电热水壶工艺流程图.doc
电水壶工艺流程图

总装工序 11 综合测试
包装工序 13 清洁壶身
包装工序 15 装吊牌/说明书
包装工序 17 装底座/贴条码/封箱
编制:
流 水 生 产 线
审核:
总装工序 02 装温控器
总装工序 04 装底座盖
维
修
总装工序 06
或
装蒸汽开关
返
工
总装工序 08 插电源线/压线码
总装工序 10
装壶盖
包装工序 12 干烧/老化测试
包装工序 14
贴标签
包装工序 16 壶身/说明书/ 壶盖/装彩盒
包装工序 18
装外箱
批审:
制订部门 制订日期 生效日期
工有限企业 QLS-121A 电水壶工艺步骤图
文件编号 版本号 页次
QLS-ENG-001 A/0
共 1 页第 1 页
总装工序 01 插连接线
总装工序 03 装指示灯
维
总装工序 05
修
装手柄
或
返
工
总装工序 07
装手柄盖
总装工序 09 装底板
电热水器工艺路线图
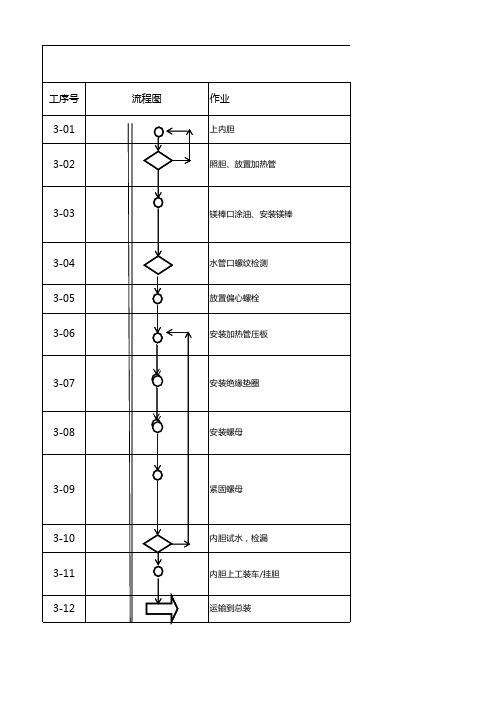
1、加热管紧固到位; 2、镁棒无偏斜。 偏心螺栓放置卡槽内到位 1、检验加热管是否变形; 2、加热管弯管朝向水管一侧; 3、胆口胶垫放正,无偏斜。 1、检验绝缘垫圈是否变形开裂; 2、电阻线安装时电阻朝向法兰内侧。 1、螺母预拧2圈; 2、螺母无装偏; 3、螺母无变形破裂不良。
1、螺母均匀紧固到位; 2、压板均匀压到位; 3、压板无压偏。 1、气压压力达到要求; 2、保压时间达到要求。 1、内胆不能落地放置; 2、加热管方向朝外。 1、内胆无掉落; 2、内胆无碰变形。
3-29 3-30
穿排线,固定排线
放置胆口泡
3-31
注发泡料
3-32 3-35
安装上端盖
穿电源线
3-36 3-37
安装电源线卡套
清理温度表位置发泡料
3-38
卸夹具
3-39
粘贴铭牌、水管口抹胶、放置绝缘水 管
3-40
紧固绝缘水管
3-41 3-42
绝缘水管检测 发泡外观检测
3-43
试气检漏
3-44
返修
1、使用工具将螺母紧固到位
1、取一七芯排线,从排线口传穿入 2、用海绵将其固定在外壳上 1、理顺内胆发泡塑料袋 2、取一胆口泡,将胆口泡放置到位
1、先将发泡机对准胆口泡旁边内胆朔料袋; 2、提前按照注泡工艺参数将机型所需的注泡量设 计好,将注泡管插入主机胆口泡沫旁朔料袋内,然 后按操作参数进行注泡;
1、注意螺钉打到电控板线路; 2、电源板元件完整无缺,焊锡整齐无 连焊脱焊; 3、红色端子、白色端子是否接好; 4、检查连接线是否有破损; 5、检查安装盖是否有污脏、刮花。
1、注意指示灯支架方向正确 2、螺钉只需打前后面三颗,否则防水 盒装不上 3、注意螺钉打到电控板线路; 2、电源板元件完整无缺,焊锡整齐无 连焊脱焊; 4、检查排线端子是否开裂不良; 1、搬运过程中注意掉胆,防止搪瓷爆 裂; 1、不允许使用铁质工装敲击内胆挂 钩; 2、挂钩要砸平整,不能突起或起翘。 1、螺母放置到位; 2、螺母孔与内胆壁挂孔正对。 1、橡塑棉粘贴无歪斜; 2、海绵粘贴到位; 3、检验海绵是否变形,变形退次报废 处理,不得使用。 1、装配过程注意对塑料袋保护,防止 破裂; 1、检验绝缘板是否变形; 2、检验绝缘板无漏装。
精品电热水壶工艺流程图
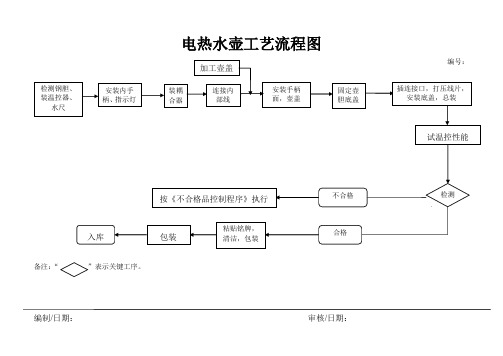
电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
电热水壶工艺流程图

电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
电热水壶成品装配流程图

包装
○
—
彩盒
1
|
—
大箱
按客户要求(如1/6,1/8或1/12)
|
—
PE袋(大)
1
|
—
PE袋(小)
1
|
—
说明书
1
▽
入仓
更改
标记
更改
处数
更改
方式
更改
人
更改
日期
编制
日期
审批
日期
EKS12105成品装配流程图
编 号:WI-CL0809-001/A0
制定日期:2014年4月16日
生效日期:2014年4月20日
工序
工序名称
流向
物料名称
规格
数量
备注
00
维修
01
壶身检查
○
—
壶身组件
SUS
1
02
涂导热硅脂
○
—
温控器
AC250V10A
1
|
—
导热硅脂
适量
↓
03
装温控器
○
—
M3螺丝
3X6
3
规格
数量
备注
10
装手柄盖
○
—
手柄盖
PP
1
|
—
开关按钮
PP
1
|
—
开盖按钮
PP
1
|
—
自攻螺丝
3X8
1
↓
11
装电源底座
○
—
底座上盖
PP
1
|
—
底座下盖
PP
1
|
—
联接器
电热水壶设计流程1

通过杠杆原理推动电源开关,从而使电热水壶在水烧开后自动断电。其断电
是不可自复位的,故断电后水壶不会自动再加热。
Tankertanker Design
Tankertanker Design
总结
Tankertanker Design
•
目前市场出现了很多各式各样的的电热水壶,随着新材料和新技术不断更新与发展,
•
感情上的亲密,发展友谊;钱财上的 亲密, 破坏友 谊。21.1.102021年1月 10日星 期日5时14分0秒21.1.10
谢谢大家!
电水壶小巧玲珑,不论放在哪里都不会占位置。办公 室的白领、工厂的工人、学校的学生,三口之家、单 身老人这都是必须品,一年四季都可以用来烧开水喝, 每天早上起来喝一杯凉开水,对身体健康,有利于清 理肠道垃圾。
Tankertanker Design
客厅环境
办公室环境
Tankertanker Design
结构、功能、材料、的分析
材料
功能 功能
材料
功能
材料
功能
Tankertanker Design
工作原理
Tankertanker Design
Tankertanker Design
•
电热水壶工作原理是采用的是 蒸气智能感应控制,过热保护,水煮
沸自动断电、防干烧断电,快速沸水。
• 蒸气智能感应控制:
•
利用水沸腾时产生的水蒸汽使蒸汽感温元件的双金属片变形,并利用变形
一.设计的计划阶段
Tankertanker Design
时间安排表
Tankertanker Design
日期/
Tankertanker Design
电热水壶 工艺材料分析

5
Nanjing University of Science & Technology
加工工艺
产品的工程化设计
异型面注塑: 异型面注塑:
中间加置型芯的单型面分模注塑 壶身部分: 中间加置型芯 壶身部分:壶身部分采用中间加置型芯
@ 2005 Nanjing University of Science & Technology . School of Mechanic Engineering . Department of Design Art
PC(聚碳酸酯)无色透明,无毒无味,具有良好的 耐热性,抗冲击性能突出,适合制造包装容器、各种电子 产品外壳等。
@ 2005 Nanjing University of Science & Technology . School of Mechanic Engineering . Department of Design Art
@ 2005 Nanjing University of Science & Technology . School of Mechanic Engineering . Department of Design Art
1 3
Nanjing University of Science & Technology
概述 | 造型材料 | 加工工艺 | 连接结构 | 改进意见
4
Nanjing University of Science & Technology
加工工艺
产品的工程化设计
注塑成型: 注塑成型:
• 热水壶属于大众性产品,一般使用注塑法进行生产,将已加品。
6
Nanjing University of Science & Technology
电水壶生产工艺流程

电水壶生产工艺流程一钢胆生产流程1发热盘:1.1剪料(5300个/人·天)1.2落料拉伸(3700个/人·天)1.3切飞边1.4除油1.5涂板涂料1.6钎焊(7人,500个/人·天)1.7喷砂(2人,1800个/人·天)1.8电气检测(2人,1800-1850个/人·天)这条线有14人,钎焊是用钎料将线圈焊到铝板上。
电气检测是对发热盘线圈加高压,检测线圈是否被击穿,线圈是否漏电。
2 铝板:2.1落料2.2穿钉2.3压钉2.4除油铝板的生产有2人,每天能做6200-6400个,因此这条线不需要全天生产。
3 壶咀:3.1剪料落料3.2预弯3.3成型3.4撕胶纸壶咀的生产有2人,每天能生产7200-7300个,不是全天都生产壶咀。
4 码仔:4.1剪料4.2落料4.3成型4.4攻牙码仔的生产有1人,每天能生产3100-3500个。
5 壶身:5.1剪料5.2落料折弯5.3直缝焊(4人,750-800个/人·天)5.4压焊缝、滚圆5.5拉伸(1人,3500-4000个/人·天)5.6初抛5.7冲顶孔5.8切底边(2人,1950个/人·天)5.9冲水尺孔5.10冲咀孔5.11冲缺5.12翻盖口5.13盖口压平5.14点码仔(2600个/人·天)5.15点壶咀(2500个/人·天)5.16壶咀打磨(再抛)5.17压合清洁5.18压合(2人,1500个/人·天)5.19环焊(2人,1400-1500个/人·天)5.20环焊打磨5.21压底5.22测漏(气压测漏。
加压,压力表读数没有变化判断合格,2800-3000个/人·天)5.23精抛 (1500个/人·天)5.24清洁与装箱抛光共有三次,初抛、再抛和精抛,抛光单独一个车间,有6人。
清洁与装箱也是单独一条生产线,有8人,包括最终检外观,壶身变形、有凹点和刮花等都不合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电热水壶工艺流程图
备注:“
编制/日期: 审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1
使用工具:十字电批、硅脂专用毛笔
使用物料:壶胆、半圆机丝、防干烧温控
操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定
注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0 工序名称:安装内手柄 2
使用工具:十字电批
使用物料:内手柄、半圆机丝
操作方法:
1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;
2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把
使用物料:灯线、引线
操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4
使用工具:十字电批
使用物料:指示灯罩、壶胆底盖、半圆自攻
操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
注意事项: 1.灯罩要安装到位;2.壶胆与底盖配合没有缝隙或≦0.5mm 3.螺丝要打到位置不能有滑牙,错位或打不紧问题;4.壶胆底部有无变形;底盖有无变形或刮花。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:加工上耦器 5
使用工具:十字电批
使用物料:蒸汽开关、开关帽、开关支架、半圆自攻
操作方法:1.先将开关支架安装到手柄上方与其响应位置,对好螺丝孔位;2.把蒸汽开关装入开关支架卡位;3.然后将3*8不锈钢自攻放入开关支架与手柄和蒸汽开关对应螺丝孔位里面,用十字电批锁紧固定;
4.把内部灯线与长引线一端查到蒸汽开关上面插片上,再把开关帽安装到蒸汽开关上的合适位置上即可。
注意事项: 1.蒸汽开关和支架必须安装到位,固定开关和支架螺丝必须打到位置;2.灯线和长引线端必须插到位;
3.开关帽不能装错方向;
4.蒸汽开关手动起跳是否正常;
5.开关帽有无变形缩水情况。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:安装手柄面,加工壶盖 6
使用工具:十字电批
使用物料:手柄面、半圆自攻、沉头自攻、壶盖面、壶盖底、壶盖扣手、弹簧
操作方法:1.将手柄面与内手柄前段对应内病装到位,对好卡位用力压入。
2.将弹簧转到壶盖扣手弹簧柱子固定;3.再将壶盖扣手安装到壶盖底板上使可以滑动;4.把壶盖面与前道加工壶盖底组一起。
注意事项: 1.手柄面与手柄配合后之间不能有错位,缝隙,刮手问题,开关灵活;2.螺丝有无打紧塑料件,滑牙,松动;3.手柄之间配合有没有错位,缝隙,刮花。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:插连接口7
使用工具:尖嘴钳
使用物料:连接线、电源线
操作方法:1.将电源线的L、N、E(地线)接线端子按下连接器上L、N、E对应插片(黄/绿接地线,棕色接L极,蓝色接N极),插上相同位置即可。
注意事项: 1.先插地线端子,在插两线端子后插火线端子;2.端子插口是否过大,有无扎破现象。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:打压线片8
使用工具:十字电批
使用物料:压线片、底座面、底座盖、电线、半圆自攻
操作方法:1.将连接器放入底座连接器卡位处;
2.再将电源线装到压线片卡位槽上,装上压线片压紧后,放入3*8普通半元自攻锁紧固定。
注意事项: 1.连接器与电源线要卡紧,不能偏位;2.电源线绕到压线片卡位时其线长,不能过长过短。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:总装9
使用工具:十字、H头、电批
使用物料:底座下盖、半圆自攻、H头自攻
操作方法:
1.将已装好压线片的底盖上盖面朝下,再把底座下盖扣紧上盖,并对准螺丝孔位,放入3*10半元自攻到底座下盖一边两个孔
位锁紧固定; 2.所进一边两个孔位后,在把3*10H头自攻放入另一边孔位用H头电批锁紧固定。
注意事项:
1.底盖下面要扣严合不得有松动;
2.H头自攻螺丝用均力打紧到位;
3.螺丝有没打紧或打捏等现象;
4.用H头电批时不能将塑料打花。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:粘贴铭牌及包装10
使用工具:———
使用物料:铭牌、说明书、包装胶袋、泡沫纸箱
操作方法:1.将相应规格的铭牌分别粘贴在电热水壶底座及壳身的下面;2.打开纸箱,底部用封口胶封好口,将成品电热水壶套上胶袋,放入说明书及保修卡;3.再将泡沫垫套在产品上下两端慢慢放入纸箱内,并用封口胶封好口。
注意事项:铭牌壳身及底座都需加贴,粘贴铭牌时不可起泡及皱折现象。
编制/日期:审核/日期:。