起重吊耳标准[1]
起重吊耳标准
起重吊耳标准文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]COSCO (NANTONG) SHIPYARD CO.,LTD.工艺技术文件TECHNICAL DOCUMENT工程名称WORKS ITEM:起重吊耳选用标准工号WORKS NUMBER:编制ORGNIAZATION:校对PROOF-READING:审核CHECK BY:起重吊耳选用标准一.对吊耳制作与安装的工艺要求:1)吊耳所用的钢材应具有良好的可焊性。
焊接应采用碱性焊条(如J507焊条),焊脚尺寸应符合规定要求。
2)吊耳的孔眼宜采用钻孔。
气割孔眼应磨光,以免损坏索具。
3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。
4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。
5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。
6)吊耳安装处的船体内部构件应进行双面连续焊,连续焊范围约1m。
吊耳及其安装处船体内部构件的焊接质量,均应作认真检查。
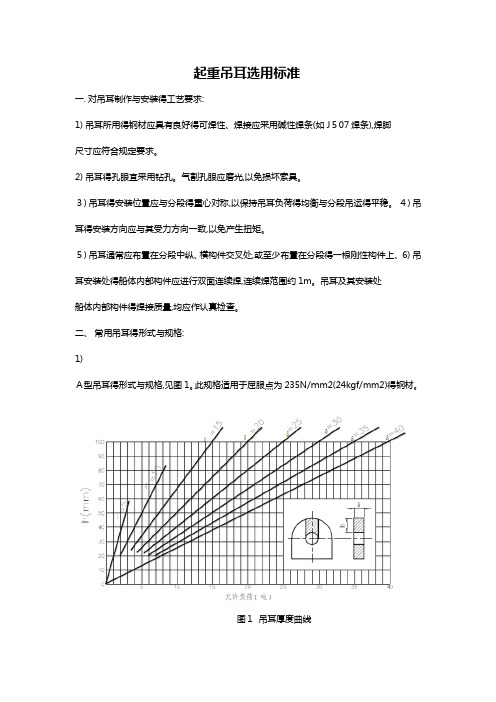
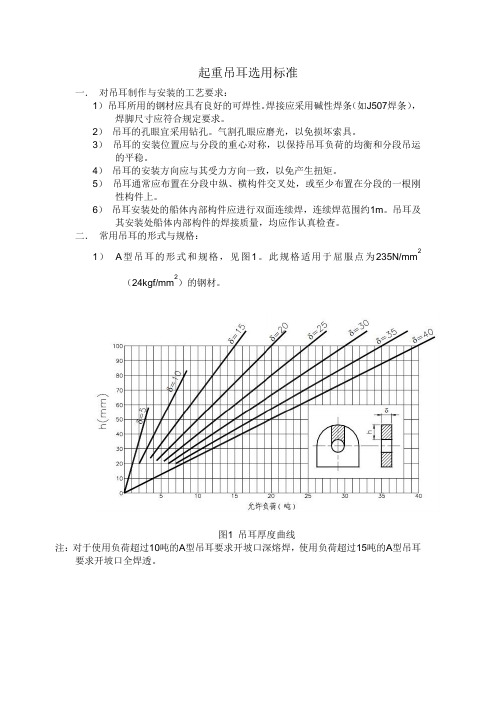
二.常用吊耳的形式与规格:1)A型吊耳的形式和规格,见图1。
此规格适用于屈服点为235N/mm2(24kgf/mm2)的钢材。
图1 吊耳厚度曲线注:对于使用负荷超过10吨的A型吊耳要求开坡口深熔焊,使用负荷超过15吨的A型吊耳要求开坡口全焊透。
2)B型吊耳的形式和规格,见表1。
表1 B型吊耳的形式和规格注:此表适用于屈服点为235N/mm2(24kgf/mm2)的钢材。
本吊耳仅对吊耳安装位置母材板厚较薄时选用,其它情况下不推荐使用。
3)D型吊耳的形式和规格,见表2。
表2 D型吊耳的形式和规格注:(1)此表适用于屈服点为:235N/mm2(24kgf/mm2)的钢材。
(2) 对于使用负荷超过15吨的D 型吊耳要求开坡口深熔焊,使用负荷超过20吨的D 型吊耳要求开坡口全焊透。
三. 起重吊耳的强度计算:吊耳的允许负荷按下式计算: 式中:P ——吊耳允许的负荷,kgf ;D ——起重量(包括加强材料等重量),kgf ; c ——不均匀受力系数,取c=1.5~2; n ——同时受力的吊耳数。
(完整word版)起重吊耳标准(word文档良心出品)
COSCO (NANTONG) SHIPYARD CO.,LTD.工艺技术文件TECHNICAL DOCUMENT工程名称WORKS ITEM:起重吊耳选用标准工号WORKS NUMBER:编制ORGNIAZATION:校对PROOF-READING:审核CHECK BY:起重吊耳选用标准一.对吊耳制作与安装的工艺要求:1)吊耳所用的钢材应具有良好的可焊性。
焊接应采用碱性焊条(如J507焊条),焊脚尺寸应符合规定要求。
2)吊耳的孔眼宜采用钻孔。
气割孔眼应磨光,以免损坏索具。
3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。
4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。
5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。
6)吊耳安装处的船体内部构件应进行双面连续焊,连续焊范围约1m。
吊耳及其安装处船体内部构件的焊接质量,均应作认真检查。
二.常用吊耳的形式与规格:吨的A型吊耳要求开坡口全焊透。
2)注:此表适用于屈服点为235N/mm2(24kgf/mm2)的钢材。
表2 D 型吊耳的形式和规格注:(1) 此表适用于屈服点为:235N/mm 2(24kgf/mm 2)的钢材。
(2) 对于使用负荷超过15吨的D 型吊耳要求开坡口深熔焊,使用负荷超过20吨的D 型吊耳要求开坡口全焊透。
三. 起重吊耳的强度计算:吊耳的允许负荷按下式计算:ncDP =式中:P ——吊耳允许的负荷,kgf ;D ——起重量(包括加强材料等重量),kgf ; c ——不均匀受力系数,取c=1.5~2; n ——同时受力的吊耳数。
吊耳的强度按下列公式校验: 正应力 ][m i nσσ<=F Pksσσ=][ 切应力 ][m i nττ<=A P][6.0][στ=式中:F min ——垂直于P 力方向的最小截面积,mm 2 A min ——平行于P 力方向的最小截面积,mm 2 σs ——材料的屈服点,N/mm 2(kgf/mm 2) [σ]——材料许用正应力,N/mm 2(kgf/mm 2) [τ]——材料许用切应力,N/mm 2(kgf/mm 2) k ——安全系数,取k=2.5~3.0在一般情况下,吊耳强度仅校验其剪切强度即可。
起重吊耳选用标准
起重吊耳选用标准一.对吊耳制作与安装得工艺要求:1)吊耳所用得钢材应具有良好得可焊性、焊接应采用碱性焊条(如J507焊条),焊脚尺寸应符合规定要求。
2)吊耳得孔眼宜采用钻孔。
气割孔眼应磨光,以免损坏索具。
3)吊耳得安装位置应与分段得重心对称,以保持吊耳负荷得均衡与分段吊运得平稳。
4)吊耳得安装方向应与其受力方向一致,以免产生扭矩。
5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段得一根刚性构件上、6)吊耳安装处得船体内部构件应进行双面连续焊,连续焊范围约1m。
吊耳及其安装处船体内部构件得焊接质量,均应作认真检查。
二、常用吊耳得形式与规格:1)A型吊耳得形式与规格,见图1。
此规格适用于屈服点为235N/mm2(24kgf/mm2)得钢材。
图1吊耳厚度曲线注:对于使用负荷超过10吨得A型吊耳要求开坡口深熔焊,使用负荷超过15吨得A型吊耳要求开坡口全焊透。
注:(1)此表适用于屈服点为:235N/mm2(24kgf/mm2)得钢材。
(2)对于使用负荷超过15吨得D型吊耳要求开坡口深熔焊,使用负荷超过20吨得D 型吊耳要求开坡口全焊透。
三。
起重吊耳得强度计算:四.各种形式吊耳得选用(参见表3):表3各种形式吊耳得选用在特殊情况下,无法按本标准选用吊耳时,可自行设计特种吊耳,但相关得计算及说明须经技术部审核通过。
1.焊接块得材料需为S355J2+N(1。
0577+N,ST52-3N,BS4360、50D.AISI1019等。
、)ﻫ2.焊接前,接触表面需保持清洁无铁屑、油污、油漆、炉渣或任何其她污染物。
表面如已腐蚀,焊接表面必须完全将铁屑去除。
若有油漆也需完全去除。
3、焊接母材含碳量必须低于0。
40%。
ﻫ4、室温低于10℃时,焊接之前表面需做预热动作。
ﻫﻫYOKE焊接型吊耳(YOKE焊接吊环)焊接1、焊接点须具备足以载重之荷重需求。
2。
进行最后一道焊接之前,必须清理焊道以避免夹渣。
3。
焊接作业一旦开始请勿中断,避免元件冷却。
常用吊耳标准

常用吊耳标准甘肃火电工程公司工程管理部二○○五年十一月靳旭东马宝成编写:师自知1.说明起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。
其中,吊耳的安全性直接影响到设备、人身安全。
为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。
1.1适用范围本标准适用于公司所有施工项目相关工作。
1.2 参考文件化工行业标准,HG/T21574-94《设备吊耳》《现场起重常用计算》。
2.吊耳的分类和技术要求2.1 吊耳的分类施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。
一种是钢板焊制的吊耳,用于较重工件。
一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。
由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。
各种吊耳的型式与公称吊重见表1-1各种吊耳的型式与公称吊重表1-1吊耳的分类与公称吊重范围2.2 吊耳的材料和制造技术要求2.2.1 吊耳的材料圆钢吊耳用3#钢,禁止用螺纹钢。
板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。
管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。
垫板材料应于垫板联接的工作母材相同。
2.2.2 吊耳的加工和装配板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。
吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。
吊耳内孔需打磨光滑,不能有凹凸棱角。
2.2.3 吊耳的检验吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
3 圆钢吊耳3.1 适用范围与说明圆钢吊耳适用于轻型工件的吊装,A型吊耳主要是焊缝受力,用于1000㎏以下工件,B型吊耳用于5T以下工件,绝对禁止螺纹钢加工吊耳。
3.2 结构形式和加工尺寸A、B型圆钢吊耳的形式与尺寸如图3-1、3-2所示。
东宝集团船舶制造有限公司起重吊耳选用标准
起重吊耳选用标准一.对吊耳制作与安装的工艺要求:1)吊耳所用的钢材应具有良好的可焊性。
焊接应采用碱性焊条(如J507焊条),焊脚尺寸应符合规定要求。
2)吊耳的孔眼宜采用钻孔。
气割孔眼应磨光,以免损坏索具。
3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。
4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。
5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。
6)吊耳安装处的船体内部构件应进行双面连续焊,连续焊范围约1m。
吊耳及其安装处船体内部构件的焊接质量,均应作认真检查。
二.常用吊耳的形式与规格:1)A型吊耳的形式和规格,见图1。
此规格适用于屈服点为235N/mm2(24kgf/mm 2)的钢材。
图1 吊耳厚度曲线注:对于使用负荷超过10吨的A型吊耳要求开坡口深熔焊,使用负荷超过15吨的A型吊耳要求开坡口全焊透。
2)B型吊耳的形式和规格,见表1。
3)D型吊耳的形式和规格,见表2。
注:(1) 此表适用于屈服点为:235N/mm 2(24kgf/mm 2)的钢材。
(2) 对于使用负荷超过15吨的D 型吊耳要求开坡口深熔焊,使用负荷超过20吨的D 型吊耳要求开坡口全焊透。
三. 起重吊耳的强度计算:吊耳的允许负荷按下式计算:ncDP =式中:P ——吊耳允许的负荷,kgf ;D ——起重量(包括加强材料等重量),kgf ; c ——不均匀受力系数,取c=1.5~2; n ——同时受力的吊耳数。
吊耳的强度按下列公式校验:式中:Fmin ——垂直于P力方向的最小截面积,mm2A min ——平行于P力方向的最小截面积,mm2σs ——材料的屈服点,N/mm2(kgf/mm2)[σ]——材料许用正应力,N/mm 2(kgf/mm2)[τ]——材料许用切应力,N/mm 2(kgf/mm2)k——安全系数,取k=2.5~3.0在一般情况下,吊耳强度仅校验其剪切强度即可。
起重吊耳标准

COSCO (NANTONG) SHIPYARD CO.,LTD.工艺技术文件TECHNICAL DOCUMENT工程名称WORKS ITEM :起重吊耳选用标准工号WORKS NUMBER :编制ORGNIAZATION :校对PROOF-READING :审核CHECK BY :起重吊耳选用标准一.对吊耳制作与安装的工艺要求:1)吊耳所用的钢材应具有良好的可焊性。
焊接应采用碱性焊条(如J507 焊条),焊脚尺寸应符合规定要求。
2)吊耳的孔眼宜采用钻孔。
气割孔眼应磨光,以免损坏索具。
3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。
4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。
5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。
6)吊耳安装处的船体内部构件应进行双面连续焊,连续焊范围约1m。
吊耳及其安装处船体内部构件的焊接质量,均应作认真检查。
二.常用吊耳的形式与规格:1) A 型吊耳的形式和规格,见图 1。
此规格适用于屈服点为 235N/mm 2(24kgf/mm 2)的钢材。
图 1吊耳厚度曲线注:对于使用负荷超过10 吨的 A 型吊耳要求开坡口深熔焊,使用负荷超过15吨的 A 型吊耳要求开坡口全焊透。
2) B 型吊耳的形式和规格,见表1。
表 1 B 型吊耳的形式和规格允许负荷吊耳尺寸( mm )吊耳重量(吨 )δH B R rδ1l b( kg)7.51220022011030123001407.3101520022011030153001409.112.518220240120401832016013.01522220240120401832016014.32030220240120402232016018.42540220240120403032016024.8注:此表适用于屈服点为235N/mm 2(24kgf/mm2)的钢材。
常用吊耳标准
常用吊耳标准Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】常用吊耳标准甘肃火电工程公司工程管理部二○○五年十一月批准:靳旭东审核:马宝成编写:师自知1.说明起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。
其中,吊耳的安全性直接影响到设备、人身安全。
为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。
适用范围本标准适用于公司所有施工项目相关工作。
参考文件化工行业标准,HG/T21574-94《设备吊耳》《现场起重常用计算》。
2.吊耳的分类和技术要求吊耳的分类施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。
一种是钢板焊制的吊耳,用于较重工件。
一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。
由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。
各种吊耳的型式及公称吊重见表1-1各种吊耳的型式及公称吊重吊耳的分类及公称吊重范围吊耳的材料和制造技术要求吊耳的材料圆钢吊耳用3#钢,禁止用螺纹钢。
板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。
管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。
垫板材料应于垫板联接的工作母材相同。
吊耳的加工和装配板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。
吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。
吊耳内孔需打磨光滑,不能有凹凸棱角。
吊耳的检验吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
3 圆钢吊耳适用范围及说明圆钢吊耳适用于轻型工件的吊装,A型吊耳主要是焊缝受力,用于1000㎏以下工件,B型吊耳用于5T以下工件,绝对禁止螺纹钢加工吊耳。
起重吊耳标准
****市************公司工艺文件工程名称WORKS ITEM:起重吊耳选用标准工号WORKS NUMBER:编制ORGNIAZATION:校对PROOF-READING:审核CHECK BY:起重吊耳选用标准一.对吊耳制作与安装的工艺要求:1)吊耳所用的钢材应具有良好的可焊性。
焊接应采用碱性焊条(如J507焊条),焊脚尺寸应符合规定要求。
2)吊耳的孔眼宜采用钻孔。
气割孔眼应磨光,以免损坏索具。
3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。
4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。
5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。
6)吊耳安装处的船体内部构件应进行双面连续焊,连续焊范围约1m。
吊耳及其安装处船体内部构件的焊接质量,均应作认真检查。
二.常用吊耳的形式与规格:吨的A型吊耳要求开坡口全焊透。
2)Array注:此表适用于屈服点为235N/mm2(24kgf/mm2)的钢材。
表2 D 型吊耳的形式和规格注:(1) 此表适用于屈服点为:235N/mm 2(24kgf/mm 2)的钢材。
(2) 对于使用负荷超过15吨的D 型吊耳要求开坡口深熔焊,使用负荷超过20吨的D 型吊耳要求开坡口全焊透。
三. 起重吊耳的强度计算:吊耳的允许负荷按下式计算:ncDP =式中:P ——吊耳允许的负荷,kgf ;D ——起重量(包括加强材料等重量),kgf ; c ——不均匀受力系数,取c=1.5~2; n ——同时受力的吊耳数。
吊耳的强度按下列公式校验: 正应力 ][m inσσ<=F Pksσσ=][ 切应力 ][minττ<=A P][6.0][στ=式中:F min ——垂直于P 力方向的最小截面积,mm 2 A min ——平行于P 力方向的最小截面积,mm 2 σs ——材料的屈服点,N/mm 2(kgf/mm 2) [σ]——材料许用正应力,N/mm 2(kgf/mm 2) [τ]——材料许用切应力,N/mm 2(kgf/mm 2) k ——安全系数,取k=2.5~3.0在一般情况下,吊耳强度仅校验其剪切强度即可。
吊耳标准
常用吊耳标准甘肃火电工程公司工程管理部二○○五年十一月批准:靳旭东审核:马宝成编写:师自知1.说明起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。
其中,吊耳的安全性直接影响到设备、人身安全。
为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。
适用范围本标准适用于公司所有施工项目相关工作。
参考文件化工行业标准,HG/T21574-94《设备吊耳》《现场起重常用计算》。
2.吊耳的分类和技术要求吊耳的分类施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。
一种是钢板焊制的吊耳,用于较重工件。
一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。
由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。
各种吊耳的型式及公称吊重见表1-1各种吊耳的型式及公称吊重表1-1吊耳的分类及公称吊重范围续表1-1吊耳的材料和制造技术要求2.2.1 吊耳的材料圆钢吊耳用3#钢,禁止用螺纹钢。
板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。
管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。
垫板材料应于垫板联接的工作母材相同。
2.2.2 吊耳的加工和装配板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。
吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。
吊耳内孔需打磨光滑,不能有凹凸棱角。
2.2.3 吊耳的检验吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
3 圆钢吊耳适用范围及说明圆钢吊耳适用于轻型工件的吊装,A型吊耳主要是焊缝受力,用于1000㎏以下工件,B型吊耳用于5T以下工件,绝对禁止螺纹钢加工吊耳。
结构形式和加工尺寸A、B型圆钢吊耳的形式及尺寸如图3-1、3-2所示。
起重吊耳标准
COSCO (NANTONG) SHIPYARD CO.,LTD.工艺技术文件TECHNICAL DOCUMENT工程名称WORKS ITEM:起重吊耳选用标准工号WORKS NUMBER:编制ORGNIAZATION:校对PROOF-READING:审核CHECK BY:起重吊耳选用标准一.对吊耳制作与安装的工艺要求:1)吊耳所用的钢材应具有良好的可焊性。
焊接应采用碱性焊条(如J507焊条),焊脚尺寸应符合规定要求。
2)吊耳的孔眼宜采用钻孔。
气割孔眼应磨光,以免损坏索具。
3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。
4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。
5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。
6)吊耳安装处的船体内部构件应进行双面连续焊,连续焊范围约1m。
吊耳及其安装处船体内部构件的焊接质量,均应作认真检查。
二.常用吊耳的形式与规格:吨的A型吊耳要求开坡口全焊透。
2)Array注:此表适用于屈服点为235N/mm2(24kgf/mm2)的钢材。
表2 D 型吊耳的形式和规格注:(1) 此表适用于屈服点为:235N/mm 2(24kgf/mm 2)的钢材。
(2) 对于使用负荷超过15吨的D 型吊耳要求开坡口深熔焊,使用负荷超过20吨的D 型吊耳要求开坡口全焊透。
三. 起重吊耳的强度计算:吊耳的允许负荷按下式计算:ncDP =式中:P ——吊耳允许的负荷,kgf ;D ——起重量(包括加强材料等重量),kgf ; c ——不均匀受力系数,取c=1.5~2; n ——同时受力的吊耳数。
吊耳的强度按下列公式校验: 正应力 ][minσσ<=F Pksσσ=][ 切应力 ][minττ<=A P][6.0][στ=式中:F min ——垂直于P 力方向的最小截面积,mm 2 A min ——平行于P 力方向的最小截面积,mm 2 σs ——材料的屈服点,N/mm 2(kgf/mm 2) [σ]——材料许用正应力,N/mm 2(kgf/mm 2) [τ]——材料许用切应力,N/mm 2(kgf/mm 2) k ——安全系数,取k=2.5~3.0在一般情况下,吊耳强度仅校验其剪切强度即可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
南通中远船务工程有限公司COSCO (NANTONG) SHIPYARD CO.,LTD.工艺技术文件TECHNICAL DOCUMENT工程名称WORKS ITEM:起重吊耳选用标准工号WORKS NUMBER:编制ORGNIAZATION:徐昊校对PROOF-READING:审核CHECK BY:起重吊耳选用标准一.对吊耳制作与安装的工艺要求:1)吊耳所用的钢材应具有良好的可焊性。
焊接应采用碱性焊条(如J507焊条),焊脚尺寸应符合规定要求。
2)吊耳的孔眼宜采用钻孔。
气割孔眼应磨光,以免损坏索具。
3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。
4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。
5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。
6)吊耳安装处的船体内部构件应进行双面连续焊,连续焊范围约1m。
吊耳及其安装处船体内部构件的焊接质量,均应作认真检查。
二.常用吊耳的形式与规格:吨的A型吊耳要求开坡口全焊透。
2)注:此表适用于屈服点为235N/mm2(24kgf/mm2)的钢材。
表2 D 型吊耳的形式和规格注:(1) 此表适用于屈服点为:235N/mm 2(24kgf/mm 2)的钢材。
(2) 对于使用负荷超过15吨的D 型吊耳要求开坡口深熔焊,使用负荷超过20吨的D 型吊耳要求开坡口全焊透。
三. 起重吊耳的强度计算:吊耳的允许负荷按下式计算:ncDP =式中:P ——吊耳允许的负荷,kgf ;D ——起重量(包括加强材料等重量),kgf ; c ——不均匀受力系数,取c=1.5~2; n ——同时受力的吊耳数。
吊耳的强度按下列公式校验: 正应力 ][m inσσ<=F Pksσσ=][ 切应力 ][minττ<=A P][6.0][στ=式中:F min ——垂直于P 力方向的最小截面积,mm 2 A min ——平行于P 力方向的最小截面积,mm 2 σs ——材料的屈服点,N/mm 2(kgf/mm 2) [σ]——材料许用正应力,N/mm 2(kgf/mm 2) [τ]——材料许用切应力,N/mm 2(kgf/mm 2) k ——安全系数,取k=2.5~3.0在一般情况下,吊耳强度仅校验其剪切强度即可。
当有必要时,也可校验其弯曲强度。
吊耳的焊缝按规定要求施焊时,可不作强度校验。
当采用不同钢材时,换算公式为:吊耳允许负荷 '''σσsP P •= 式中:P ——按原钢种计算得出的吊耳允许负荷,kgf P ’——新钢种的换算允许负荷,kgfσs ——原钢种的屈服点,一般即取σs =235N/mm 2(24kgf/mm 2) σs ’——新钢种的屈服点,N/mm 2(kgf/mm 2) 四. 各种形式吊耳的选用(参见表3):表3 各种形式吊耳的选用在特殊情况下,无法按本标准选用吊耳时,可自行设计特种吊耳,但相关的计算及说明须经技术部审核通过。
上层建筑分段建造及预合拢通用工艺一. 目的:为了进一步提高我厂建造入级钢质船舶上层建筑建造质量。
二. 适用范围:本工艺通用于我厂承接的各类船舶上层建筑分段建造及预合拢。
三. 质量控制点:船舶上层建筑简称上建,是船员的生活居住区域,上建分段的质量尤其是围壁、甲板的平整度以及整体美观显得尤为重要。
四. 工艺总则:->w十不准:1不准用手工割刀切割板材(除圆角外);2、不准在板材上随意引弧及焊拉码、靠山之类的杂物;3、不准用铁锤锤击钢板;4、不准无证施焊、带水施焊;5、不准使用铁粉焊条;6、不准使用大电流、粗焊条搭焊;7、不准上道工序问题遗留到下道工序;8、不准上道工序未检验、报检合格进入下道工序;9、不准随意进行壁板校正;10、不准随意变更施工工艺。
十必须:1、板放线后,必须复核走方度,检查垂直线,理论线标注、收缩加放量等;2、构件安装,必须使用角尺,打好斜撑;3、围壁吊装,必须吊砣、打好斜撑;4、围壁交接,必须弹线装配;5、分段组装,必须按图检查安装是否正确完整,测量主尺度、垂直线数据,经区域/主管认可后交电焊;6、型材拼板,必须标识清楚,合理套用,避免材料浪费;7、吊码安装,必须焊前口头交验,焊后书面交验;8、各道工序,必须扫尾完、报检完方可进入下道工序;9、焊接工艺,与板材相连部位的电焊必须用CO2焊;10、分段校正,必须弹线用烘枪双道校正电焊应力区。
1、内场应按要求下料和预制构件(详见《船体建造通用工艺》)质量标准摘抄如下:项目标准项目标准自由边圆角R2 滚平板不平度<2/1000L烧焊边锯齿<1 型材校直度<1/1000L端面不垂直度<1 槽型壁压制波形间距误差±2T型材面板与复板垂直度偏差±1 槽型壁压制不平度<3板材缺陷<0.3 焊接缺陷修补完T型材校直±2 毛头、弧坑等补磨妥数切跑线<32、外场车间认真清点、验收上道工序的来料,剔除不合格件并及时与车间主管、区域长及项目经理部反馈联系。
3、拼板:(1)、楼子建造的板材必须由平板机滚平释放应力后,交拼板区域使用(对于有大于3mm的翘曲变形的板,需拖回内场重平,以消除起翘变形),拼缝边必须铣边;(2)、按工艺拼板图及套料图进行板材下料,切割一律使用自动割具,切割后的板材必须根据套料图进行标识,余料按套料图标注清楚,整齐堆放以便使用;(3)、拼板拼接板缝根据板厚留放0.5~1mm间隙以保证电焊熔透,板缝不允许有错位,注意板厚差,过渡坡口应在拼板前处理好(尽量采用机械刨边);(4)、δ6以下板拼缝全部采用Φ1.6焊丝自动焊施焊;δ7板拼缝搭焊面用φ1.6焊丝自动焊单面,翻身后用φ3.2焊丝埋弧自动焊第二面施焊;δ8以上板拼缝全部采用φ3.2焊丝自动焊施焊;(5)、施焊应参照板厚控制电流电压、速度,焊道宽度为1.4倍的板厚。
如:δ7的板材焊道宽度为1.4* 7≈10mm(槽形舱壁的拼板缝参照此执行)。
(6)、焊后补焊打磨清除焊接缺陷,拼板的搭焊点超出焊道的必须清除,同时用木锤敲击焊缝以释放应力,处理完毕焊缝涂防锈漆,标识后交下道工序;(7)、拼板时注意拼板走方度,尺寸校对;超宽、超长拼板可分几片交下道工序,对于整造分吊分段断缝处加放10mm余量。
4.型材下料:(1)、内场型材校直后交下料,下料施工队认真验收上道工序的来料有无翘曲扭转挠度等缺陷,剔除不合格件并及时向车间主管、区域长反馈联系拖回校直;(2)、按下料明细表要求的规格、尺寸并参照PD11、PD12留50MM余量,PD21、PD22留30MM余量,PD31、PD32及以上各层均留15MM余量进行型材下料,切口一定要用角尺划线;同时注意型材是否有斜长、斜头,是否为弹性结构;(3)、型材接长时,长度不得小于3倍型材高度且不小于300MM,相同型材互相错开一个档距以上,并错开板缝、强构件100MM以上。
型材接长,需套料使用,避免短头浪费;(4)、按图开过焊孔,到余量边缘开成长R形(端部用小样板画线),并将焊接端氧化铁清除、超标锯齿(>1mm)补磨,自由边(圆角R2)打磨妥;(5)、型材落料后,应用油漆标注船名、分段、零件的名称、件号、安装位置(肋号)以及长度等,且型材落料后,要求先自检,再向主管报检,检验合格后,分类码堆,捆扎好;(6)、分段建造型材安装前,应检查型材校直度,有必要角铁扶材及120以上球扁钢需再次校直(只允许敲击)后方可安装,对于小于120的球扁钢扶材必须进行反变形处理(只允许敲击)后方可安装,反变形值在2L/1000,(L为扶强材长度)经验数据2mm/1m。
(二)、纵、横围壁分片预制;1、构件围壁预制:(1)、所有外围壁及平内壁板预制必须在网状胎架或铁平台上进行。
(2)、根据甲板加放电焊收缩量情况,相应围壁放线每档加放电焊收缩量;并注意斜长;分片四边按照规定加放余量;理论线准确标注;注意外围壁水平板缝交圈,尽可能选用板缝成型好的一面做光面;放线后按图复查,必须校对走方,确认后进行下一步工作。
(3)、安装扶材要注意理论线及扶材安装方向,对每片围壁扶材规格,上、下口端部节点型式(弹性、刚性、斜头及有无斜伸长等)要求看清图纸。
安装前将与板缝交叉处板缝磨平。
(4)、扶材安装时要用角尺(活尺),定位焊要求间距250~300mm,定位焊长度30mm左右(间断焊部位先用样板划出,在施焊区域内搭焊),冷作工必须使用面罩进行搭焊工作,搭焊焊喉要小,扶材与壁板角焊间隙<0.5mm;构件安装完毕,壁板多余部位割除。
(5)、壁板自由边必须使用自动割具,转角四周飞边加放20mm余量待大合拢切除。
(6)、扶材安装完毕后,方可开窗孔,门窗开孔四周各边留20mm余量,即长宽比实际尺寸少40mm,待装窗门时再切除,较弱壁板门下口留600mm左右作为门下口帮材。
分片预制时窗孔不要全部切除,留部分点暂时不割,以保证分片强度,吊装后切割,氧化铁清除并用木锤敲击气割边缘,释放收缩应力。
(7)、尤其要注意所有门窗两侧的垂直扶材无特殊情况须相背安装;门窗框的水平扶材避免烧仰焊,可在分片预制时用CO2焊先行焊妥。
(8)、扶材两端包角打磨妥,分片吊装前必须扫尾完,只保留下行焊工作,否则不允许吊装。
8m以上壁板翻身、吊装必须使用抬梁。
(9)、绑材的安装非构件面距合拢口300mm弹线安装,安装前帮材接妥、校直。
(10)、板厚>7mm壁板预制片可使用角焊机烧平角焊。
施焊前在分片非构件面距上下口300mm的自由端水平方向各安装一根帮材,帮好后帮材要与铁平台或胎架固定妥后方可施焊,以保证板面的平整度。
帮材帮前要求接妥、校直再帮,根据需要必要时中间再加一道临时帮材预防焊接变形。
必须严格控制电流,从中部向四周间断跳跃施焊,焊后拆除中间临时帮材。
2.槽型壁板预制:(1)、高度方向须拼接的槽形壁板应拼板后压制,确保上、下槽型对接一致。
(2)、认真验收上道工序的来料,波形槽的压制不平度≥3mm退回内场重新处理,否则须得到车间认可方准施工。
(3)、槽形壁的拼板严格按工艺拼板图,波距尺寸一定要保证,以保证上、下分段槽形壁板对筋,特别是敞口处如梯道口、管系、电缆通道、电梯、升降梯间(若有差错修复时损失很大)。
(4)、槽形壁的放线必须走方,放线标识清楚,放线完毕必须复尺,贯穿孔按节点图进行,并参阅结构图方可动刀。
(5)、同时根据甲板加放收缩量情况,相应围壁放线加放收缩量,内外壁放线时扶材、围壁均应放出,高度方向余量加放同壁板预制(50/30/15mm)。
(6)、必须在平整、坚固场地拼板,距下口300mm加帮材,板缝应根据板厚留0.5~1mm间隙,板缝尽量采用CO2焊接,采用手工焊时,不允许用铁粉焊条;(7)、正面焊磨好翻身垫平,焊道打磨清洁后继续焊接板缝(6m以上围板要用吊梁进行翻身),板缝要求平直光顺,拼板后用木锤敲击焊缝以释放应力。