UP2000(2)中文操作
MPMUP2000印刷机操作指导
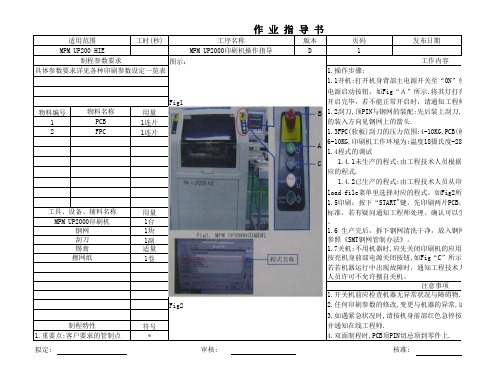
工时(秒)版本发布日期D图示:Fig1物料编号用量11连片2FPC1连片用量1台1块1副适量1卷Fig2符号*拟定:审核:核准:3.如遇紧急状况时,请按机身前部红色急停按钮制程特性并通知在线工程师.1.重要点:客户要求的管制点 4.双面制程时,PCB顶PIN切忌顶到零件上.注意事项1.开关机前应检查机器无异常状况与障碍物.2.任何印刷参数的修改,变更与机器的异常,请与擦网纸按亮机身前部电源关闭按钮,如Fig“C”所示,最若若机器运行中出现故障时,通知工程技术人员人员许可不允许擅自关机。
钢网 1.6 生产完后,拆下钢网清洗干净,放入钢网柜刮刀参照《SMT钢网管制办法》。
锡膏 1.7关机:不用机器时,应先关闭印刷机的应用程式与控制load file菜单里选择对应的程式,如Fig2所示1.5印刷:按下“START"键,先印刷两片PCB,并工具、设备、辅料名称标准,若有疑问通知工程师处理。
确认可以生产MPM UP2000印刷机开始生产,在生产过程中要检查每块PCB板的印。
1.3FPC(软板)刮刀的压力范围:4-10KG,PCB(硬板6-10KG,印刷机工作环境为:温度18摄氏度-28摄1.4程式的调试1.4.1未生产的程式:由工程技术人员根据产应的程式.1.4.2已生产的程式:由工程技术人员从印刷电源启动按钮,如Fig“A”所示.将其灯打亮,开启完毕,若不能正常开启时,请通知工程师。
物料名称 1.2刮刀,顶PIN与钢网的装配:先后装上刮刀,顶PCB 的装入方向见钢网上的箭头.制程参数要求工作内容具体参数要求详见各种印刷参数设定一览表1.操作步骤:1.1开机:打开机身背部主电源开关至“ON”位置作 业 指 导 书适用范围工序名称页码MPM UP200 HIE MPM UP2000印刷机操作指导1B AC。
UP2000 中文版简介

2D锡膏覆盖率检查功能
BGA/CSP 检测 小于 10 mil 焊盘和 微间距20 mil .
特殊 BGA检测 可自定义检测区.
对比度调解 可使被测物体最清晰.
2D检测速度最快 MICRO BGA 2SEC、BGA225 6SEC。
可起AOI的作用 保证印刷品质。
50
45
其它印刷机
40
MPM
30
20
PRINT 5
SEPARA UNLOAD
4
2
ITEM
10
1.5
2D WIPING
10
1.5
SEC
MPM高速 中
的高精度
独有的CYCLE TIME提升系统体现以下几点:
PCB LOAD软停止,同时VISION已停待在PCB上方,可快速识别MARK。
MPM四轴联动 快速同时修正
偏差
VISION识别MARK点后,快速自动修正偏差。 2D检查速度快,在于独特专利的硬件和软件上。
Stencil Teach 可配合任何清析度的基准点. Low Contrast Option可配合陶瓷和柔性板 Auto Gain Offset 优化PCB板基准点识别力 Background Mask低对比度识别能力
Standard Vision
Low Contrast Vision
高印刷精度的实现,CPK能力
WINDOWS NT操作界面和SPC分析
MPM software 在Windows NT环境下运行。 下拉式菜单和直观菜单,实现操作简易与编程 快捷。 在编程和运行时每步都有详细的提示信息。 SPC利于品质分析
2D锡膏覆盖率检查功能
OK
NG
NG
Speed2000中文手册
SIGRITY SpeedXP 手册
(Speed 2000 )
2003-02-14
SIGRITY SpeedXP 实用手册参考
Speed 2000 程序界面概览。本节只将工具条的内容加以简单介绍,其余部分或者通过例题、或者通 过对程序的使用,一般均可掌握。 2.1 主工具条 2.2 对象(object)工具条
d.此时再次运行频域/幅值命令,那么 V1、C1 两条曲线将同时出现在窗口中
f.在此状态下运行
命令,并设置为 V1/C1
图 1.12 计算阻抗
g.此时可以得到非常接近 Rs 源阻抗 50Ω的、近似一条水平直线的阻抗曲线。
a.
b.
c.
e.
5
SIGRITY SpeedXP 实用手册参考
50Ω的阻抗曲线 图 1.13 计算阻抗过程的组图 左图是控制 2D 曲线显示的工具按钮,可进行坐标扩展等操作 图 1.14 2D 坐标操作按钮 在 2D 曲线显示区域,点击右键,可以将曲线进行保存。 第二章 关于 SPDGEN 的基本训练 在第一章里,我们接触到了 SPDSIM 的一些基本应用。在本章中我们将要进行 SPDGEN 方面的基本训练。 2.1 运行 SPDGEN 启动 SPDEG 软件,运行 File/NEW 命令,直接进入该程序的内置参数窗口,在窗口中有一个四层结构、 100mm×100mm 的方形“Package”。
l. 反复按照上面的方法做,直到使用检查功能时不再出现错误提示。
j.
k.
l.
图 2.10 重复移动有错误的线端点,几次之后检查被通过
9
2.2.7 连接导线
SIGRITY SpeedXP 实用手册参考
UP2000菜单解释

UP2000 SETUP MENUSSETUP MENU PAGE 1#X size:描述PCB的长度。
Y size:描述PCB的宽度。
Thickness:描述PCB的厚度。
最高可输到0.5inchPre-position:不使用。
其值一般为零Position:不使用,其值一般为零。
Board stop x:表示自动印锡时,镜头在x方向上检测pcb进板的坐标值。
Board stop y:表示自动印锡时,镜头在y方向上检测pcb进板的坐标值。
Detent:当值为正时,表示pcb板会向进口方向后退所设的距离。
当值为负时,表示pcb会向出口方向前进所设的距离。
一般设0。
Load speed:进板速度。
0.3inch/秒-60inch/秒、修改此值需作“Cal Position Speed".Unload speed:出板速度.0.3inch/秒-60inch/秒Snap off:pcb与钢网之间的距离,可从-0.05inch到+0.1inch变化.新网为0inchVacuum:yes/0/1表示使用真空;no表示不使用真空;2表示table将板顶到钢网高度时真空消失,table下来时真空存在.二、Slow snap-offEnabled:yes表示使用慢速脱模功能;no表示不使用。
Down delay:表示机器脱模之前的延时时间。
Distance:表示慢速脱离的距离。
Speedy:表示慢速脱模时Z轴的速度等级。
分别为1=0.005inch/秒;2=0.01inch/秒;3=0.015秒;4=0.02inch/秒;5=0.025inch/秒;6=0.03/秒.三、SqueegeeEnable:是否使用刮刀;yes表示用;no表示不用Stroke type:印刷时刮刀动作的方式;有以下6种选择:Altern:交替使用前后刮刀进行印刷。
(推建使用这种模示〕Prt/Fld:仅使用于丝网印刷,这里不作祥细介绍。
比例阀中文说明书

①同时摁下达 3 秒以上
■ 使用注意事项
! 注意
1. 本产品,在控制状态时,由于停电等异常情况引起电源被切断,能在短时间内保持 2 次侧的出口压力。 当 2 次侧为大气开放的状态时,停电后空气还会继续排放,使用时请充分注意。
2. 本产品,在通电状态下停止供给压力时,内藏的电磁阀持续动作,可能会引发噪声。当停止供气时,请 务必同时切断电源。
电流型 电压型
4~20mADC (ITV10※※-01,ITV20※※-01,ITV30※※-01) 0~20mADC (ITV10※※-11,ITV20※※-11,ITV30※※-11) 0~5VDC (ITV10※※-21,ITV20※※-21,ITV30※※-21) 0~10VDC (ITV10※※-31,ITV20※※-31,ITV30※※-31)
质量
约 250g(无附属品){ITV1000}
约 350g(无附属品){ITV2000}
约 620g(无附属品){ITV3000}
注1) 输出压力 0.1MPa 规格最大供给压力为 0.2MPa。
注2) 超出规格范围时,会发生破损,请注意。
3
■ 配线方法 电缆与本体的端子连接时,请以下记的形式进行配线。
输出压力% 输出压力%
输入信号
输入信号
■ 显示输出
显示用的输出电压依据下表所示。本产品所连接的计测器件,其所使用的负载阻抗请确保在 1kΩ 以上。另
外,此输出电压需增幅使用时,请同样考虑设计负载阻抗在 1kΩ 以上。
型号
输出压力(MPa)
显示用输出电压(VDC) 注)
ITV※01※-※1
0.005~0.1
1各部分名称外形尺寸安装孔up键键配线电缆接线端子设定键set键down键键安装托架选配右弯出线型电缆接线端子显示用led4芯sup接口压力表用接口out接口外形尺寸安装孔安装孔安装托架安装托架选配选配直线出线型电缆接线端子4芯右弯出线型电缆接线端子4芯安装孔2规格供给压力注1设定压力01mpa但最大为1mpa000501mpaitv1011itv2011itv3011设定压力000505mpaitv1031itv2031itv3031000509mpaitv1051itv2051itv3051约200lminanritv1000供给压力
MPMUP2000HIE中文指南A

MPMUP2000HIE中文指南AMPM UP2000 HIE中文指南A 操作说明MPM UP2000 HIE中文指南A目1. 目的 .............................................................................................................. 2 2. 范 .............................................................................................................. 2 3. 批准.. (2)4. ⒖加攵x (2)5. .............................................................................................................. 26. O淞斜 ...................................................................................................... 27. P于MPM UP2000 HIE ................................................................................3 8. 安全事 ......................................................................................................6 9. 机器部件...................................................................................................... 7 10. _源...................................................................................................... 11 11. 主操作屏幕 .. (13)1 2. 3. 4. 5. 6. 7. 8. 9.祟} (14)慢影粹o (18)^ ...................................................................................................... 19 清除故障按o ........................................................................................... 19 警告信息^ ............................................................................................... 20 O置菜伟粹o ........................................................................................... 20 操作控制面板按o (21)MPM Y料按o ......................................................................................... 22 r 像按o . (22)12. 印刷机O 置............................................................................................... 23 13. 印刷 .............................................................................. 错误!未定义书签。
日立变频器L200中文操作手册.pdf
!"#
!"#$%
!"#$%! Nhomakorabea!1
!2
!3
!"#
!1
!1 2
!1
!1 2
!"#
A
!
b
!
C
!"
H
!"#
2
!" # !$%&'&() ! AVR
!"#$
!"#$%&'()*+,$-&'.
3
!"#$%&'() *+,-./01"201"34#5601&'( 50Hz )
!"#$%&'()
!"#$%&'(
!"#$%&'()*+,"#$-./
4
!" JEM1030
!
5
! 50/60Hz
!
!"#$% !&'()*+,-./012
0.95
0.95
1.4
1.4
1.9
1.9
0.7
0.85
-
1.8
-
1.8
1.8
037LFU 3.7(5)
5.5 6.6 15.9
055LFU 5.5(7.5)
7.5 9.9 24
075LFU 7.5(10)
11 13.3 32
3- 200~240V 10% 50/60Hz 5%
-
-
-
1.9
3.5
3.5
Nanodrop 2000中文手册
Nanodrop 2000/2000C 分光光度计V1.0 用户守则基因有限公司仪器应用技术支持亲爱的用户,您好!非常感谢您选购我公司代理的仪器。
我们将竭诚为您提供优质的售后服务及免费的专业应用培训。
为了更好地进行仪器的应用培训,我们根据您所选购的仪器特点,将需要您配合准备的工作敬告如下:1.应用培训内容:仪器操作培训和软件应用培训。
仪器操作培训包括:仪器的操作、维护和仪器使用注意事项。
软件应用培训包括:用户本次所购买的同仪器配套的所有软件的软件应用培训。
2.培训时间:仪器正式安装调试后,本公司2周内派出专业技术人员进行应用培训。
3.应用培训中所需准备的试剂、耗材和仪器均需由用户提供,并在系统培训开始前准备好。
我公司将指派专业技术人员免费进行应用培训。
4.用户签收售后服务工作报告后,基因公司正式的系统培训内容即完成。
您以后在使用的过程中有任何疑问都可以向我们咨询,我们非常乐意为您们解决应用上遇到的问题。
5.在仪器的使用过程中,无论遇到您认为多么微小或繁琐的问题,请您及时和我们联系,一个及时的通知能节约您的时间,也能帮助我们更好的了解仪器和软件。
6.联系我们时请您提供:仪器型号、软件名称,版本、错误代码、实验目的、操作系统(98/2k/xp/NT)、维修历史等相关资料。
本守则提的信息仅供参考,本守则包含的所有信息应该是正确和完整的。
如果对本守则中的描述有疑问,请参考厂家的英文操作说明。
如果由于您的不正当使用而对仪器造成损坏或者导致仪器的性能损伤,本公司将不会对此负责。
1.仪器介绍仪器描述Thermo Scientific NanoDrop 2000/2000C分光光度计可以检测0.5-2ul的样本,而且检测是非常高的准确性和重复性。
ND2000C分光光度计不仅提供了NanoDrop样品保留专利技术的便利性,也可以使用传统的比色皿来进行样本检测。
样本保留系统应用了表面张力来把样本保留在两根检测光纤中间,这使得仪器可以检测较高浓度的样本而不用稀释。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.點取CANCEL(取消)按鈕,表示不要從磁片存入機器內硬碟機。
File transfer complete.1 files transferredPress NEXT to Continue.File transfer complete. (程式檔案存入到磁片已完成)1 files transferred(一個程式檔案存入到磁片)Press NEXT to Continue. (按NEXT繼續)※因程式檔案多寡,所顯示程式檔案訊息不同8.Save Timing File將目前程式檔案有關時間參數存入到磁片※此功能是將目前生產程式檔案內,有關時間參數存入到磁碟片中,如印刷完一片所需時間、等待時間等等…..1.Load Board載入PC板於中心點位置及視覺系統位置,頂到鋼板位置※Load Board進板指令集是將PC板送進機器內,Z AXIS將會升高到不同高度,當你在下拉式選項Utilities中選擇時,螢幕上會出現手動進板(Manual Load Board)的螢幕如上圖。
1.鋼板高度(Stencil Height):將PC板上升至鋼板的高度,這是可以查看PC板是否完全密和頂到鋼板及PC板與鋼板有無對位。
2.鏡頭高度(Vision Height):將PC板上升至視覺影像高度,這是可以查看PC板Mark點是否錯誤。
3.定位工具高度(Tooling Height):將PC板上升至定位工具高度,這是可以查看PC板吸真空是否定位良好及調整支撐PIN(Support PIN)位置。
4. Begin:開始送板到印刷區位置並依照上述設定上升高度5. Detent:載入PC板向前與向後於中心點位置6. Exit :跳出手動進板的畫面,回到主畫面2. Stencil Height測PCB板到鋼板厚度This utility will the set STENCIL height.Press NEXT to Continue, or EXIT to Quit.This utility will the set STENCIL height. (要開始使用偵測鋼板高度)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開)你按NEXT之後,出現下列訊息及視窗:CAUTION, The machine is now going tomove. STAY CLEAR.Press NEXT to Continue, or EXIT to Quit.CAUTION, The machine is now going to(警告,機器現在要移動,內部不能有move. STAY CLEAR.任何東西,需清除)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開)你按NEXT之後,出現下列訊息及視窗:Press SELECT to JOG the sensor clear ofpaste or stencil apertures,or Press NEXT to CONTINUE.Press SELECT or NEXT to Continue.Press SELECT to JOG the sensor clear of(按SELECT移動偵測感應器,以paste or stencil apertures,免碰到鋼板上錫膏及鋼板上PAD孔)or Press NEXT to CONTINUE. (按NEXT馬上開始在本位置偵測鋼板高度) Press SELECT or NEXT to Continue. (按SELECT 或NEXT繼續)你按SELECT之後,出現下列訊息及視窗:JOG ACTIVE…SQUEEGEE STROKE -112.050Press EXIT to quit.JOG ACTIVE…(移動現在刮刀行程位置)SQUEEGEE STROKE -112.050Press EXIT to quit. (按EXIT離開)你按NEXT與EXIT之後,出現下列訊息及視窗:Locating the board…(載入基板中………)CAUTION:Auto height sensor inprogress. Please wait…(注意:高度自動偵測進行,請稍後………)Stencil height FOUND.Press NEXT to Continus.Stencil height FOUND. (完成偵測鋼板高度)Press NEXT to Continue. (按NEXT繼續下一步驟)3. Set Stroke設定刮刀組行程This utility will allow you to set theSQUEEGEE STROKE used during printing.Press NEXT to Continue, or EXIT to Quit.This utility will allow you to set the (本功能可設定印刷時的刮刀行程) SQUEEGEE STROKE used during printing.Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開) 你按SELECT之後,出現下列訊息及視窗:Jog the SQUEEGEE to the desired +STROKE locatedtoward the rear of the stencil.Press NEXT to Continue, or EXIT to Quit.Jog the SQUEEGEE to the desired +STROKE (移動刮刀到朝向鋼板後方located toward the rear of the stencil.的正方向適當位置)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,有一指標會往上跑到JOG區的SQUEEGEE STROKE---JOG ACTIVE ---RollTrackball for fine adjust, OR(滾動軌跡球做微調,或是按住SELECT Hold SELECT button and Roll Trackball按鈕並且滾動軌跡球做快速微調) For VELOCITY adjustment.Press EXIT to Leave JOG. (按EXIT離開JOG模式)你按SELECT之後,出現下列訊息及視窗:Jog the SQUEEGEE to the desired -STROKE locatedtoward the front of the stencil.Press NEXT to Continue, or EXIT to Quit.Jog the SQUEEGEE to the desired -STROKE (移動刮刀到朝向鋼板前方located toward the front of the stencil.的負方向適當位置)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,有一指標會往上跑到JOG區的SQUEEGEE STROKE---JOG ACTIVE ---RollTrackball for fine adjust, OR(滾動軌跡球做微調,或是按住SELECT Hold SELECT button and Roll Trackball按鈕並且滾動軌跡球做快速微調) For VELOCITY adjustment.Press EXIT to Leave JOG. (按EXIT離開JOG模式)4.Level SqueegeeThis Utility will set the SQUEEGEE height.Press NEXT to Continue, or EXIT to quit.This Utility will set the SQUEEGEE height.(使用測刮刀高度)Press NEXT to Continue, or EXIT to quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,出現下列訊息視窗:Please install a stencil now.The FRAME CLAMPS will activate whenyou press NEXT.Press NEXT to Continue, or EXIT to quit.Please install a stencil now. (現在請放入鋼板)The FRAME CLAMPS will activate when(按NEXT之後,啟動鋼板固定夾) you press NEXT.Press NEXT to Continue, or EXIT to quit. (按NEXT繼續, 按EXIT離開)按NEXT之後,出現下列訊息視窗:You must now install the squeegee blade.Press NEXT to Continue, or EXIT to quit.You must now install the squeegee blade. (你現在必須安裝刮刀)Press NEXT to Continue, or EXIT to quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,出現下列訊息視窗:CAUTION, The machine is now going toMove the Z TOWER and cyclethe SQUEEGEE UP and DOWN.Press NEXT to Continue, or EXIT to Quit.CAUTION, The machine is now going to(注意,機器的Z軸和刮刀上下將Move the Z TOWER and cycle會移動)the SQUEEGEE UP and DOWN.Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,出現下列訊息視窗:Press SELECT to find Stencil Heightor NEXT to Bypass.Press NEXT to Continue, or EXIT to Quit.Press SELECT to find Stencil Height(按SELECT之後,再測一次鋼板高度or NEXT to Bypass.或按NEXT之後,不測鋼板高度)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開)按NEXT之後,出現下列訊息視窗:Press SELECT to JOG the sensor clear ofpaste or stencil aperturesor press NEXT to CONTINUE.Press SELECT or NEXT to Continue.Press SELECT to JOG the sensor clear of(按SELECT移動偵測感應器,以paste or stencil apertures免碰到鋼板上錫膏及鋼板上PAD孔)or press NEXT to CONTINUE. (按NEXT馬上開始在本位置偵測刮刀高度)Press SELECT or NEXT to Continue. (按SELECT 或NEXT繼續)你按SELECT之後,出現下列訊息及視窗:JOG ACTIVE…SQUEEGEE STROKEPress EXIT to quit.JOG ACTIVE…(移動現在刮刀行程位置)SQUEEGEE STROKE -112.050Press EXIT to quit. (按EXIT離開)你按NEXT與EXIT之後,出現下列訊息及視窗並開始測前後刮刀高度:Leveling front blade.Leveling rear blade.CAUTION:Auto height sensor inprogress. Please wait…(開始偵測刮刀高度。