Design FMEA-C
FMEAs及管制计划

專案核准
原型樣件
量試
上線
核准
PA
prototype
Pilot
Launch
1PP 2PP PSW
J1
C1 規劃 C2
量試管制 計劃
DURA
量產管制
C2 產品設計/開發 C3
計劃
C2 製程設計/開發 C4
原型管制 C3 產品/製程確認 C5
計劃
C5 生產 C6
C1~ 回饋稽核與矯正促措施 ~C6
計劃/定義 產品設計與 製程設計與 產品與 回饋稽核與 專案 開發驗證 開發驗證 製程驗收 矯正措施
Time 時程如何
FMEAs區分
• 系統FMEA(SFMEA): • 使用在早期產品概念及設計階段.對系統及次系統
在功能上及相互間關係的設計分析,從車輛觀點.如 燈光系統.減震隔音系統(NVH), 影音娛樂系統….等 • 設計FMEA(DFMEA): • 使用在產品圖面正式發怖之前的設計階段.對產品設 計上可能不良項目進行分析;如DVD影音系統組件. • 製程FMEA(PFMEA): • 使用在製造及組立的製程上.對可能製程規劃上的缺 失進行分析
• 執行DFMEA的條件(設計變更點導向)
1.新設計:
•
----完成完整的FMEA
2.已存在之設計使用於新車型/環境:
•
----針對新車型或環境的變更及影響點
去修定現行車型FMEA
3.已存在之設計因其他因素即將進行變更-----
針對設計變更內容及影響點去修訂現行車型
FMEA
設計FMEA之輸入工具
設計FMEA分析之輸入工具 (理想的/最佳的)
• FMEAs是一種很有效的品質預防工具
• QS9000現行發行版次:July,2001第三版
DFMEA-范本
选择好马达齿 轮,同步带, 滚刷齿轮三者 齿形一致,通 过选形和张紧 确认同步带确 认合理节线长 的同步带
1.保证滚刷轴
在成型前后的
同心度;2.保
证滚刷模具同
心度,确保成
型后能注塑动
平衡较好的滚
刷;
3.
保证尊刷轴承
入滚刷轴工装
的精密度,保
证滚刷轴承压
和滚刷相装配的滚 刷盖,滚刷底盖强 度,装配间隙
1.滚刷盖材料 强度不够,滚 刷定位不好; 2.滚刷组件装 配间隙过大或 过小
OK
OK
OK
1.塑胶粒子选材,保证
塑胶成型收缩力较小;
2.五金轴在成型前要轴
64
承同心度,确保成型前 的五金轴同心度在公差
刷齿轮齿
形;
动平衡机百
4
分之百检测
2
滚刷动平衡
尺寸链计
算,确保滚
4
刷组件在一
1
个合理间隙
配合装配
利用跳动表 检测
21 制定设计spec
IQC检验, 产线全检
35
进行CAE分析,并加强 改进
28
选用样机使用过滤较好 的filter
1.电机长度尺寸加长,
48
保证碳刷长度; 2.增加后置圈增加磁
性,保证扭力;
Cause
Completion Taken
Prevention
Date
s or
Detections
措施结果 Action Results
严重度数 (S)
2
1
16
2
1
14
2
1
2
1
6
2
5
2
按《吸尘
FMEA常用英语
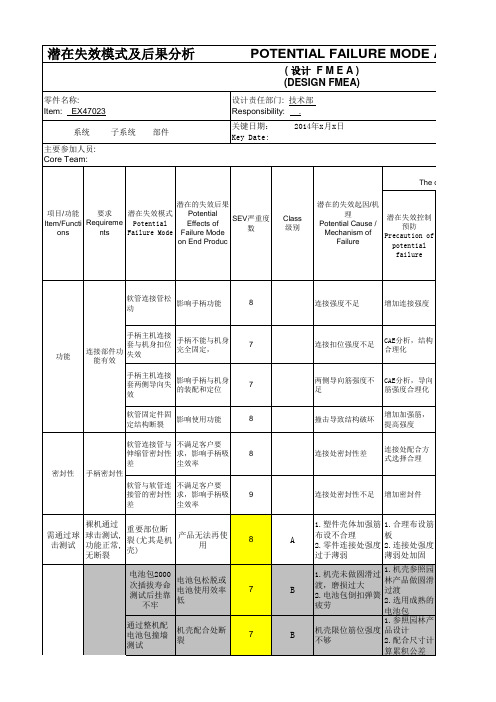
潜在失效模式及后果分析常用语2015-03-08设计/过程FMEA (design/process FMEA)项目名称(item)主要参加人员(core team)设计/过程责任部门(design/process responsibility) 关键日期(key date)编制(prepared by)审批(approved by)过程功能(process function)要求(requirements)潜在失效模式(potential failure mode)潜在失效后果(potential effects of failure)严重度数(severity)级别(classification)潜在的失效起因/机理(potential causes/mechanisms of failure)频度数(occurrence)现行过程控制(current process control)预防(prevention)探测(detection)风险顺序数(risk priority number)建议的措施(recommended actions)责任和目标完成日期(responsibility & target completion date)措施结果(action results)采取措施(actions taken)影响产品特性/二次加工周期/外观/装配功能(affect product characteristic/ postprocessing period/ appearance/assembling function )用料不符合要求(inconformable material to the requirements)温度控制不当(incorrect temperature control)模具/机板不平行(die/machine platen in unparallel)锁模力过小(lack of locking force)模具温度过低(lower die temperature)射料力/打锤时间不足(lack of injection force/shot time) 料温过低/过高(lower/excessive metal temperature)模具过热(excessive hot die)运水量过低(lower volume of cool water)喷雾过大(release agent to excess)射速太快(rapid injection velocity)喷雾频次过少或喷雾不均匀(infrequent/ uneven spraying release agent )模温过高导致蚀模(excessive hot die leads to die corrosion)模具尺寸不符合要求(die size out of the specification)工模行位柯磨损(core slides worn out)开模时间过短(shortage of die-open time)顶出时间过短(shortage of ejector time)冲剪夹具有缝隙(trimming die with crack)操作时摆放不正确(lay products in disorder during operation)除批锋时操作不当而刮伤表面(surface scratch due to the improper handling in removing flash)摆放不正确堆积产品(pile products up due to laying in disorder)磨光轮选择不合适(unsuitable polishing wheels)布轮(polishing/cotton wheels)麻轮(sisal/sisal buffing wheels)砂布轮(sanding wheels)铜丝轮(brass brush wheels)磨料(abrasive medium)手工磨光(manual polishing)抽取样品时产品有碰撞(bump at sampling)货与货之间碰撞(bump among products)电子磅误差超标(digital balance out of allowable error)主管对员工培训不足(lack of necessary training for employees)按工作指示设定压铸参数/锁模力/射料力/射料速度/打锤时间/喷雾量/开模时间/顶出时间/压力参数/料温/控制温度/作业(set die-casting parameter/locking force/ injection force/injection velocity/shot time/ volume of release agent/die-open time/ ejector time/pressure rating/metal temperature/ control temperature/ operation according to WI)开拉前培训(training before operation)定期校准电子磅(regular calibration for digital balance)。
FMEA失效模式和影响分析的类型
FMEA失效模式和影响分析的类型FMEA(Failure Modes and Effects Analysis)是一种用于识别、评估和减少潜在失效模式及其影响的系统工具。
FMEA分析可以应用于各个领域,包括制造业、医疗保健、航空航天、汽车工业等。
它的主要目的是预防问题的发生,从而提高产品、服务或过程的质量。
在FMEA分析中,失效模式指的是系统、产品或过程中可能出现的故障模式。
而影响则表示失效模式产生的潜在后果或结果。
因此,FMEA的类型主要涉及失效模式和影响分析的分类。
一般来说,FMEA可以分为以下几种类型:1. 制造过程FMEA(Process FMEA):这种类型的FMEA主要用于分析和改进制造过程中的潜在故障。
它可以帮助确定并解决可能导致产品质量问题的工艺、设备、材料或人为因素。
2. 设计FMEA(Design FMEA):这种类型的FMEA主要用于评估产品或系统设计阶段中可能存在的失效模式及其潜在后果。
通过分析设计变量、可靠性要求和相关特性,可以预测并改进设计,并减少潜在故障的发生。
3. 系统FMEA(System FMEA):这种类型的FMEA用于系统级别的分析,以识别可能导致整个系统失败的主要失效模式。
它有助于识别风险并采取适当的措施来提高系统的可靠性和性能。
4. 排序FMEA(Process FMEA):这种类型的FMEA用于对失效模式和影响进行排序和优先化。
通过对失效模式的潜在严重性、出现频率和检测性的评估,可以确定哪些失效模式最需要优先处理。
5. 操作FMEA(Process FMEA):这种类型的FMEA主要用于分析和改进操作和维护过程中可能发生的失效模式。
它有助于确定操作和维护流程中的关键控制点,并制定相应的纠正和预防措施。
无论是哪种类型的FMEA,其分析方法都包括以下步骤:1.定义分析目标:明确要分析的系统、产品或过程的范围和目标。
2.列出潜在失效模式:识别可能导致系统、产品或过程故障的失效模式。
成衣服产品PFMEA风险评估

保养清洁不当
2
每天设备日常保养
3
42
无
影响产品外观
5
设备参数不正 确
3
首件确认/过程巡 检
3
45
无
6
包装 拉QC100%检查, IPQC首件检验/巡 检 拉QC100%检查, IPQC首件检验/巡 检 拉QC100%检查, IPQC首件检验/巡 检 利器管理/玻璃易 碎品定期检查
数量少装
包装资料
影响客户销售
6
包装工误操作
2
3
36
无
包装方法
产品错装
包装资料
影响客户销售
6
包装工误操作
2
3
36
无
混装错误
包装资料
影响客户销售
6
包装工误操作
2
3
36
无 IPQC每2小时 QA部 巡查一次异物 完成日期: 管控 2014/09/01起
异物污染
利器/玻璃易碎品 利器/玻璃易碎品 混入产品伤害消 等异物污染 管理程序 费者
外观 熨烫
外观检验标准
影响产品外观
5
员工操作不当
3
首件确认/过程巡 检
3
45
无
5
外观
外观差
外观检验标准
影响产品外观
5
员工操作不当
3
首件确认/过程巡 检
3
45
无
審批: 劉蘭芳
編制:陳濤
2018/12/24
3/5
潜在失效模式及后果分析
Design FMEA设计 Product产品 产品类型: T-Shirt Subsystem子系统 Component部件 Process FMEA 过程 日期:2014/09/01 批准:Yang Sen 设计或过程责任:业务/工程/品 文件编号:P-FMEA-01 质部/生产部 编制: Ma Yayun
什么是FMEA

FMEA基础知识学习
供应商质量管理部
赵宇飞
Potential
Failure
Mode And
Effects
Analysis
2018
什么是FMEA
另一种 一天晚上,父母忙碌了一天,累得个半死,刚下班回家,宝贝幺儿却精力旺盛的很,于 理解: 是发生了下面的对话。
我要出去玩儿~ 你看外面都天黑 了,天黑了大灰 狼要出来吃小孩 了!
具体介绍了。不管是什么FMEA,很多基本概念都是通用的,我们来具体认识一下它们。
FMEA重要概念及指标
FMEA的全称是潜在失效模式及后果分析,我们先来挖挖里面的关键词。 潜在
首先就是“潜在”。啥叫潜在?就是可能会出现,可能又不会出现的,其深层的含义就是“未雨绸缪”。
比如为了让孩子更健康,有“远见”的父母可能在备孕的时候就开始考虑了,比如戒烟戒酒戒咖啡啥的。 这些烟、酒、咖啡一定会对孩子的健康造成影响吗?可能会,也可不会,这就是“潜在”! 对于“潜在”的研究意义就在于,我们在“事前”就要采取行为,而不是等“事后”,纰漏已经发生了再去亡羊 补牢。 上面提到的DFMEA一般要在图纸、规范完成之前,PFMEA也要在过程设计确定之前完成。
险顺序数,这些就是FMEA最核心的概念了。 谈了这么多概念和指标,很多朋友可能还是不清楚FMEA表格是怎么编出来的,下面我们进入实际操作环节。
DFMEA
在篇首,我们提到了DFMEA的研究对象是熊孩子
(产品零件)本身。可在实际生活(工作)中,我们
发现Ta们比我们想象得要复杂得多!
这个时候,我们就也要学习一下熊孩子们的必备技 能——拆玩具(零件)! 当然,作为熊孩子的父母,我们不能拆完就没事了, 还得考虑我们真正要评估的对象到底是什么,它们之 间的关系是什么。这时候,我们可能会用到很多质量 工具,比如框(边界)图、参数(P)图。
DESIGN FMEA

DESIGN FMEA 設計FMEA
Severity of Effect影響的嚴重性 What Happens if this fails ? 這類失效會 導致 什么?
Evaluation Criteria : The Same as the Design FMEAI 評估標准: 與FMEAI設計相同 Ranking划分等級 Minor小 1 Description of Failure Mode失效模式的描述 Unreasonable to expect that the minor failure of this type would have any effect on the system performance. The customer should not even notice this failure.這類微型失效模式几乎不會影響到系統的性能。客戶應該不會注意到此失效 。 Due to the nature of this failure only causing a slight customer annoyance, and the customer should only see a slight deterioration of overall system performance.It works but long term reliability may be in question,but not detected by the customer.因為此失效性僅會給客戶帶來輕微的麻煩,客戶只能看整個系統性遭 輕微的損傷。它可以運作,但是關于長期的可靠性還有問題,但是不會被客戶發現 Failure will cause some customer dissatisfaction. This would cause some subsystem performance to be below standards. 4 - Component will be a line defect and not assembled. 6 - Component will fail requiring easy repair of subsystem.失效會讓客戶不滿。這將會導致某些子 系統性不合標准。4-零件是屬產線上的不良而不是 裝配不良 6-零件不符合子系統的簡易維修 Failure will cause high customer dissatisfaction. The failure will be detected at the final assembled state and repair costs will be extremely high .失效會讓客戶非常不滿。這種失效會出現在最后的 裝配狀態中,而且維修成本極高
FMEA常见错误分析(DFMEA)

) 原因未展开分析(认为一个失效 模式只存在一个原因); ) 未分析到真因.原因和机理不分 ) 未从设计过程角度分析原因却从 工艺角度分析.
编制 : 张薇
系统System 子系统Sub-system 部件Parts 车型Model/Vehicle: 核心小组Core Team:
项目 Project
潜在失效后果 Potential Effect(s) of Failure
E V 严 重 度
潜在失效起因/ 机 理P o t e n t i a l Cause(s)/Mech anism(s) of Failure
O C C U R 频 度
现行设计控制 Current Design Contr 预防 Prevention 探测 Detection
潜在失效后果 Potential Effect(s) of Failure
E V 严 重 度
潜在失效起因/ 机 理P o t e n t i a l Cause(s)/Mech anism(s) of Failure
O C C U R 频 度
现行设计控制 Current Design Contr 预防 Prevention 探测 Detection
设计责任Design Responsibility: 关键日期Key Date: 编制人Prepared by: FMEA日期(编制)Date(Orig):
FMEA编号NO: MK2DFMEA01
(修订)Revised
C L A S S 级 别
潜在失效模式 Potential Failure Mode
) 未针对特殊特性.和顾客抱怨 的程度; ) 未针对最严重最糟糕的情况打 分.
编制 : 张薇
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
]-p °] FMEA
syy{Ob±±¨A¤U A¨Bà¤OùXb]-p¤§G -ìPóSX]-p-zW ià°_]ó : ¤MW ±ó{¤¨ ¤°÷R¤¤R B¤B ¤¨}]-p D°wy{à¤OP¨D]-p ±±¨ ¤è: w¨– ¤R, , ¤ & -°}o ú – ú: -ì, ]-p, ia y{ FMEA °]]-pOà¤O¨±M`ós{¤¤y{à¤OP±±¨
Design for Six Sigma
]-p FMEA
¤]-p FMEA §-n
¤¨BJú]-p FMEA ¤èk
¨]-p FMEA d¨
°]-p FMEA m
7-2
~]-p
CDOV |
An- ° ~n- °U n-
§] C^ § ] C^
T ¤ { ±§ sB U¨D G § ¤p¤ -p -I
DSS/HTS provides a high -quality video and audioperformance. Audio system minimally detracts from video system performance and flexibility.
Total system price, including all hardware and programming is minimized. Fairness of dealer compensationis maximized.
{±±¨
7-23
wwq
-ì ]
-ì]ov
Y-
Occurrence of Cause (O)
-¤@-ì]oWv
Severity of Effect (S)
-¤á¨Dwy¨vT --n
{ ±± ¨ ¤è k
±±¨¨t°úà¤O
Detection power of control system (D)
7-5
°¤°ò-n¨]-p
FMEA?
b§qAà°§U§-°§á íP¤á¤@Pwb¤áqb C °¤Fw¤§~ AàP¨¤á{PC °l¨°OU¤p-I° ê¤W¨\~}o±M×s§@¨}n FMEA §iD§Ab-¤§¤J¤O A°§A`ùA¨Bi H°§U§A§X¨L±¨ìb°D
7-6
¨¤] O^ ¨¤] O^
] V^ ] V^
7-4
¤°òO
FMEA?
y¨vT
-ì]
FMEA O¤@¨t¤¤R¤UC°D¤èk :
– ~¤è – ]-p§P]-p±±¨¤p-°§C÷v¤èk
à°§U§- G
– w¤wPb – w-ì]P – -I¤j¤p±§ – §JIb¤p-°§C±a¨-I
7-8
FMEA ¤TD-n
¨t FMEA ]-p FMEA: y{ FMEA: ±M`ó×~bU L{¤¤b ±M`ópG-ìPy{X W A~iधB ¨§i§@~ B_~ y{
7-9
ó-ns§@ DFMEAH §wqi¤J¤×§q ¨twq ¤l¨twq sówq
7-10
FMEA °Aè
System is easy to operate properly. System operation is learned quickly. System operation is readily apparent. Control interface operation is simple..
V ¤ V -°¨¤
7-21
m
§Q¤U¤@-íg¤@¤v~ê ~\à¨D C|¨¨ì¤T-F¤¨ì]-p-n¨D\àXù¤è() ¤C|¤@-\àU¤U¤@y{ià C|¨C¤@\à¤@-h- -ì] ó¨C--ì]AC|X¤¤@-w¨ú-ì]¤èk±± ( ¨)
7-22
m
\à
-ì]
KJ ¤ --nXdò±oH §y FMEA ~ \à¤
±q¨D
~-p
U¨D
¨u§±
BOSE
C~\à
¨D
A
FMEA
s --n §x °-I
bb ]-p
bb ¨¤
FMEA ¤¤ò±o ¤RG¨X°±M× áò÷
±q
bb
7-16
~\à¨D
¨~-p QFD {¨u±¨D -Y¨S°QFDAh{q±`b¨W-n¨D AS§O O¨¨¤wgQL [¤JFùPP~-n¨D \à¤QXb¤@°_ |¨
Reconfiguration of the system to desired settings is accommodatedeasily/ Primary remote provides maximum number of essential functions.
Lad/1711g G.Caron/3/29/95
FMEA G°ó ?
°±NQ¤H°wy{¤¤°-I¤§D
– w¨o° – §i]-py{¤¤o{bà¤O±¨ú°
¨°Oú BáO¤°B §Y° , ¨L°Aó-n°B¤RiêHò¨ú§ó hê°TAiHy-° ±¨ú°¤§×G¤DO Ab~¤§Rg¤àX U-n¤§-I§C
7-7
FMEA: z×Pwq
– u¤v – ౤ù – Où¤O
7-17
b
E Sw~\à¨D¤è
E |¨ V u¤v V ౤ù V Où¤O ¤¤p ¤§C _±
7-18
¨C-|¤@-h- q±`O§JIb~U A¤]i]§t¤Uy{ |¨ – u¤v¤§C
±×¤n A]-psó
– ౤ù_±
-¤uP¨
Installer effort in preparing for installation is minimized. System interconnections are minimized.
Additional predominant components are accommodated easily.
- ¤@±±¨¨tà°ú¨-ì]¤§à¤O
7-24
-I§
-IiQwq°¤@o¨óo÷v G¤F°úX¨ó-ì]o¤§à¤Oc¨¤@¨
B ¨óo¤§á
°-I
(-n§Y° )
+
o÷v
+ §C-I (¤á¤) vTY-
+
-
F ± °ú ±¨ ठO ¨t
7-25
-I-
Risk Priority Number (RPN)
– Où¤O¤¤p
s±P} °-¤uPo~¨
7-19
-ì]
ó¨C- A¤@-h-b-ì] d¨ – u¤v¤§C
¨ù~óX¨
– ౤ù_±
¨¤Lyy¨¤O°×°¤¤
– Où¤O¤¤p
wì|¤¤j
7-20
{±±¨
E ¨w¨ú¤@¨-ì]J¤èk m E u{eb]-py{¤¤¨±±¨¤èk E |¨ V ¤R ]-pw - iaú -
value throughout distribution chain.
Quickness of installation is maximized System is easyto configure. The system maximizes the easeof telephone support. System assures user that he is using the systemproperly Guidance for system setup and use is clear. System integrationis maximizedover time. Attimeof installation, system integration is maximized.
RPN OFMEA éX RPN O¨H¤U¤TS¨¨ó§U±N FMEA ¤¤±MפH±wu – Y- – -ì]ov – {±±¨°úà¤O RPN O¤TSq¤á-¤§-n-p±oX
Once set up, the system is easy to live with .
System maximizes speed of access to desired functions .
System suits my environment.
System preserves room character. System blends into room unobtrusively. Room alteration to accommodate system is minimized. System looks complete not a hodge -podge . System components’ cosmetics are well matched. Visible system components evoke pride of ownership.
7-12
2 ¤èk
FMEA ¤¤ FMEA ±NáO¤~২
¨ú
u§±Co¨ A¨Bu{¨úiàO --nX- A¤J FMEA ¤¤
§A|°DoNO§ --n±¨ú¤èk
7-13
FMEA ¤
H¤¤èO°O-n ád±a/±a¤ Pq G
– sy° – ¨°(¤P~ ) – ¤U – ± – UA°Ní – ~°Ní