出货检验基准书
出货检验规范(含表格)
出货检验规范(含表格)出货检验规范(ISO9001-2015)1.总则1.1制定目的为加强产品之品质管理,确保出货品质稳定,特制定本规定。
1.2适用范围凡本公司制造完成之产品,在出货前之品质管制,悉依本规定执行。
1.3权责单位(1)品管部负责本规定制定、修改、废止之起草工作。
(2)总经理负责本规定制定、修改、废止之核准。
2.出货检验规定2.1成品入库检验成品入库前,依《最终检验规定》采取逐批检验入库之方式,每一订单之成品可以以一批或数批之方式交验入库。
2.2成品出货检验同一订单(制造命令)之成品入库完成后,在出货之前,应进行成品出货检验。
检验方式如下:(1)由客户派员或客户指定验货机构人员对产品进行出货检验。
(2)客户授权由本公司品管部派员作出检验。
(3)上述两种情形以外之产品,本公司视同(2)款之情形,由品管部派员作出货检验。
2.3客户验货配合(1)业务部提前联络客户人员到本公司验货。
(2)品管部派员协助客户作抽样及检验工作。
(3)由客户出示验货报告,品管部存档并汇总。
2.4合格出货客户或本公司品管部出货检验判定合格之成品,可以办理出货手续。
(1)客户或品管部出货检验判定不合格(拒收)之成品,由品管部填写《不合格通知单》通知相关部门。
(2)品管、生技、制造部联合制定重流之对策,其中:(A)品管部主导重流的对策。
(B)生技部主导重流的作业流程。
(C)制造部负责重流作业。
必要时,因重流时间较长,应同生管部作计划调度安排。
(3)重流后,制造单位应视同其他成品,依交验批逐批经FQC 最终检验并入库。
管部人员进行复验。
(4)品管部负责追踪后续生产之预防改善对策。
2.5特采出货2.5.1 特采申请下列情形,业务部、制造部可提出特采申请:(A)产品缺陷轻微,不致影响使用特性和销售。
(B)出货时间紧迫。
(C)其他特殊状况。
2.5.2 特采批准(A)客户验货之订单,应由客户核准。
(B)由本公司验货之订单,在品管部经理审核后,报总经理核准。
出货检验规范完整版本

1、目的:规范出货成品检验,防止不合格产品被出货。
2、范围:适用于本公司所有成品出货前的检验作业。
3、职责3.1 生产部/市场部:成品出货前的检验通知。
3.2 品管部:成品出货前的检验执行。
3.3 物流部/生产车间:成品出货检验工作的配合。
4、作业细则4.1 生产部/市场部根据成品出货日期,提前三天通知品管部/物流部/生产车间。
4.2 品管部正式验货前1小时,通知成品库/生产车间进行验货准备。
4.3 物流部根据通知内容,开据《待验单》将待验成品准备好并挂“待验”标志牌。
4.4 品管部针对待验成品,准备相应的资料及样板。
品管部根据制单或客户订单,确定抽样计划,对出货成品品质进行检验。
5、检验内容5.1 外观检查:检查产品是否刮花、伤痕、污渍、变形、受损及包装是否美观。
5.2 规格检查:检查是否符合制单或订单要求。
5.3 特性验证:检验产品的理化及卫生指标是否发生变化。
5.4 产品包装和标识检查。
5.4.1 检查产品的包装方式、包装数量、包装材料的使用、单箱数量是否符合要求。
5.4.2 贴纸的粘贴位置、书写内容、外箱填写是否规范正确。
6、不合格的判定品管部QA根据“产品质量检验标准”判定抽检中出现的不合格品数量,若QA无法判定结果,可交品管部主管判定,提出不合格品的处理意见。
7、验货结果的判定与标识7.1 品管部QA根据不合格品的确认结果,判定该批产品是否允收。
7.2 对允收批产品,通知货仓部入库出货。
7.3 对拒收批产品,则挂“待处理”牌,物流部不得擅自移动该批产品。
8、产品的补数和返工、报废8.1 QA根据检验结果,确定抽检批产品的允收情况,并书面通知生产部进行补数和返工。
8.2 补数:是确认该批产品允收,但生产需按查验出来的不合格数量进行补数。
8.3 返工:经确认的不合格品率已超过品质允收(AQL)时,品管部通知生产部安排返工,返工过程的品质控制由生产车间和QC负责,返工完成后,生产车间须通知QA到场重检,直到合格为止。
检查基准-出货
外部观看 装订外观 打开中心页观看 无漏订、歪订 无空胶、脱胶 歪钉不良 歪钉不良 脱胶不良
OBT
OBT-OQC-04 制订日:16.04.08
出货检查指导书 (说明书通用)
页: 2 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1250±10mm处的检验桌面上,检验距离20-30cm; -采用双40W日光灯垂直照射到检验桌面,灯光必须照射充分。 No 检查项目 检查方法 图示参照
OBT
OBT-OQC-03 制订日:16.04.08
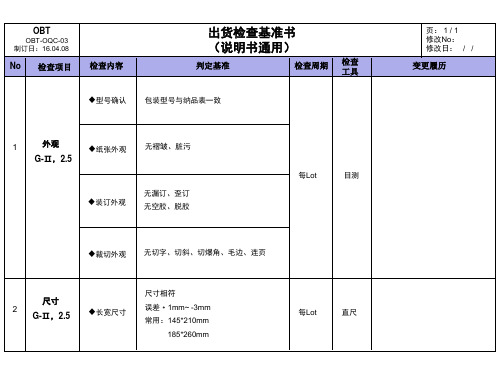
出货检查基准书 (说明书通用)
检查内容 判定基准 检查周期 检查 工具
页: 1 / 1 修改No: 修改日: / /
No
检查项目
变更履历
型号确认
包装型号与纳品表一致
1Байду номын сангаас
外观 G-Ⅱ,2.5
纸张外观
无褶皱、脏污
每Lot 无漏订、歪订 装订外观 无空胶、脱胶
裁切外观
侧方捻开查看,翻开查看
无切字、切斜、切爆角、
1
外观
切字不良
爆角不良
毛边不良
毛边、连页
连页不良 切斜不良
2
尺寸
长宽尺寸
210mm
145mm
直尺测量长宽
185mm
260mm
目测
裁切外观
无切字、切斜、切爆角、毛边、连页
尺寸 2 G-Ⅱ,2.5
长宽尺寸
尺寸相符 误差﹢1mm~ -3mm 常用:145*210mm 185*260mm 每Lot 直尺
OBT
OBT-OQC-04 制订日:16.04.08
出货检查指导书 (说明书通用)
出货检验作业指导书.
1.1 1/6
1.1
2/6
1.目的:使进料检验各项条件,基准明确。
2.范围:适用于公司中所有的成品出货检验。
3.定义:
无
4. 内容 :
4.1 抽样方案和允收水准:外观检验 I SO2859-1:1999 标准普通检验:LEVL-II CRI:0 MAJ:0.15 MIN:1.0 尺寸和功能检验 I SO2859-1:1999 特俗检验:S-2 CRI:0
4. 2抽检时要分散,分层抽取,不可集中一处抽取,抽取箱数依下表实施,检验员在抽的箱子标识卡上盖
4. 3检验方法:
4.3.1 外观检验时,是否符合图纸要求,外壳是否完整无注塑缺陷1.1
3/6
1.1 4/6
1.1 5/6
厦门市乔迈工贸有限公司标题:出货检验作业指导书编号:JM-QA-05 版本:1.1 页次:6/6 14 目视异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上,颜色与部品颜色存在明显差异的点。
MAJ 15 目视油污:油痕,油污(包括脱模剂)在产品表面留下的痕迹,使该部位发光并带有流动样 MAJ 4.4 判定: 4.4.1 批判定合格时,所有的包装箱须盖“OQC PASS”章,章须清晰,字迹清楚,在抽样的箱子标签上加盖“检”章; 4.4.2 不合格时,贴不合格”标签。
标签须紧,进行处理。
5.1 表单: 5.1【出货检验成绩表】JM-QA-05A(1.1)本文件著作权及业务秘密内容属于本公司,严禁擅自复印、转载 JM-QA-05(1.1)。
成品出货检验基准书出货检验基准书

出貨檢驗基准書
成品出貨檢驗
編號
第2頁共2頁
通用
版次
A0
檢驗項目
主要 次要 檢 驗 方 法 判定基准 檢驗方式 備注
破裂﹑變形﹑臟污
√
缺支點﹑殘缺
√
目視
刮傷﹑損傷﹑磨傷
√
目視/手感
裂痕﹑裂開﹑縫隙
√
印字顏色﹑附著力
√
電鍍層脫落
√
材料不良
√
膠殼﹑鐵殼沾膠
√
目視
<<抽樣檢驗 作業指導書 >> << 成品外觀檢 驗標准>>限
√
目視 手感
<<包裝檢驗 標准>>
<<包裝標准 ㆒覽表>>
抽檢
印字面﹑ 包裝全檢
9
內﹑外箱標識
√
10
紙箱錯位﹑密合度
√
11
嘜頭是否與要求相符
√
12
打包帶松﹑緊﹑歪斜
√
13 打包帶條數﹑多少㆒致
√
14 打包帶脫落﹑斷開﹑不牢
√
核准
審核
制表
日期
站別
外觀檢驗
出貨檢驗基准書
品名
變壓器
文件編號
第1頁 共1頁
裂縫 貫點毛邊 端子長短不齊 端子堆錫/錫鎦 端子吃錫性 端子氧化 端子移位/轉向
錫尖 端子平整度 端子歪斜/歪曲 端子彎曲
清潔 彈片不齊 膠面高
露件
主 要 次 要 檢驗方法 / 工具
判定基准
備注
√
目視
依成品外觀檢驗標准
√
目視
依成品外觀檢驗標准
√
出货检验标准书- (1)

5pcs/LOT
跌落测试
载带盘不可出现破损,载带上封膜不可张 开,产品不可有变形、卡载带槽
目视
1盘/LOT
假贴抖动测 产品无脱落为合格
试
产品出现脱落为不合格
载带折弯测 试
载带上封膜不可张开
出料方向 产品朝上右手出料,定位孔朝向料带上方
目视
目视 目视
每LOT测试6卷(分别 为首卷2卷,中卷2 卷,末卷2卷),每 卷测试12pcs
30倍放大镜/二次元 出货数量:50K-200K 抽验数量:500pcs
目视
出货数量:200K-
500K
30倍放大镜/二次元 抽验数量:800pcs
白线
电镀层表面完全无异常的情况下,出现素材 白线,从镀层表面目视不明显为OK
SUS缺损 SUS缺损不可有
目视 30倍放大镜
出货数量:大于500K 抽验数量:1000pcs
测试20cm/LOT
全检
内外标签
标签格式及内容是否符合要求
目视
全检
出货成绩书
提供纸档及电子档出货成绩书
目视
每批出货提供一次
每批出货测试32pcs产 品CPK数据,CPK>1.67
使用铜箔假贴测试,参 照《产品假贴抖动测试
作业指导书》
参照 LZ-WI-089 载带 出货标签确认作业指导
书
变更履历
核准:李 充
出货检验标准书
料号
P2RST0150
适用部门
品质课
适用工站
OQC
文件编号
LZ-WI-055
钢材型号 JX NK316L 1/2H T0.1 胶型号
TSC200-60GD
版次
LED显示屏出货检验指导书

△
等),规格书、系统碟,说明
书(中/英文),单元模块/备品灯与其它元
△
器件数量和规格都必须
与合同项目物料清单的一致.
△
a.所有的产品必须有防静电措施(如:采
△
17.成品包装 目视 用防静电气泡袋).
b.包装必须符合运输安全要求。
△
出货检验指导书
编号
版本
A0
页码
5/5
检验项目
18.防水测试 19.冲击测试
检验标准
判定 MIN MAJ CRI
1.将显示屏点到最大亮度,用光度测试仪
△
对准显示屏至少 8 个像点,测试显示屏的色
坐标:X:0.29-0.33;Y:0.29-0.33
2.白屏衡:三种搭配的亮度相当,必须符合
△
客户要求.
1.用 30%、50%、80%、100%的亮度分别测试
△
相邻模组的亮度每单独等级均匀度不小于
△
与安 c.光碟在安装时不可以出现中英文的语言选择
△
装测 项,必须为英文版.
试 d.光碟必须能正常安装且安装过程中不可以弹
△
出异常对话框.
出货检验指导书
编号
版本
A0
页码
2/5
检验项目 5.防腐 6.防尘
7.安全
8. 结构 9. 标签纸
检验工 具
检验标准
判定 MIN MAJ CRI
单元板,扫描板必须喷三防油且不可以漏
4.2.生产部负责对不良品进行返修,并负责有效对策导入的执行.
五.检验项目和方法如下:
检验项目
检验 工具
检验标准
判定 MIN MAJ CRI
a.不允许有歪灯与灯不整齐现象;灯体上不允许
检验基准书

Part No 产品编号 Part Name 产品名称 Material 原料
Color 颜色 Inspection Condition 检验条件
Process Name 过程名称
First Piece
首件
Temperature 温度 (oC)
Frequency 频率
Every time 每次
3.S/No
Characteristic 特性
1 2 3 4 5 6 7
4. Others items 其他要求
1
Packaging 包装
2
Out Going 出货
检验基准书
Drawing 图纸Ve版r.本
IP Ver. IP版本
Date 日期
Page 1/2
Customer 客户
Humidity 湿度 (%)
Illuminance 光照度 (Lux)
Functional Dimension VisualLeabharlann 功能尺寸外观
Package 包装
Quality Records 质量记录
Measuring Eqpt / Method 检测工具/ 方法
Measuring Eqpt / Method 检测工具/ 方法
Remarks 备注
In-process
过程
2 Hours 每2小时
Final Piece
末件
Every time 每次
Out going
出货检验
Every Lots 每批次
1.S/No 编号 1 2 3 4
Functional 功能
2.S/No 编号 1
Dimension 尺寸