产品检验基准书
产品检验标准书模板(7篇)

产品检验标准书模板(7篇)________公司向您保证我们的产品均严格根据ISO9000认证治理体系进展生产,现对我公司生产的产品带给如下质量保证:1、我公司保证产品在出厂会对产品进展各项指标的严格检验,确保产品合格率到达100%。
2、我公司保证自产品安装调试并验收合格后壹年内,如产品自身消失质量问题,我公司负责进展免费修理。
假如产品超出了我们的保修期限,我们也会在合理的范围内给您带给相应的有偿效劳。
3、属于以下状况之一的不赐予免费保修,但能够实行合理的有偿效劳。
_超过保修期;_不能带给购置凭证的;_未按产品使用说明书的要求使用、修理而造成损坏的(共性留意发生进水、摔坏以及人为的损坏);_客户擅自修理、拆卸产品的或者客户托付非本公司指定的修理人员修理,拆卸产品的;_使用非正规的劣质通信电缆造成的损坏;_由于水灾、火灾、雷击、地震等不行抗拒灾难造成产品发生故障或损坏的;_其它非产品自身缘由造成的故障或损坏。
4、产品使用过程中消失问题,我公司技术人员将做到有问必答,属于产品质量问题的,我公司保证24小时内赐予明确答复或解决方案,质保期内需要现场处理,保证48小时到达现场。
_________公司垂询电话:技术支持:产品检验标准书模板二__________超市:为维护广阔消费者的切身利益,确保我公司产品的质量安全,特拟定本产品质量保证书。
一、严格遵守《产品质量法》、《计量法》、《食品卫生法》、《工业产品生产许可证试行条例》以及相关的法律、法规的规定。
在生产和加工食品时,确保在取得生产许可资质的前提下组织生产和销售。
二、保证具有与食品生产相适应的专业技术人员、娴熟技术工人和质量工作人员。
保证从事食品生产加工的人员身体安康,无传染性疾病,持续良好的个人卫生。
三、保证在生产全过程实行标准化治理,从原材料选购、产品出厂检验到售后效劳实施有效的过程质量治理。
四、保证根据合法有效的产品标准组织生产,产品质量贴合相应的强制性标准,对无强制性标准规定的,明示企业所采纳的标准,并按明示的标准组织生产。
产品检验基准书
产品检验基准书Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#目的:规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:本标准适用于公司内部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力以上)目视角度:45°目视时间:10-15秒抽样方案及验收水准:依照《抽样检验作业规范》执行。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:成品MOUSE检验项目及判定标准:备注:1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标准时,判定该批为不合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询问工程部门主管。
isa检验基准书

isa检验基准书是一种用于检验产品或过程是否符合特定标准的文件。
它通常包括以下内容:
1.检验目的和范围:说明检验的目的和所涉及的产品或过程的范
围。
2.检验依据:列出用于检验的标准、规范、技术要求等。
3.检验方法:描述检验的具体方法、步骤和使用的工具。
4.抽样方案:说明抽样的方式、样本量、抽样频率等。
5.判定准则:明确合格与不合格的判定标准。
6.检验报告:记录检验结果、结论和报告的格式。
通过编写ISA检验基准书,可以确保产品或过程的质量得到有效控制,并为客户提供可靠的质量保证。
产品检验基准书精编
产品检验基准书精编 Document number:WTT-LKK-GBB-08921-EIGG-22986目的:规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:本标准适用于公司内部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力以上)目视角度:45°目视时间:10-15秒抽样方案及验收水准:依照《抽样检验作业规范》执行。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:成品MOUSE检验项目及判定标准:备注:1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标准时,判定该批为不合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询问工程部门主管。
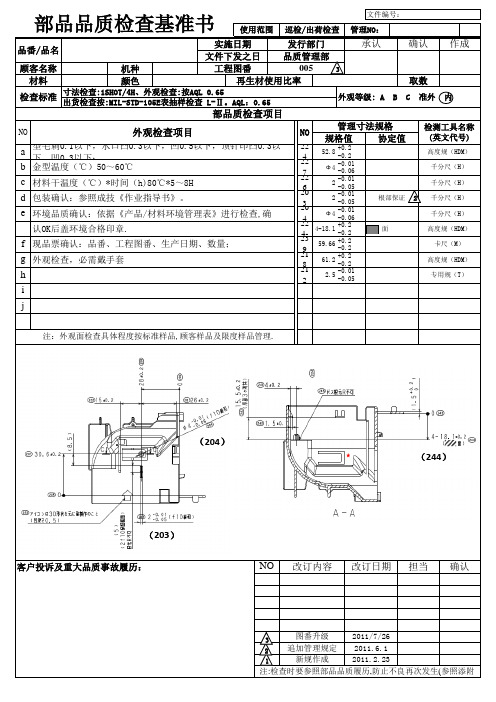
部品品质检查基准书
根部保证
2
千分尺(H) 千分尺(H)
面
高度规(HDM) 卡尺(M) 高度规(HDM) 专用规(T)
(204)
(244)
(203)
客户投诉及重日期
担当
确认
图番升级 2011-7-26 追加管理规定 2011.6.1 2 新规作成 2011.2.23 1 注:检查时要参照部品品质履历,防止不良再次发生(参照添附页)
部品品质检查基准书
品番/品名 顾客名称 材料 机种 颜色
文件编号:
使用范围
巡检/出荷检查
管理NO:
实施日期 发行部门 文件下发之日 品质管理部 005 工程图番 再生材使用比率
承认
3
确认
作成
取数
外观等级: A B C 准外 内
寸法检查:1SHOT/4H、外观检查:按AQL 0.65 检查标准 出货检查按:MIL-STD-105E表抽样检查 L-Ⅱ。AQL:0.65
部品质检查项目
NO
外观检查项目
型毛刺0.1以下,水口凸0.3以下,凹0.5以下,顶针印凸0.3以下,凹0.3以下;
NO
224
管理寸法规格 规格值 协定值
检测工具名称 (英文代号)
高度规(HDM) 千分尺(H) 千分尺(H)
a
b 金型温度(℃)50~60℃ c 材料干温度(℃)*时间(h)80℃*5~8H d 包装确认:参照成技《作业指导书》。 e 环境品质确认:依据《产品/材料环境管理表》进行检查,确
认OK后盖环境合格印章.
f 现品票确认:品番、工程图番、生产日期、数量; g 外观检查,必需戴手套 h i j
注:外观面检查具体程度按标准样品,顾客样品及限度样品管理.
5401712-D0001检查基准书

序号重要度1一般重要重要重要重要重要4重要5重要6重要7一般8一般审核(日期)标记处数标记处数签 字日期更改文件号标准化(日期)编制(日期)校对(日期)检查项目检验标识零(部)件名称右后轮罩外板产品标识包装质量外观轮廓更改文件号签 字型面全检按相关规定按相关规定PPAP前全检、PPAP后按GB2828抽样(AQL:2.5)抽检:1次/季度50以下抽检1件50-100抽检2件100-500抽检3件500以上抽检4件零(部)件图号50401712-D0001全检游标卡尺供应商每批提供的材质报告DC06 ,料厚0.7±0.07mm,拉伸处最大减薄0.21mm测量在公差范围内,LS为±0.3,FS为±0.5测量公差范围±0.7内抽样方案判定标准检查手段无开裂,暗纹,变形,毛刺供应商每批提供的全尺寸检测报告2孔径及孔位等尺寸3材料目视,手感核查检测报告LH1、LH2:Ø10AH:Φ7 IAH:Φ5*10 CAH1,CAH2,CAH4~CHA6:Φ8.3 ,CAH3:7*12 CAH7,CHA8:9*9按图纸或技术协议按相关要求按相关要求材质报告千分尺1:优先使用检具、封样件;2:三坐标测量仪1:优先使用检具、封样件;2:三坐标测量仪目测目测目测日 期+0.20+0.30+0.30+0.20+0.2+0.20审核(日期)标记处数标记处数签 字编制(日期)校对(日期)标准化(日期)更改文件号签 字日 期更改文件号。
产品检验基准书
产品检验基准书This manuscript was revised by JIEK MA on December 15th, 2012.目的:规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:本标准适用于公司内部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力以上)目视角度:45°目视时间:10-15秒抽样方案及验收水准:依照《抽样检验作业规范》执行。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:检成品MOUSE检验项目及判定标准:1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标准时,判定该批为不合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询问工程部门主管。
产品检查基准书
来料检查基准书
工序号 工序名 颜色 文件编号 抽检计划 外观要求: 序 号 控制项目
检 具 代 码 E N R 重 要 尺 寸
来料 本色
2 车床加工 产品名称 SIP-01-0001-1 控制阀 材质
3 阳极氧化 产品料号 铝6063 GII
4 成品包装 15130401.0-B06 制作日期
★ ★ ★ ★
11 12
RI ★ N ★
13 ϕ12±0.2 D 14 ϕ7±0.2 D 15 0.3±0.1 P 16 0.5±0.1 P 17 膜厚30-35um TM 18 备注: 一、包装全检时1、2、3、12号尺寸要求全检,过专用检具。 二、包装每袋装100PCS。 包 装 方 式 ■普通胶箱 ■分层摆放 □规格纸箱 ■用吸塑盒装 记录 1 2 3 日期 修改内容 担当
审核:
制定:
XX公司
制程检查基准书
工序号 工序名
1 来料 本色
车床加工 产品名称 控制阀
3 阳极氧化
4 成品检查
5 出货检查
6 3PCS/1H ϕ13*30.5MM 抽检计划 3PCS/1H
颜色 文件编号 外观要求:
序 号
产品料号 15130401.0-B06 材料规格
SIP-01-0001-2 版本/次 A/0 制作日期 2017/11/8 材质 铝6063 无变形、凹坑、划伤、碰伤、毛刺等不良
★ ★
备注:
一、原材料厂商提供有材质证明与SGS报告
摆 放 方 式
□普通胶箱 □重叠摆放 □用规格纸箱 ■用木箱装
记录 1 2 3
日期
修改内容
担当
仪器代码:
N-卡尺 E-目视 CT-同轴度测试仪
检验基准书
Part No 产品编号 Part Name 产品名称 Material 原料
Color 颜色 Inspection Condition 检验条件
Process Name 过程名称
First Piece
首件
Temperature 温度 (oC)
Frequency 频率
Every time 每次
3.S/No
Characteristic 特性
1 2 3 4 5 6 7
4. Others items 其他要求
1
Packaging 包装
2
Out Going 出货
检验基准书
Drawing 图纸Ve版r.本
IP Ver. IP版本
Date 日期
Page 1/2
Customer 客户
Humidity 湿度 (%)
Illuminance 光照度 (Lux)
Functional Dimension VisualLeabharlann 功能尺寸外观
Package 包装
Quality Records 质量记录
Measuring Eqpt / Method 检测工具/ 方法
Measuring Eqpt / Method 检测工具/ 方法
Remarks 备注
In-process
过程
2 Hours 每2小时
Final Piece
末件
Every time 每次
Out going
出货检验
Every Lots 每批次
1.S/No 编号 1 2 3 4
Functional 功能
2.S/No 编号 1
Dimension 尺寸
产品检验基准书
页 文件名称:产品检验基准书文件编号:ISO9001文件文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月文件版本/版次:A/1页码:第2页,共12页目的:规产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用围:本标准适用于公司部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规》、《进料检验作业规》、《制程检验作业规》、《出货检验作业规》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W 日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力 1.0 以上)目视角度:45°目视时间:10-15 秒抽样方案及验收水准:依照《抽样检验作业规》执行。
检验要求及作业注意事项:依照《进料检验作业规》、《制程检验作业规》、《成品检验作业规》、《出货检验作业规》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:ISO9001文件——未经许可请勿翻印——文件名称:产品检验基准书制订日期:年Array日文件名称:基准书文件编号:ISO9001文件文件名称:基准书文件编号:ISO9001文件市世伟通讯科技文件名称:Array产品检验基准书文件编号:ISO9001文件——未经许可请勿翻印——市世伟通讯科技文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月22 日文件版本/版次:A/1页码:第7页,共12页蝴蝶孔规格不符要求√准暂由主管依蝴蝶孔位置偏移﹥2mm;倾斜﹥1mm√产品而7彩卡表面破损、划伤、磨花、不洁、毛边、汽泡√压高周波后毛边、卷边等不良有明显刮手感√杂斑点超过规定要求√规格与BOM不相符√印刷错误√色差超过限度规格√表面褶皱/皱纹、刮伤、脏污、毛边等√套印移位,油墨不均:超过规格要求√缺蝴蝶孔√蝴蝶孔规格不符要求√表面气泡,磨沙痕,贴膜易脱落√与吸塑配合蝴蝶孔偏移﹥2mm√附件规格与BOM不相符(错件)√漏件√定,毛边卷边高度不可超过0.3mm8其它附件(说明书/保证排放(包装放置)方式不符规格要求√短装√置产品型号错√混外形、颜色、规格与 BOM 不相符√ 缩水:超过规格或样品要求 √装√卡等)包装太紧(装卸困难) √ 包装太松√报验箱号、包装数量不符√CABLE 头 MARK 方向置反√依据 BOM 表, 样品及9电池菲林片, 判定标外观脏、破、划伤等不良 √ 准可参 生锈、漏液等不良√考附表,外 观 及10漏装、短装√鼠标本 体外观检查 批锋:超过规格或样品要求√检查方 法参考上述标 准ISO9001文件 —— 未经许可 请勿翻印 ——11美工线目测产品各配合间隙是否均匀一致,间隙市世伟通讯科技文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月22 日文件版本/版次:A/1页码:第8页,共12页结构检查裂纹:超过规格或样品要求√刮伤:超过规格或样品要求√顶白:超过规格或样品要求√变形、凹凸点:超过规格或样品要求√毛边:超过规格或样品要求√脱花:超过规格或样品要求√色差:超出规格或样品要求√污渍:超出规格或样品要求√沙砾:超过规格或样品要求√飞油:超过规格或样品要求√色差:超过限度标准或与样品差异明显√13密合度掰动上下盖,组装位松动不密合,间隙积油:超过规格或样品要求√目视不﹥0.3mm√能判定12平整度产品四周不平整,晃动,与平面间隙﹥0.3mm√﹥0.2mm,螺丝未锁紧合√与BOM要求不符(图案/颜色/尺寸)√LOGO位置偏移﹥0.5mm√的情况下使用间隙规测量喷油及14丝印LOGOLOGO位置倾斜﹥0.2mm√印刷不良(飞油、沙砾、积油、毛边、划伤等)√色差超过限度规格√LOGO 的可靠度测试采用酒精擦拭法外观及结构检查15按键附着性不符合规格要求√缺LOGO√松动/浮键/偏心/键不平齐(颗粒高低不一)√表面赃污、划伤、色差等外观不良√手感不良/click声音不明确√卡键√按键力同一位置相差明显√双响√按键连键√ISO9001文件——未经许可请勿翻印——文件名称:基准书文件编号:ISO9001文件检文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月22 日文件版本/版次:A/1页码:第10页,共12页查确表面刮伤、压凹痕、脏污√表面披锋超过规格要求﹥0.2mm√色差明显√表面刮伤、塑材不良超过规格要求√21电池盖22脚垫装入下盖不到位√组装后搬运或碰撞后易脱落√装入下盖很松或很紧,段差﹥0.3mm√规格与BOM不相符√漏贴脚垫√未贴至定位(贴于框外)24敲机摇√破损,划伤(不影响功能)√23接收器接收器放置未能固定良好,放置不顺畅√拿取不方便,或表面有脏污、擦痕等√敲机摇机后,产品测试无功能√机检验敲机摇机后,产品测试功能不稳定√敲机摇机后,产品有异声(不含本身元件)√产品有异物(导电材料)√25异物产品有异物(绝缘材料)√敲机后包装盒有异物√再测试电气功能及特殊性螺丝孔有异物√按键无功能,或功能不稳定√按键接触不良(时有时无/须用力按压)27 划线测试 单轴√√用手指 点击按测 试按键短路 √键前端26按键测试按键动作错误√ 2/3 部位,每按键不能正常回弹√ 个按键按键串键√最少按按键动作行程感差(触感差),无明显 Click声响√三次无法划线(无轨迹)、脱球√分别以20~25cm/s 与ISO9001文件——未经许可请勿翻印 ——市世伟通讯科技文件名称:基准书文件编号:ISO9001文件市世伟通讯科技文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月22 日文件版本/版次:A/1页码:第12页,共12页备注:1.批次构成以送检部门的一次性送检数量为一批。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件版本/版次:A/1页码:第1页,共12页
文件版本/版次:A/1页码:第2页,共12页
目的:
规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:
本标准适用于公司内部所有产品的检验判定。
职责权限:
本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:
《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:
使用仪器及相关环境要求:
计算机
PCB′对应测架
相对湿度:45%-85%
外观检验环境:
照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下
目视距离:30-50cm(矫正后视力1.0以上)
目视角度:45°
目视时间:10-15秒
抽样方案及验收水准:
依照《抽样检验作业规范》执行。
检验要求及作业注意事项:
依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:
ISO9001文件——未经许可请勿翻印——
文件版本/版次:A/1页码:第3页,共12页
ISO9001文件——未经许可请勿翻印——
文件版本/版次:A/1页码:第4页,共12页
ISO9001文件——未经许可请勿翻印——
文件版本/版次:A/1页码:第5页,共12页
成品MOUSE检验项目及判定标准:
ISO9001文件——未经许可请勿翻印——
深圳市世伟通讯科技有限公司
文件名称:产品检验基准书制订日期:2010年9月12日文件编号:修订日期:2011年2月22日文件版本/版次:A/1页码:第6页,共12页
ISO9001文件——未经许可请勿翻印——
外形、颜色、规格与 BOM 不相符
√
缩水:超过规格或样品要求
√
文件版本/版次:A/1
页 码:第 7 页,共 12 页
蝴蝶孔规格不符要求
√
准暂由
主管依
蝴蝶孔位置偏移﹥2mm ; 倾斜﹥1mm
√
产品而
7
彩卡
表面破损、划伤、磨花、不洁、毛边、汽泡 √ 压高周波后毛边、卷边等不良有明显刮手感 √ 杂斑点超过规定要求 √ 规格与 BOM 不相符 √ 印刷错误 √ 色差超过限度规格 √ 表面褶皱/皱纹、刮伤、脏污、毛边等 √ 套印移位,油墨不均:超过规格要求 √ 缺蝴蝶孔 √ 蝴蝶孔规格不符要求 √
表面气泡,磨沙痕,贴膜易脱落 √
与吸塑配合蝴蝶孔偏移﹥2mm √ 附件规格与 BOM 不相符(错件) √ 漏件 √ 定,毛 边卷边 高度不
可超过 0.3mm
8 其它附 件
(说明
书/保证 排放(包装放置)方式不符规格要求 √
短装 √ 内置产品型号错
√
混装 √
卡等)
包装太紧(装卸困难) √ 包装太松 √ 报验箱号、包装数量不符 √ CABLE 头 MARK 方向置反 √ 依据
BOM 表, 样品及
9
电池
菲林片,
判定标
外观脏、破、划伤等不良 √ 准可参
生锈、漏液等不良 √ 考附表,
外 观 及
10 漏装、短装 √ 鼠标本
体外观
检查 批锋:超过规格或样品要求
√
检查方 法参考 上述标 准
ISO9001 文件
—— 未经许可 请勿翻印 ——
11美工线
目测产品各配合间隙是否均匀一致,间隙
13密合度掰动上下盖,组装位松动不密合,间隙
文件版本/版次:A/1页码:第8页,共12页
结构检查
裂纹:超过规格或样品要求√
刮伤:超过规格或样品要求√
顶白:超过规格或样品要求√
变形、凹凸点:超过规格或样品要求√
毛边:超过规格或样品要求√
脱花:超过规格或样品要求√
色差:超出规格或样品要求√
污渍:超出规格或样品要求√
沙砾:超过规格或样品要求√
飞油:超过规格或样品要求√
色差:超过限度标准或与样品差异明显√
积油:超过规格或样品要求√
目视不﹥0.3mm
√
能判定12平整度产品四周不平整,晃动,与平面间隙﹥0.3mm√
﹥0.2mm,螺丝未锁紧合
√
与BOM要求不符(图案/颜色/尺寸)√
LOGO位置偏移﹥0.5mm√
的情况
下使用
间隙规
测量
喷油及14
丝印
LOGO
LOGO位置倾斜﹥0.2mm√
印刷不良(飞油、沙砾、积油、毛边、划伤
等)
√
色差超过限度规格√
LOGO的
可靠度
测试采
用酒精
擦拭法
外观及结
构检查15按键
附着性不符合规格要求√
缺LOGO√
松动/浮键/偏心/键不平齐(颗粒高低不一)√
表面赃污、划伤、色差等外观不良√
手感不良/click声音不明确√
卡键√
按键力同一位置相差明显√
双响√
按键连键√
ISO9001文件——未经许可请勿翻印——
文件版本/版次:A/1页码:第9页,共12页
ISO9001文件——未经许可请勿翻印——
24
敲机摇
27划线
测试单轴√
文件版本/版次:A/1页码:第10页,共12页查确
表面刮伤、压凹痕、脏污√
表面披锋超过规格要求﹥0.2mm√
色差明显√
表面刮伤、塑材不良超过规格要求√
21电池盖22脚垫装入下盖不到位√
组装后搬运或碰撞后易脱落√
装入下盖很松或很紧,段差﹥0.3mm√
规格与BOM不相符√
漏贴脚垫√
未贴至定位(贴于框外)√
破损,划伤(不影响功能)√
23接收器接收器放置未能固定良好,放置不顺畅√拿取不方便,或表面有脏污、擦痕等√敲机摇机后,产品测试无功能√
机检验敲机摇机后,产品测试功能不稳定√敲机摇机后,产品内有异声(不含本身元件)
√产品内有异物(导电材料)√
25异物产品内有异物(绝缘材料)√敲机后包装盒内有异物√再测试
电气功能及特殊性螺丝孔内有异物√
按键无功能,或功能不稳定√
按键接触不良(时有时无/须用力按压)√用手指
点击按
测试按键短路√键前端
26按键
测试按键动作错误√2/3部
位,每按键不能正常回弹√
个按键按键串键√最少按按键动作行程感差(触感差),无明显Click
声响
√
三次
无法划线(无轨迹)、脱球√分别以
20~25cm
/s与
ISO9001文件——未经许可请勿翻印——
文件版本/版次:A/1页码:第11页,共12页
ISO9001文件——未经许可请勿翻印——
文件版本/版次:A/1页码:第12页,共12页
备注:
1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,然后参考上表判定缺陷
等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标准时,判定该批为不
合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询
问工程部门主管。
7.对于不良判定难以掌控的不良现象可提交部门主管或工程部相关人员进行确认。
8.检验过程中如出现未验够即达到判退标准的,外发送检即可判退,内部报验待验完所
有样品后再一起与生产部对机并做判定,检验过程中注意不良样品的保留。
ISO9001文件——未经许可请勿翻印——。