钣金成形毛坯展开方法研究进展
钣金展开放样技术

钣金展开放样的基本概念
第二章
钣金展开放样的定义
钣金展开放样的定义:将三维实体模型转换为二维平面展开图的过程
钣金展开放样的目的:为后续的钣金加工提供准确的展开尺寸和形状
钣金展开放样的基本原理:基于几何学和投影原理,通过计算和测量得到展开图的形 状和尺寸 钣金展开放样的方法:包括手工放样和计算机辅助放样两种方法,其中计算机辅助放 样是主流方法
造船工业:钣金展开放样用于船体 和船帆等部件的设计和制造
添加标题
添加标题
添加标题
添加标题
航空航天:钣金展开放样用于飞机 和航天器的机身、机翼、尾翼等部 件的设计和制造
建筑行业:钣金展开放样用于建筑 物的钢结构、幕墙、屋顶等部件的 设计和制造
建筑领域
建筑钢结构:用于钢结构建筑的设计和制造 建筑幕墙:用于幕墙板材的展开和制作 建筑装饰:用于金属装饰板材的展开和制作 建筑楼梯:用于金属楼梯的设计和制造
智能化技术概述: 介绍钣金展开放 样中智能化技术 的定义、应用范 围和发展历程。
智能化技术应用 现状:分析钣金 展开放样中智能 化技术的现状, 包括现有技术和 应用场景。
智能化技术发展 趋势:探讨钣金 展开放样中智能 化技术的发展趋 势,包括技术升 级、应用拓展等 方面。
智能化技术应用 前景展望:预测 钣金展开放样中 智能化技术的应 用前景,包括未 来市场需求、技 术发展方向等方 面。
钣金展开放样技术
,a click to unlimited possibilities
汇报人:
目录
CONTENTS
01 添加目录标题 02 钣金展开放样的基本概念 03 钣金展开放样的基本原理 04 钣金展开放样的基本方法 05 钣金展开放样的应用范围
钣金件的展开计算---准确计算

钣金中的展开计算一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。
展平的折弯区域的长度则被表示为“折弯补偿”值(BA)。
因此整个零件的长度就表示为方程(1):LT = D1 + D2 + BA (1)折弯区域(图中表示为淡***的区域)就是理论上在折弯过程中发生变形的区域。
简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考:1、将折弯区域从折弯零件上切割出来2、将剩余两段平坦部分平铺到一个桌子上3、计算出折弯区域在其展平后的长度4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件图15. K-因子法K-因子是描述钣金折弯在广泛的几何形状参数情形下如何弯曲/展开的一个独立值。
也是一个用于计算在各种材料厚度、折弯半径/折弯角度等广泛情形下的弯曲补偿(BA)的一个独立值。
图4和图5将用于帮助我们了解K-因子的详细定义。
我们可以肯定在钣金零件的材料厚度中存在着一个中性层或轴,钣金件位于弯曲区域中的中性层中的钣金材料既不伸展也不压缩,也就是在折弯区域中唯一不变形的地方。
弯曲件坯料展开尺寸研究

21 年 02
第 2期
弯 曲 件坯 料 展 开尺 寸研 究
李素丽 , 刘 伟
( 陕西 国 防工 业 职 业 技 术 学 院 , 西 西 安 7 00 ) 陕 13 2
摘
要: 传统 的弯曲钣金件展 开尺寸计算采 用公 式近似计 算 法。弯 曲钣金 件的展 开尺 寸与材 料 的机 械
断面 质量 等因素 有关 。传统 的弯 曲钣金 件展 开尺 寸
计算 时依据 折弯 角 的大小分 别进 行计算 。弯曲件 如 图 1 图 2所示 , 中板宽 为 2 、 其 0mm。
1 弯 曲变 形过 程 的理 论 分 析
在外 弯 曲力矩 作用 下 , 料将 发生 曲率变 化 , 坯 变
化 的部分 称 为变形 区 , 变 形 区 内靠 , 离 曲率 中心 一 侧 的金 属 远 产 生伸 长变形 。在 压缩 变形 区和伸 长变 形 区之 间必 然存 在着 1 切 向应 变 为 零 的 应变 中性 层 , 层金 个 这 属 的长 度等 于原来 钣 料 长 度 , 变 中性层 在 弯 曲变 应 形 过程 中不 是 固定 不 变 的 , 在弹性 弯 曲阶段 , 变 中 应
Re e r h o ie o r i e i fn s d M a e i l u c i s a c n S z fCu v ng S m — i ihe t ra sLa n h ng
n s fs e tme a ,c r i g a g l u v n a i s u f c fma a e n h u l y o u tn e t n a d s n Two e so h e t l u v n n e ,c r ig r d u ,s ra e o l x r a d t e q a i f c ti g s c i n o o . t o
钣金零件展开下料数据准确性研究

钣金零件展开下料数据准确性研究钣金零件下料数据是利用软件计算等方式得到的初始下料数据,用于零件的外缘切割等。
钣金零件展开数据下料的设计过程中,受到材料、弯边高度、成型工艺等各个方面影响,下料成型后的零件与零件理论模型有所不同。
为解决这些问题,设计展开数据时不得不人为的添加补偿,但这样又会造成材料浪费。
文章通过对某机型飞机科研生产过程中展开数据的分析与测试,提出了新的设计方案,改进并落实到实际生产中用以指导设计展开下料数据。
标签:钣金;展开下料数据;毛料件1 概述在现代飞机制造业中,钣金零部件类型多,数量大,结构复杂,所以飞机的钣金零部件加工精度要求非常高。
钣金加工技术的发展,对提高飞机机能,加快飞机产品的发展具有十分重要的意义。
现阶段,展开样板作为一种经济、便捷的实用技术,广泛的应用于钣金零件的制造中,虽然存在个别样板偏差的问题,但是在较长的一段时间内,仍将继续发挥重要的作用。
作为展开样板的技能难点,展开下料数据的设计已成为了飞机制造技术中急需攻克的难题。
因此,展开下料数据的准确性研究势在必行。
传统的钣金展开下料数据主要来源于CATIA软件钣金模块展开、钣金下料数据计算、展开件校正展开数据等方法,考虑延展性及材料流动特点等因素,最终得到的展开数据存在一小部分下料后导致展开料尺寸不足,造成零件报废。
为解决这些问题,设计展开数据时不得不人为地添加补偿,但这样又会造成材料浪费。
本文将对传统的设计方法进行分析测试,深入的研究展开下料数据的设计方法,为之后的展开数据设计打下扎实的基础。
2 导致下料数据尺寸不足的因素分析2.1 几何形状特殊的位置易缺料展開数据设计中使用CATIA钣金模块展开后,在一些几何形状特殊的位置易出现缺料的现象,如图1,外形线曲率过大,零件在成形过程中弯边两侧受圆弧外形线张力的影响,需要人为的添加补偿,这种补偿无具体的设计规范,基本上都是由设计员依靠经验设计,添加的补偿通常是本着“给大不给小”的原则,造成材料的大幅度浪费。
钣金展开放样技术

效率低下
手工放样过程繁琐,耗时较长,难以满足现代生 产的高效要求。
对工人技能要求高
传统方法需要工人具备较高的技能和经验,培训 成本高且周期长。
现代科技融合应用探讨
计算机辅助设计(CAD)技术应用
01
利用CAD软件进行钣金件的三维建模和自动展开,提
行业前沿动态关注
01
数字化放样技术
关注数字化放样技术的发展趋势,了解其在提高放样精度和效率方面的
优势。
02
自动化与智能化技术应用
关注自动化与智能化技术在钣金展开放样中的应用,如机器学习、深度
学习等算法在放样过程中的优化。
03
新材料与新工艺对放样的影响
关注新材料和新工艺对钣金展开放样的影响,了解其对放样方法和精度
计算方法
常用的钣金展开计算方法有作图法、计算法和软件辅助法等 。其中,作图法适用于简单形状的钣金件,计算法适用于规 则形状的钣金件,而软件辅助法适用于复杂形状的钣金件。
放样操作技巧与规范
操作技巧
在进行钣金放样时,需要掌握正确的划线、剪切、折弯和校对等技巧。例如,划 线时要使用专用划线工具,确保线条清晰、准确;剪切时要使用合适的剪切工具 ,保证切口平整、无毛刺。
钣金展开放样技术
目录
• 钣金展开放样技术概述 • 钣金展开放样技术基础知识 • 钣金展开放样技术实践应用 • 钣金展开放样技术优化与创新 • 钣金展开放样技术质量保证与安全防范 • 总结回顾
定义与原理
定义
钣金展开放样技术是一种将三维曲面构件展开为二维平面图形的工艺方法,用 于指导钣金件的加工和制造。
的新要求。
NX钣金件展开分析解决方案之一步可成型分析

NX钣金件展开分析解决方案之一步可成型分析2011-01-22 22:55:33 作者:来源:互联网对于汽车模具或级进模来说.难点之一在于确定非展开零件的毛坯尺寸.对板料成型进行全面、系统的数值模拟仿真,目前已经成为企业减少反复试模环节,降低模具生产成本、缩短生产周期的有效手段。
尤其对于复杂的汽车覆盖件模具的试模过程更是如此,复杂模具的试模往往需要投入相当大的时间和人力,会消耗很大的模具成本。
对于汽车模具或级进模来说.难点之一在于确定非展开零件的毛坯尺寸.对板料成型进行全面、系统的数值模拟仿真,目前已经成为企业减少反复试模环节,降低模具生产成本、缩短生产周期的有效手段。
尤其对于复杂的汽车覆盖件模具的试模过程更是如此,复杂模具的试模往往需要投入相当大的时间和人力,会消耗很大的模具成本。
通常专业的板料成型分析软件非常昂贵,也需要专业的分析专家支持,因此并不能够为广大模具企业所接受。
NX一步可成型分析功能(One-step Formability Analysis)基于有限元方法对钣金件进行成型性分析,分析结果可以指导模具设计过程和确定模具结构。
钣金件一步展开分析结果采用颜色代码描述,可以直观的查看成型过程中钣金件的壁厚变化,计算成型应力大小和张力分布,这样可以有效的评估钣金件的成型风险。
与专业的板料成型分析软件相比,NX一步展开分析具有一下特点:1. 操作简单,一个对话框一步到底,普通的模具设计人员就可以完成,无需专家支持,节省成本。
2. 先进的有限元算法保证展开的精度。
3. 提供直观的后处理报告,包括壁厚、应力、应变和回弹。
4. 可以创建成型过程中的中间形状。
具体实例Step 1. 打开NX 文件“One-step_start_01_mm.prt”,查看钣金零件料厚(分析- 测量距离)为1mm。
Step 2. 菜单“开始->建模”,进入NX 建模环境。
下拉菜单“插入->曲面-> 中位面”,抽取零件的中性层面(NX一步可成形性分析是针对面的操作)。
sw钣金件展开方法教程
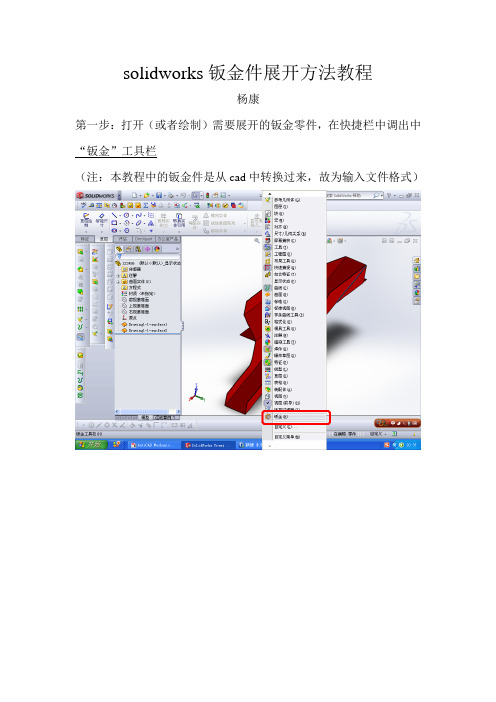
solidworks钣金件展开方法教程
杨康
第一步:打开(或者绘制)需要展开的钣金零件,在快捷栏中调出中“钣金”工具栏
(注:本教程中的钣金件是从cad中转换过来,故为输入文件格式)
第二步:选择“转换到钣金”命令出现如下输入框
第三步:选取一个固定实体的面(如图中的面(1),显示为蓝色的面)。
之后选取折弯的边线(注折弯的边线展开后需和选取的面在同一个平面上)。
之后输入钣金件的板材厚度和折弯处的角的半径(本实例中分别选取的是1.5mm厚板材和R=2mm的角度)
确定后图形如下图所示
第四步:在钣金工具栏中点击“展开”命令结果如下图所示
第五步:转化成工程图即可。
(完整版)钣金件的展开计算---准确计算

精心整理钣金中的展开计算一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K 因子的定义,实际中如何利用K 因子,包括用于不同材料类型时K 因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图 1 中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
折弯补偿算法将零件的展开长度(LT) 描述为零件展平后每段长度的和再加上展平的折弯区域的长度。
展平的折弯区域的长度则被表示为“折弯补偿”值(BA) 。
因此整个零件的长度就表示为方程(1):LT=D1+D2+BA(1)折弯区域(图中表示为淡 *** 的区域)就是理论上在折弯过程中发生变形的区域。
简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考:1、将折弯区域从折弯零件上切割出来2、将剩余两段平坦部分平铺到一个桌子上3、计算出折弯区域在其展平后的长度4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件图 15.K- 因子法K-因子是描述钣金折弯在广泛的几何形状参数情形下如何弯曲/展开的一个独立值。
也是一个用于计算在各种材料厚度、折弯半径 /折弯角度等广泛情形下的弯曲补偿 (BA) 的一个独立值。
图 4 和图 5 将用于帮助我们了解 K-因子的详细定义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第16卷第1期2009年2月塑性工程学报J OU RNAL OF PL ASTICIT Y EN GIN EERIN GVol 116 No 11Feb 1 2009钣金成形毛坯展开方法研究进展3(沈阳航空工业学院航空宇航学院,沈阳 110136) 韩志仁 刘跃专摘 要:钣金成形中毛坯形状的确定是一个重要的工艺环节。
该文对各种传统的毛坯确定方法进行了分析综述;对近年发展的确定毛坯的各种方法进行了分析对比。
通过分析认为,有限元法将成为确定毛坯展开形状的主要方法,物理逆向法可能成为一种行之有效的方法,而传统方法将逐渐被淘汰。
关键词:毛坯展开;有限元法;解析法;逆算法;物理法中图分类号:T G 38611 文献标识码:A 文章编号:100722012(2009)0120006206R esearch and progress on optimum blank developmentshape methods for sheet metal formingHAN Zhi 2ren L IU Yue 2zhuan(School of Aerospace ,Shenyang Institute of Aeronautical Engineering ,Shenyang 110136 China )Abstract :It πs important to determine the optimum blank development shape in sheet metal forming.This paper summarized vari 2ous traditional approaches to determine the blank for sheet metal forming.The appoaches that have developed recent years were analysed in contrast.It reckoned that the finite element method will be the major approach to determine blank shape in the f uture ,maybe ,the physical inverse method will become a kind of efficient method as its advancement ,traditional approaches ,however ,are about to be eliminated gradually.K ey w ords :blank development ;finite element method ;analytic method ;inverse approach ;physical method3中国航空一集团基金资助项目(2006ZE54007);辽宁省教育厅基金资助项目(20060654)。
韩志仁 E 2mail :hanren888@1631com作者简介:韩志仁,男,1964年生,教授,博士,主要从事钣金塑性成形研究收稿日期:2007212210;修订日期:2008201201 引 言钣金件毛坯形状和尺寸的求解是钣金冲压成形中的一个难题,是分析钣金件变形程度、设计工艺及拟订工艺规程的前提。
如果毛坯形状设计的合适,钣金成形过程中材料的流动性将更好,从而明显地减少起皱、拉裂等现象的发生,成形极限也可有所提高,并能降低突耳高度,减少切边余量,节约钣金材料。
此外,采用合理的毛坯形状,往往能够使某些需要二次拉深才能成形的制件,一次拉深便可达到制件要求的高度。
对于形状不规则的复杂钣金件,还无法根据经验或采用解析法来求得其毛坯形状,至今未能得到满意的结果。
因此,求解钣金成形毛坯展开形状和尺寸,已成为冲压工艺设计中的一个重要而亟待解决的问题。
1 传统板料成形毛坯展开方法传统的板料冲压成形毛坯展开方法一般是基于实验和简单的理论,而且只适合于一些规则形状的零件。
传统的毛坯展开方法各有优缺点。
111 经验法[1]经验法是根据面积不变原则进行钣金毛坯展开计算的一种近似方法,在实际生产中被广泛应用。
由于成形过程力学分析复杂,人们经常采用近似的几何估算和试模修正相结合的方法得到毛坯展开的近似形状。
文献[223]提出了一种分区域计算的方法,在原来的基础上有较大的改进,但准确度有待提高。
112 逐次逼近法该方法最早由Finch [4]提出,主要用于盒形件的毛坯展开。
步骤为,首先取印有坐标网格的一定形状的板料作初始毛坯,将其压延成适当高度的零件,观察凸缘外边缘处材料,分析判断出多余材料的位置,在下一次毛坯上将该部分切除;接着用经过第一次切除的毛坯外形作为本次毛坯的初始形状,重新压延,观察并切除余料,如此循环往复进行,直到得出满意的结果。
从其步骤可知,该方法在人力和物力两方面都消耗较大,而且应该切除的余料部分难于定量把握,该方法效率较低。
113 拼合法拼合法于1947年由B 1И1Лopoho [5]提出,最初主要是为确定方矩形件的毛坯外形,根据压延件相应部分面积相等的条件确定毛坯各部分的面积。
其展开原则为,直边部分按弯曲变形展开的长度进行计算,圆角部分按1/4圆杯压延变形展开计算毛坯半径,然后用圆角光滑棱角连接过渡区,即可得到毛坯形状。
拼合法对压延过程中凸缘材料流动进行的非连续性组合假设和整体转移假设,使得此方法要想获取较高的准确度,就必须使假设对应的零件尺寸尽可能地缩小,而这种假设与实际并不相符,因此精度较低。
114 理想成形法(IF)[6,8]理想成形(Ideal Forming )是由K 1Chung 和O 1Richmond [7]提出。
理想成形的基本假设是,变形沿着最小塑性功方向进行,材料为刚塑性,且满足希尔准则(1979年)。
塑性功可表达为W =∫V 0σ・εd V 0(1) 等效应力σ=K (ε0+ε)n ,等效应变可由等效应变率沿着最小塑性功方向积分得到,ε=∫tεd t ,通过式(1)对初始位置矢量X 求导,即可得到优化的初始毛坯形状[7]。
d Wd X i=0, i =1,2,3,……n (2) 理想成形法没有考虑实际成形条件,如压边力、摩擦力、模具几何尺寸的影响,因而得到的毛坯精度较差。
115 滑移线法(SLFM)滑移线法[9211](Slip Line Field Met hod )是上世纪50年代前苏联楚达列夫[9]提出来的,它的提出第一次为钣金毛坯的求算找到了理论依据。
滑移线法的基本假设[9211]为,板料法兰厚度不变,且处于平面应变状态;材料各向同性;无硬化;不考虑摩擦力对塑性流动的影响。
在这样的假设下,可导出拉深过程中模具轮廓与板料周界是主应力迹线,因此滑移线与这些轮廓呈45°,绘出每点的两个最大剪应力方向并作包络线,得到两组互相正交的,表示最大剪应力方向的迹线网,即滑移线。
当板料处于屈服时,各点的最大剪应力达到K 值,塑性变形就沿着这些迹线进行滑移。
应用滑移线理论,研究和制作冲压毛坯的合理形状和尺寸,是一种比较直观和合理的方法。
滑移线场建立的方法[11],概括起来有两种,即数学解析法和分析推理法。
但是,滑移线场的建立是一件繁杂的工作,用手工方法比较困难,用计算机建立滑移线场只能处理平底、直壁、平压料面压延件,因此滑移线场仍然具有一定的局限性,很难推广。
116 流线法(SLM)[12215]由于滑移线法只适用于非硬化材料及平面应变问题,对于不满足这些条件的冲压过程,该方法将失效。
为了改进滑移线法,Yuung 2hwa L u 提出了流线法(St reamline Met hod )[12],SL M 是对任意形状的冲压件在材料各向异性情况的影响下,预测初始板料的最优形状及尺寸。
其主要依据[12]是,在冲压过程中,由等势线(Equipotential Contour )以及材料流动线(St reamline )所围区域内的质量应处于平衡状态。
从而计算出初始板料的形状及尺寸。
此方法虽然比滑移线法有所改善,但还是存在与滑移线法相似的缺点,即建立等势线场和描绘材料流线较困难,既费时又费力。
117 势场模拟法[1,16219]势场模拟法假设[1,19]冲压件板料为不可压缩的平面各向同性的刚塑性体,在冲压中,介于工件边缘和准确坯料边缘之间的凸缘部分,处于塑性状态,并在内边缘应力的作用下向凹模型腔内流动。
根据物理模型数学描述的相似性[1,19],从理论上可以证明,冲压工件凸缘处金属的这种流动与相似区域、相似边界条件的纯粘性流体的流动、电流的流动或热传导具有相似性,因而可由势场模拟求出不规则冲压件的展开坯料外形。
一般对于外形相似的冲压件,只需求出某一尺寸模型的等位线,其他尺寸模型的等位线均可以通过放大或缩小得到。
势场模拟法主要有电模拟法[16]、热模拟法[17]和势流场模拟法[18]等。
118 几何映射法[20222]R 1Sowerby [20]等最早提出几何映射法,认为,应变由变形前后板料的几何差别定义,而通常变形7 第1期韩志仁等:钣金成形毛坯展开方法研究进展后的板料形状已知,因此,从理论上讲有可能将变形后的板料点对点地映射回初始平板,并且不需要知道载荷就能够计算应力的分布。
R Sowerby[21]在1986年进一步发展的几何映射法是依据投影原理,遵从面积不变原则,将置于零件表面的空间曲面三角形展开在平面上,近似地确定坯料外形及尺寸。
后来J1C1Gerdeen和P1Chen[22]对其进行了更深入的研究,将有限元思想引入几何映射,对每个单元实现映射,并开发了两套程序AXIFORM H和FEPFORM分别用来处理轴对称和非对称情况。
几何映射法使用有限单元法,实现在每个单元中进行几何映射,从而实现整体映射,在整体壁板展开等方面得到了应用。
但由于只考虑面积不变,没有考虑到材料性能和工艺条件,计算精度较差,误差较大。
2 近年发展的毛坯展开方法随着计算机技术的发展,有限元方法得到了大力发展,有限元在钣金成形毛坯展开方面发展出一些方法,并逐渐被认识和应用。
另外还有物理逆向法也得到了发展。
211 有限元逆算法(一步法)[23228]有限元逆算法的一个主要特点是将板料成形过程简化为一个或若干个简单加载的变形过程,采用全量理论进行分析。
因此计算可以只考虑初始构形和最终构形,忽略中间构型的变化。
法国Batoz 等[23224]受到几何映射法的启发,首先提出了所谓逆算法。
这是一种预测板料成形中大变形的高效算法。
该方法考虑了三角形CST膜单元、大弹塑性对数应变、厚向异性及塑性全量理论、静态隐式算法、模具运动引起的垂直或法向节点力[23224]。