时间:29天2 S——板面积: 2.0 ftT——每天有效工作时间: 24-1小时(清洁保养时间)-1小时(维修保养时间)= 22.0hrsV——出板速度: 97.5panels/hr(周期时间1440S,每仓3架*13pnl) (按塞孔板算烤板)板之返工率:3%, 单面烤板比例20%,双面烤板比例80%N——机器数量:1月产能计算方法:Q1 = [D×T×V×S×(1-3%)×N]*(1-20%/2)= 29×22×97.5×2×(1-2%)×1*0.9=109730ft2 2.2、十仓隧道炉参数:D——每月工作时间:29天2 S——板面积: 2.0 ftT——每天有效工作时间: 24-1小时(清洁保养时间)-1小时(维修保养时间)= 22.0hrsV——出板速度: 156panels/hr(周期时间900S,每仓3架*13pnl)板之返工率:3%, 单面烤板比例20%,双面烤板比例80%N——机器数量:1月产能计算方法:Q2 = [D×T×V×S×(1-3%)×N]*(1-20%/2)= 29×22×156×2×(1-3%)×1*0.9=175568ft22.3、双门柜式炉:参数:D——每月工作时间:29天2S——板面积:2.0ftT——每天有效工作时间: 24-4小时(进出板和升温时间)-1小时(清洁保养时间)-1小时(维修保养时间)= 18.0hrsV1——出板速度:130panels/hr(每炉烤板时间30分钟,每次5架*13pnl) 板之返工率:3%,单面烤板比例20%,双面烤板比例80%N——机器数量:3月产能计算方法:Q3 = [D×T×V×S×(1-3%)×N]*(1-20%/2) = 29×18×130×2×(1-3%)×3*0.9=355450ft2 2.4、单门柜式炉:参数:D——每月工作时间:29天2S——板面积:2.0ftT——每天有效工作时间: 24-4小时(进出板和升温时间)-1小时(清洁保养时间)-1小时(维修保养时间)= 18.0hrsV1——出板速度:78panels/hr(每炉烤板时间30分钟,每次3架*13pnl)板之返工率:3%,单面烤板比例20%,双面烤板比例80%N——机器数量:4月产能计算方法:Q4 = [D×T×V×S×(1-3%)×N]*(1-20%/2) = 29×18×78×2×(1-3%)×4*0.9=284360ft22.5、月总产能:Q = Q1+Q2+ Q3+Q4=109730+175568+355450+284360=925108ft2 3、碳油丝印参数:D——月工作时间:29天板之返工率:3%T——每天有效工作时间: 24hrs-0.5hr (清洁保养时间) –0.5hr(维修保养时间) -3hrs (调校和对网时间)=20hrsN——机器数量 :5V——印板速度:60面/hr2S——板面积:2.0 ft 单面白字比例30%,双面白字比例70%Q——产能月产能计算方法:Q = [D×T×V×(60/2)×S×(1-3%)×N]*(1+30%) =[29×20×(60/2)×2×(1-3%)×16]*1.3=702124ft2三、表面处理工序产能计算公式1、喷锡1.1、前处理机:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 1%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:3.0m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:1X——板之间距离:0.05m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-1%)×N= 29×21×[3×60?(0.4064+0.05)] ×2×(1-1%)×1=475564ft21.2、喷锡机:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 1%T——每天有效工作时间:24-4小时(清洁保养时间)-1小时(维修保养时间)=19.0hrsV——喷板速度:3.5pnl/minN——机器数量:1月产能计算方法:Q = D×T×[V×60)] ×S×(1-1%)×N= 29×19×[3.5×60] ×2×(1-1%)×1=229106ft2 1.3、后处理机:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 1%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:3.0m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:1X——板之间距离:0.05m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-1%)×N= 29×21×[3×60?(0.4064+0.05)] ×2×(1-1%)×1=475564ft2 2、抗氧化:参数:D——每月有效工作时间:29天T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.6m/minW——有效宽度:24″×0.0254mN——机器数量:1X1——宽度利用率:85%Y1——长度度利用率:85% 板返工率: 1%2210.74—— m和kft之间换算常数月产能计算方法:Q = D×T×W×V×60×X1×Y1×(1-1%)×N×10.74=29×21×0.6096×2.6×60×85%×85%×(1-1%)×1×10.74=444901ft23、沉镍金:3.1、前处理线参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 3%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.0m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:1X——板之间距离:0.05m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-1%)×N=29×21×[2.0×60?(0.4064+0.05)] ×2×(1-3%)×1=310638ft23.2、沉镍金线参数:D——每月有效工作时间:29天2 S——板面积:2.0 ftT——每天有效工作时间:24-3小时(清洁保养时间)-1小时(维修保养时间)= 20.0hrsV——出板速度:120pnl/hr(周期时间10分钟,每次1架*20pnl)N——机器数量:1月产能计算方法:Q = D×T×V ×S×N= 29×21×120 ×2×1=146160ft23.3、洗板线参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 3%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.0m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:1X——板之间距离:0.20m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-1%)×N=29×21×[2.0×60?(0.4064+0.20)] ×2×(1-3%)×1=233798ft24、沉银线:参数:D——每月有效工作时间:29天T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.0m/minW——有效宽度:24″×0.0254mN——机器数量:1X1——宽度利用率:85%Y1——长度度利用率:85% 板返工率: 1%2210.74—— m和kft之间换算常数月产能计算方法:Q = D×T×W×V×60×X1×Y1×(1-1%)×N×10.74=29×21×0.6096×2.0×60×85%×85%×(1-1%)×1×10.74=342232ft2四、成型工序产能计算公式:1.、锣板:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ftT——每天有效工作时间:24-1小时(清洁保养时间)-2小时(做Fixture及测首板时间)= 21.0hrsT——平均每首板cycle time:0.45hr CP——平均每叠块数:3N——机器数量:1n——单机锣头数量:4月产能计算公式:Q = D×T×P×S×N×n?T= 29×21×3×2×11×4?0.45=357280 C2、啤板:D——每月有效工作时间:29天T——每天有效工作时间:24-1小时(清洁保养时间)-2小时(上下啤模及测首板时间)= 21.0hrs, T——每小时啤板次数:300p S——每啤一次面积:0.3ft2, 20%需啤板两次N——机器数量:10月产能计算公式:Q = D×T×T×S×[1-(20%?2)]×N= 29×21×300×0.4×0.9×10=493290ft2 p3、洗板机参数:D——每月有效工作时间:29天T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.0m/minW——有效宽度:23″×0.0254mN——机器数量:1X1——宽度利用率:85%Y1——长度度利用率:85% 板返工率: 1%2210.74—— m和kft之间换算常数月产能计算方法:Q = D×T×W×V×60×X1×Y1×(1-1%)×N×10.74=29×21×0.5842×3.0×60×85%×85%×(1-1%)×1×10.74=491958ft2。
产能计算表
25
250
2
8
节拍计算
每小时生产
生产效率 返修率 台数
设备开动率 不合格率 JPH
安全系数 节拍S秒/台
85%
3%
18% 45.636075
生产效率 返修率
设备开动率 不合格率
安全系数 节拍S秒/台
85%
3%
0% 48.4187625
生产效率 返修率
设备开动率 不合格率 JPH
安全系数 节拍S秒/台
90%
3%
77
0%
41.904
年产能(万台) 30.8
生产效率 返修率
设备开动率 不合格率 JPH
85%
3%
安全系数 节拍S秒/台 年产能(万台)
63
0%
47.4912
25.2
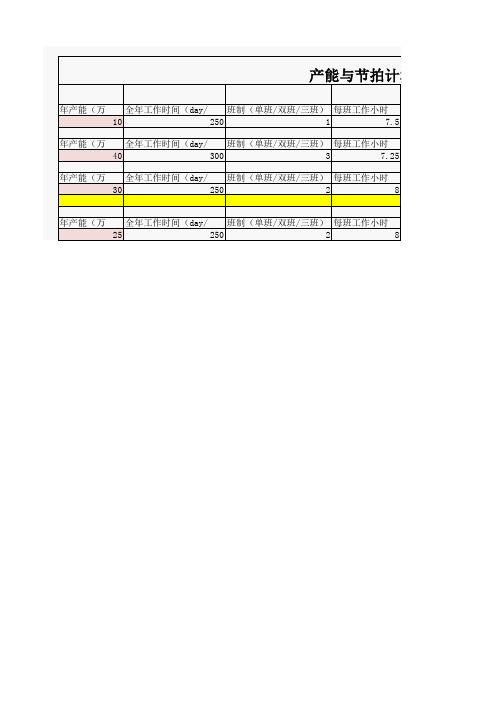
产能与节拍计算
年产能(万 全年工作时间(day/ 班制(单班/双班/三班) 每班工作小时
10
250
1
7.5
年产能(万 全年工作时间(day/ 班制(单班/双班/三班) 每班工作小时
40
300
3
7.25
年产能(万 全年工作时间(day/ 班制(单班/双班/三班) 每班工作小全年工作时间(day/ 班制(单班/双班/三班) 每班工作小时