电镀知识和单位换算详解
电镀质量计算公式是什么
电镀质量计算公式是什么电镀是一种通过电化学方法将金属离子沉积在导电表面上的工艺。
它可以提高金属制品的耐腐蚀性、导电性和外观质量。
在进行电镀过程中,了解电镀质量的计算公式对于控制和优化电镀工艺非常重要。
本文将介绍电镀质量的计算公式,并探讨其在电镀工艺中的应用。
电镀质量计算公式通常包括以下几个方面:电镀层厚度、电镀速度、电镀效率和电镀质量。
其中,电镀层厚度是评价电镀质量的重要指标之一。
电镀层厚度的计算公式通常为:D = (I × t) / (k × Q)。
其中,D为电镀层厚度,单位为微米;I为电流密度,单位为A/cm2;t为电镀时间,单位为小时;k为电镀效率,取值范围为0~1;Q为电镀过程中的电荷量,单位为C。
电镀速度是指单位时间内电镀层增加的厚度,通常用微米/小时表示。
电镀速度的计算公式为:V = D / t。
其中,V为电镀速度,单位为微米/小时;D为电镀层厚度,单位为微米;t为电镀时间,单位为小时。
电镀效率是指电镀过程中金属离子的沉积效率。
电镀效率的计算公式为:η = (W / (M × F)) × 100%。
其中,η为电镀效率,取值范围为0~100%;W为沉积的金属质量,单位为克;M为电镀金属的摩尔质量,单位为g/mol;F为电荷量,单位为C。
电镀质量是指电镀层的致密性、均匀性和附着力等性能。
电镀质量的计算公式通常是根据电镀层的物理和化学性质来评价的,如电镀层的硬度、粗糙度、晶粒大小等指标。
以上是电镀质量计算的一般公式,但实际应用中还需要根据具体的电镀工艺和材料来进行调整和优化。
通过合理地选择电镀参数和控制电镀过程,可以提高电镀质量,降低生产成本,从而实现电镀工艺的高效、稳定和可控。
总之,电镀质量计算公式是电镀工艺中的重要工具,它可以帮助工程师和技术人员更好地理解和控制电镀过程,从而实现优化电镀质量和提高生产效率的目标。
希望本文的介绍能够对读者有所帮助,也希望电镀工艺在未来能够得到更好的发展和应用。
电镀基本知识(OK)
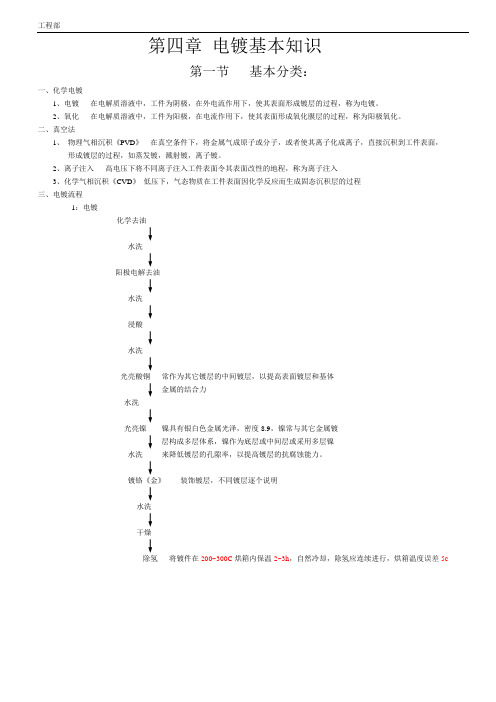
第四章电镀基本知识第一节基本分类:一、化学电镀1、电镀在电解质溶液中,工件为阴极,在外电流作用下,使其表面形成镀层的过程,称为电镀。
2、氧化在电解质溶液中,工件为阳极,在电流作用下,使其表面形成氧化膜层的过程,称为阳极氧化。
二、真空法1、物理气相沉积《PVD》在真空条件下,将金属气成原子或分子,或者使其离子化成离子,直接沉积到工件表面,形成镀层的过程,如蒸发镀,溅射镀,离子镀。
2、离子注入高电压下将不同离子注入工件表面令其表面改性的地程,称为离子注入3、化学气相沉积《CVD》低压下,气态物质在工件表面因化学反应而生成固态沉积层的过程三、电镀流程1:电镀化学去油水洗阳极电解去油水洗浸酸水洗光亮酸铜常作为其它镀层的中间镀层,以提高表面镀层和基体金属的结合力水洗光亮镍镍具有银白色金属光泽,密度8.9,镍常与其它金属镀层构成多层体系,镍作为底层或中间层或采用多层镍水洗来降低镀层的孔隙率,以提高镀层的抗腐蚀能力。
镀铬《金》装饰镀层,不同镀层逐个说明水洗干燥除氢将镀件在200~300C烘箱内保温2~3h,自然冷却,除氢应连续进行,烘箱温度误差5c第二节常用装饰镀层的种类铬铬是稍带蓝色的银白色金属,原子量51.996,原子价2.3.6;电解铬密度(6.9~7.1).硬度HV750-1050,熔点1890C。
铬在大气中有强烈钝化能力,能长久保持光泽,在碱液,硫酸,硝酸,硫化物及许多有机酸中均不发生作用,但铬能溶于氢卤(LU)酸和热的浓硫酸中。
铬层有很高的硬度和优良的耐磨性,很低的摩擦系数。
铬层有较好的耐热性,在空气中加热到500C时其外观和硬度无明显的变化,反光能力很强。
镀铬依用途分1:装饰性镀铬厚度一般控制在0.25~0.50um范围。
2:耐磨镀铬厚度一般控制在5~80um范围吊铬一般用三价铬,滚铬一般用锡钴合金,代用铬镀铬溶液的特性1:镀铬溶液采用含量高,氧化性很强铬酸酐,它危害人体和环境污染2:镀铬溶液的阴极电流效率很低,大量电流消耗于析出氢气的反应3:电流很高12V,高出其它镀种的一倍4:镀铬时产生大量气体,形成大量铬雾逸出,须安装排风扇和铬雾回收装置5:由于阴极大量析氢,使镀层和基体金属氢脆金金的原子序数为79,金的原子核周围有79个带负电荷的旋转电子。
电镀常用知识
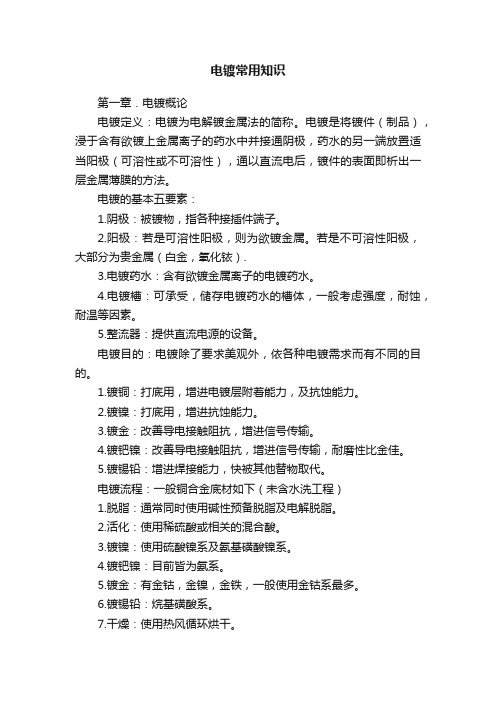
电镀常用知识第一章.电镀概论电镀定义:电镀为电解镀金属法的简称。
电镀是将镀件(制品),浸于含有欲镀上金属离子的药水中并接通阴极,药水的另一端放置适当阳极(可溶性或不可溶性),通以直流电后,镀件的表面即析出一层金属薄膜的方法。
电镀的基本五要素:1.阴极:被镀物,指各种接插件端子。
2.阳极:若是可溶性阳极,则为欲镀金属。
若是不可溶性阳极,大部分为贵金属(白金,氧化铱).3.电镀药水:含有欲镀金属离子的电镀药水。
4.电镀槽:可承受,储存电镀药水的槽体,一般考虑强度,耐蚀,耐温等因素。
5.整流器:提供直流电源的设备。
电镀目的:电镀除了要求美观外,依各种电镀需求而有不同的目的。
1.镀铜:打底用,增进电镀层附着能力,及抗蚀能力。
2.镀镍:打底用,增进抗蚀能力。
3.镀金:改善导电接触阻抗,增进信号传输。
4.镀钯镍:改善导电接触阻抗,增进信号传输,耐磨性比金佳。
5.镀锡铅:增进焊接能力,快被其他替物取代。
电镀流程:一般铜合金底材如下(未含水洗工程)1.脱脂:通常同时使用碱性预备脱脂及电解脱脂。
2.活化:使用稀硫酸或相关的混合酸。
3.镀镍:使用硫酸镍系及氨基磺酸镍系。
4.镀钯镍:目前皆为氨系。
5.镀金:有金钴,金镍,金铁,一般使用金钴系最多。
6.镀锡铅:烷基磺酸系。
7.干燥:使用热风循环烘干。
8.封孔处理:有使用水溶型及溶剂型两种。
电镀药水组成;1.纯水:总不纯物至少要低于5ppm。
2.金属盐:提供欲镀金属离子。
3.阳极解离助剂:增进及平衡阳极解离速率。
4.导电盐:增进药水导电度。
5.添加剂:缓冲剂,光泽剂,平滑剂,柔软剂,湿润剂,抑制剂。
电镀条件:1.电流密度:单位电镀面积下所承受的电流,通常电流密度越高膜厚越厚,但是过高时镀层会烧焦粗燥。
2.电镀位置:镀件在药水中位置,与阳极相对位置,会影响膜厚分布。
3.搅拌状况:搅拌效果越好,电镀效率越高,有空气,水流,阴极摆动等搅拌方式。
4.电流波形:通常滤波度越好,镀层组织越均一。
电镀工基本计算常识
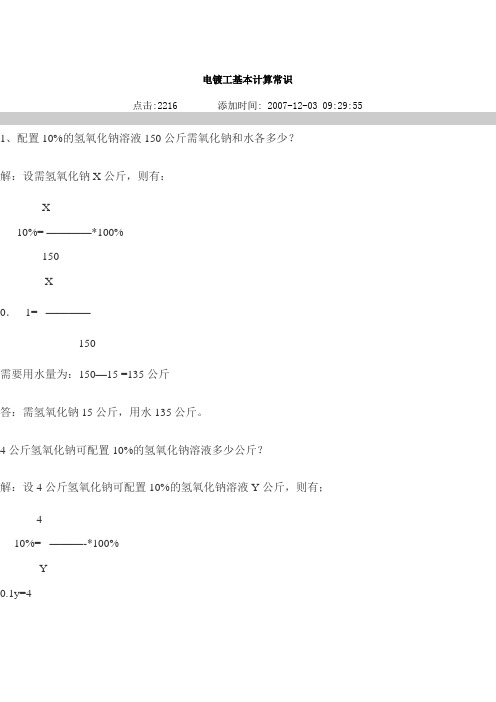
电镀工基本计算常识点击:2216 添加时间: 2007-12-03 09:29:55 1、配置10%的氢氧化钠溶液150公斤需氧化钠和水各多少?解:设需氢氧化钠X公斤,则有:X10%= ————*100%150X0.1= ————150需要用水量为:150—15 =135公斤答:需氢氧化钠15公斤,用水135公斤。
4公斤氢氧化钠可配置10%的氢氧化钠溶液多少公斤?解:设4公斤氢氧化钠可配置10%的氢氧化钠溶液Y公斤,则有;410%= ———-*100%Y0.1y=4Y=40公斤答:用4公斤氢氧化钠可配成10%的氢氧化钠溶液40公斤。
2、用10公斤水可配置20%的氢氧化钠溶液多少公斤?解:可配置Z公斤,则有:Z-1020%= ————*100%Z0.2Z=Z-100.2Z-Z=-10-0.8Z=-100.8Z=10Z=12.5公斤答:10公斤水可配置20%的氢氧化钠溶液12.5公斤。
3、1体积96%的硫酸(比重1.84)溶解于5体积水中,所得的稀硫酸溶液的百分比浓度和比重是多少?解:设体积单位为升,则比重1.84的96%硫酸中含纯硫酸的重量是:1.84*96%=1.7664公斤这1.7664公斤的溶质也就是配成稀硫酸中所含硫酸溶质的重量。
配好后的溶液总重量等于1升96%硫酸的重量加上5生水的重量,即:1.84/5=6.84公斤所得稀硫酸溶液的百分比浓度是:1.7664————*100%=25.8% 6.84比重是:6.84———— =1.146答:所得稀硫酸的百分比浓度为25.8 %,比重为1.14。
4、现在有93%的硫酸溶液50公斤,应兑多少公斤水才能配成10%的硫酸溶液?解:50公斤93%的硫酸溶液中含纯硫酸的重量是50*93%=46.5公斤46.5公斤纯硫酸可配成10%稀硫酸溶液的重量是46.5/10%的稀硫酸溶液配制时应加水的重量是465-50=415公斤答:需兑水415公斤。
5、用比重为1.422、浓度为70.33%的浓硝酸配制成1 :1的稀硝酸溶液的百分比浓度是多少?解:根据题意,只要将1升比重为1.422、浓度为70.33%的硝酸溶液与1升水相溶解后既是所需配制的1:1的稀硝酸溶液了。
电镀计算数据

电镀计算数据1 电镀电流 ( A )①方法l =长Х宽÷92900Х电流密度Х2Х有效电镀面积百分比②方法2 =长Х宽Х10.76Х电流密度Х2Х有效电镀面积百分比③方法3=长Х宽Х电流密度Х2Х有效电镀面积百分比2 平方尺:=长Х宽÷92900 =长Х宽Х10.763 光剂添加量:=电镀总电流Х电镀时间÷604 计算单位①长度单位、方法1 - 毫米方法2 - 米方法3 - 分米②电流密度: 方法1、2: 18—22 ASF, 方法3: 1—3 ASF, 镀锡: 7 —10 ASF③光剂: 毫升④电流: 安⑤时间: 分钟5 电镀时间: 一次铜: 8-12分钟, 二次铜: 30–40分钟. 镀锡:7–12分钟6 公式中的2表示双面,1表示单面。
有效电镀面积百分比指两面有效电镀面积的和的平均值7 计算实例: 现有一块双面线路板尺寸为长300毫米,宽200毫米,图形有效电镀面积为50%A 方法la 镀一次铜:=长Х宽÷92900Х电流密度=300Х200÷92900Х2Х20=25.83 ( A )b 镀二次铜:=300Х200÷92900Х2Х22Х50%=14.21 ( A )c 镀锡:=长Х宽÷92900Х电流密度Х有效电镀面积百分比=300Х200÷92900Х2Х10Х50%=6.46 ( A )B 方法2a 镀一次铜:=长Х宽Х10.76Х电流密度=0.3Х0.2Х10.76Х2Х20=25.82 ( A )b 镀二次铜:=长Х宽Х10.76Х电流密度Х有效电镀面积百分比=0.3Х0.2Х10.76Х2Х22Х50%=14.20 ( A )c 镀锡:=长Х宽Х10.76Х电流密度Х有效电镀面积百分比=0.3Х0.2Х10.76Х2Х10Х50%=6.46 ( A )C 方法3 :电镀电流:=长Х宽Х2Х电流密度=3Х2Х2Х2=24 ( A )D 光剂添加量:=电镀总电流Х电镀时间÷60=600Х15÷60=150 ( Ml)( 假设一缸板电镀电流为600A,电镀时间为15分钟,那么需要添加的铜光剂、锡光剂量分别为150毫升。
电镀基本公式
1、理论计算公式:Q = I × t I = j × S
Q:表示电量,反应在PCB上为厚度。
I:表示所使用的电流,单位为:A()。
t:表示所需要的时间,单位为:min(分钟)。
j:表示,指每的单积上通过多少的电流,
单位为:ASF(A/ft2)。
S:表示受镀面积,单位为:ft2()。
2、实践计算公式:
A、铜层厚的计算方法:
厚度(um)= (ASF)×时间(min)×电镀效率×
B、镍层厚度的计算方法:
厚度(um)= (ASF)×电镀时间(min)×电镀效率×
C、锡层的计算方法
厚度(um)= 电流密度(ASF)×电镀时间(min)×电镀效率×
3、以上计算公司仅供参考,每一家的电镀能力都会不同,所以应以本司的实际电镀水平为准。
4、楼主提及的A/DM是指ASD,即/平方分米(A/DM2)。
电镀公式及计算实例
电镀公式及计算实例
/min)计算时,η最好不要取100%(可以取小点,如95%),因为实际电镀时,有未估算到的面积(如针尖、导线破漏),这些都相当于降低了效率。
查手册可知,Cu的密度γ=8、92 g/cm3,二价Cu2+的电化学当量K=1、186 g/(Ah)实例一、要求速率是v=0、5μm /min时,假设η=95%,电流密度D=?
D=60γv/(100Kη)=608、9
20、5/(1001、18695%)=2、375A/dm2实例二、反过来,要求电流密度D=1A/dm2时,假设η=95%,计算速率v=?
v=100KDη/(60γ)=1001、186195%/(608、92)=0、2105μm
/min(因为v与D成正比,所以记住这个数,可以简易换算,溶液里是二价Cu2+时,v=0、2105D,上次算的0、2216是假设
η=100%算的)。
比如,若D=2 A/dm2,则v=0、21052=0、
4210μm /min再如,若v=0、5μm /min,则D=0、
50、2105=2、375A/dm2可以利用公式v/D=100Kη/(60γ)及电化学当量表自己计算出常用金属Au、Ag+、Cu2+、Sn2+、Ni2+的v/D值,记住这些值,就可以简易换算。
第 1 页共 1 页。
电镀基本计算

电镀基本计算(附录三)1.0 法拉第定律法拉第定律又叫电解定律,是电镀过程遵循的基本定律。
法拉第(Michael Faraday l791-1867)是英国著名的自学成才的科学家,他发现的电解定律至今仍然指导着电沉积技术,是电化学中最基本的定律,从事电镀专业的工作者,都应该熟知这一著名的定律。
它又分为两个子定律,即法拉第第一定律和法拉第第二定律。
(1)法拉第第一定律法拉第的研究表明,在电解过程中,阴极上还原物质析出的量与所通过的电流强度和通电时间成正比。
当我们讨论的是金属的电沉积时,用公式可以表示为:M=KQ=KIt式中M一析出金属的质量;K—比例常数;Q—通过的电量;I—电流强度;t—通电时间。
法拉第第一定律描述的是电能转化为化学能的定性的关系,进一步的研究表明,这种转化有着严格的定量关系,这就是法拉第第二定律所要表述的内容。
(2)法拉第第二定律电解过程中,通过的电量相同,所析出或溶解出的不同物质的物质的量相同。
也可以表述为:电解lmol的物质,所需用的电量都是l个“法拉第”(F),等于96500庫仑,或者26.8 A•h。
1F=26.8A•h=96500庫仑结合第一定律也可以说用相同的电量通过不同的电解质溶液时,在电极上析出(或溶解)的物质与它们的物质的量成正比。
由于现在标准用语中推荐使用摩尔数,也可以用摩尔数来描述这些定理。
所谓摩尔是表示物质的量的单位,每摩尔物质含有阿伏伽德罗常数个微粒。
摩尔简称摩,符号mol。
由于每mol的任何物质所含的原子的数量是一个常数,即6.023 ×1023,这个数被叫作阿伏伽德罗常数。
说明:上面的代号是定律的表达,我推荐的计算用代号见下述。
2.0 电化学常数(C):电化学常数(C)与电镀的电材质有关。
材质名称C--- (G/I-t)式中:G---电镀镀上基体上的量(g)I--电镀使用用电流(A)t---电镀使用时间(h)铜(Cu) 1.186 (二价铜)锌(Zn) 1.2196锡(Sn) 2.214铜(Cu) 2.271 (一价铜)对於合金的电化学常数(C)要按它的组分来计算,下面对黄铜合金示例:例:67.5﹪合金黄铜的电化学常数(C)计算公式:C(Cu-Zn)=1/(Cu﹪/C-Cu -Zn﹪/C-Zn)C(Cu-Zn)=1/(0.675/2.371-0.325/1.2196)=1.8143 g/A-h(克/安培-小时)3.0 钢丝线密度(g):计算公式:g=6.16d²(见结构计算)4.0 镀层重量:命名:δ---镀层厚度(μ) μ=微米d---钢丝直径(mm)W---单位镀层重量(g/Kg)公式:δ=kdwk---镀层材质常数k的计算式为k=γ-s/4γ-cγ-s----基体材料比重γ-c----镀层材料比重下列常数中基体材料为轧制钢,比重采用7.85。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/www/pub/027/index.htm
電鍍目前已廣泛應用於連接器的產品中,如連接器端子、鐵殼、
接地片等零件都需要經過電鍍處理才能滿足其特定的功能及壽命,那
麼電鍍是怎麼樣一個工藝呢?電鍍的目的又是什麼?下面我們從如
下幾個方面具體探討一下關於電鍍方面的知識,讓我們對於電鍍有更
深的瞭解。
一、什麼是電鍍;
二、電鍍的目的;
三、連接器產品的電鍍方式及工藝流程;
四、電鍍厚度單位的區分;
五、底材及常用電鍍規格;
六、電鍍的檢驗。
一、什麼是電鍍:
1. 電鍍的定義
簡單的講,電鍍就是在直流電的作用下,利用電解的方式使金屬或合金沉積在工件的表面,以形成均勻、緻密、結合力良好的金屬表面的過程。
2. 電鍍的原理
提供鍍層金屬的金屬片作用有如陽極,電解液通常為鍍著金屬的離子溶液,被鍍物作用則有如陰極。
陽極與陰極間輸入電壓後,吸引電解液中的金屬離子游至陰極,還原後即鍍著其上。
二、電鍍的目的:
1. 美觀(如鍍金,銀,鎳等)
電鍍後金屬通常較素材有更加光澤亮麗的外觀。
2. 防止腐蝕(如鍍鎳,鉻,鋅等)
通常原素材如銅,鐵等在空氣中極易氧化,電鍍一層抗氧化能力較強的金屬後可以提高其抗腐蝕能力。
3. 強電鍍附著性(如銅)
對於附著性較差的金屬,電鍍前通常要打銅底用以增強附著性。
4. 增強導電能力(如金,銀等)
原素材如鐵,磷銅的導電率通常都在20%以下,對於低阻抗要求的連接器無法滿足要求,故在表層電鍍金等高導電率金屬後可降低其阻抗。
5. 提高焊錫性(如錫,金等)。
因原素材對於錫的附著力較差,表面電鍍一定厚度的錫等物質後可改善零件的焊錫性。
三、連接器產品電鍍的方式及工藝流程:
1. 常見的電鍍方式;
按照產品功能及結構的不同,連接器產品主要的電鍍方式有如下三種:
a. 連續鍍:是將有連料帶的鍍件拖入已經規劃製程的電鍍槽中進行電鍍。
連續鍍設備
b. 滾鍍:是將散裝的鍍件放入滾筒中,再將滾筒放入鍍槽中進行電鍍。
滾鍍設備
c. 掛鍍:是將鍍件掛在掛架上,再將掛架放入鍍槽中進行電鍍。
掛鍍設備
2. 一般的電鍍流程;
無論是何種電鍍方式,均具備三種製程:
a. 前處理:將底材表面潔淨,活化,增進電鍍效率及表面附著力。
b. 電鍍:底材表面電鍍披膜。
c. 後處理:將電鍍殘留藥業去除,乾燥,防止鍍層變異,品質不良。
3. 端子連續鍍流程介紹;
放料——脫脂——脫脂水洗——酸洗——酸洗水洗——拋光——拋光水洗
——鍍鎳——水浸洗——鍍金(錫鉛/鈀鎳)——水洗——鍍錫——鍍錫後噴洗
——水浸洗——風乾——烘乾——收料
紅色部份為前處理工序,藍色部份為電鍍工序,橘色部份為後處理工序。
連續鍍鍍鎳工站,電鍍槽內放有鎳塊,電鍍時待電鍍產品浸入電鍍液中。
連續鍍鍍金工站(浸鍍),電鍍槽內放置金鹽,待電鍍產品浸入鹽水中。
連續鍍鍍金工站(刷鍍),電鍍藥水吸附在羊毛氈上,產品預電鍍位置需與羊毛氈接觸。
連續鍍鍍錫工站,電鍍槽內放有錫塊,電鍍時待電鍍產品浸入電鍍液中。
四、電鍍厚度單位的區分:
目前電子連接器端子電鍍厚度的表示方法有兩種:
1. u" (micro inch) 微英吋,即10-6 inch;(1英寸= 106微英寸)
2. um(micro meter) 微米,即10-6 M。
單位換算:
1" = 25.4 mm;
1u" = 25.4 umm = 0.0254 um;
1um = 1/0.0254 = 39.37 u"。
1 mm=1000 um
為方面記憶,一般算1um等於40u",例:圖面要求電鍍鎳3um min即可換算為120u" min。
五、底材及常用電鍍規格:
常見電鍍底材:純銅、黃銅、磷青銅、鈹銅、鐵材、不銹鋼……。
常見電鍍規格:
1. 端子類:
Contact area:Au 0.8u" ,3u", 5u" ,10u",15u",30u", Au 2u" over Pd-Ni 30u"。
Solder area :Sn-Pb 100~250u",Sn 100~250u" 。
All underplated:Ni 50u"~100u"。
2. 鐵殼類:
Sn-Pb 100~250u" ,underplated Cu 100~250u"。
Ni 100~250u",underplated Cu 100~250u"。
Sn 100~250u",underplated Cu 100~250u" 。
Half bright Sn 100~250u" ,underplated Cu 100~250u" 。
Bright Sn 100~250u",underplated Cu 100~250u" 。
Sn-Pb 100~250u",Ni 50~100u",underplated Cu 100~250u" 。
Bright Sn-Pb100~250u",Ni 50~100u",underplated Cu 100~250u" 。
Au 1.5u",Ni 100~250u",underplated Cu 100~250u" 。
Sn-Pb 100~250u",underplated Ni 100~250u" 。
不銹鋼:Sn-Pb 50u",underplated Ni 25u"。
3. 五金類(接地片,LACTH等):
Sn-Pb 100~250u",underplated Ni 50~100u" 。
Ni 100~250u",underplated Cu 50~100u" 。
六、電鍍的檢驗
1. 外觀檢驗:主要看外觀電鍍不良,變色,電鍍層剝落等。
2. 膜厚測試:測試儀器X-RAY螢光膜厚儀。
檢測產品實際厚度是否滿足圖面要求。
3. 附著能力測試(密著性測試):
測試方法:彎曲法(折彎測試)、膠帶法。
檢測電鍍層的附著力是否滿足要求。
4. 焊錫能力測試:一般只針對鍍錫或鍍金產品的電鍍品才要求測試焊錫性,一般要求吃錫面在95%以上。
5. 抗腐蝕能力測試:包括鹽霧測試,硝酸蒸汽測試,H2S蒸汽測試,S02 蒸汽測試,水蒸汽老化測試。
測試後零件不可有氧化及功能性變異。
单位换算
一毫米等于多少mil?
1密耳(mil)=0.0254毫米(mm)
1毫米=39.37密耳(mil)
1inch=1000 mil
1毫米等于多少微米?
1毫米=1000微米
1毫米=0.001米(10^(-3))
1微米=0.000001米(10^(-6))
1毫米等于多少丝.1丝等于多少缪
1 km =1000 m 1 foot=1
2 inch
1 m =1000 mm 1 inch=1000 mil
1 mm=1000 um 1 mil =1000 u”
1 m =39.37 inch 1 inch=25.4 mm
1 oz =35 um H oz =18 um
1/3oz=12 um 1/4oz =9 um
1 英寸等于多少毫米?
1英寸=25.4毫米
25.4毫米
一英尺等于12英寸,
乔丹6英尺6英寸,合78英寸,约为1.98米
1纳米等于多少毫米
纳米如同厘米、分米和米一样,是度量长度的单位,一纳米等于十亿分之一米,将一纳米的物体放到乒乓球上,就像一个乒乓球放在
地球上一般。
专家解释,“纳米”即毫微米,通常用“nm”表示。
在物理学中,纳米是长度的单位;1微米为千分之一毫米,1纳米又等于千分之一微米,相当于头发丝的十万分之一。
它与长度单位米的换算关系是:1纳米=10的负9次方米。
做个比较,若以1米比为地球直径,1纳米大约为1个玻璃珠的直径。
所谓“纳米科技”,就是在0.1~100纳米的尺度上,研究和利用原子、分子的结构、特征及相互作用的高新科学技术。
“纳米微操作”,是纳米技术的重要内容,其目的是在纳米尺度上按人的意愿对纳米材料实现移动、整形、刻画以及装配等工作。
纳米微操作始于上
世纪80年代。
1分米等于多少毫米?
1米=10分米=100厘米=1000毫米
1分米=10厘米=100毫米
20英尺;40英尺;8英尺;8.6英尺;9.6英尺分别等于多少米和多少分米和多少毫米?
1英尺=0.3048米;20英尺=6.096米=60.96分米=609.6厘米=6096毫米;40英尺=12.192米=121.92分米1219.2厘米=12192毫米;8英尺=2.4384米=24.384分米=243.84厘米=2438.4毫米;8.6英尺=2.62128米=26.2128分米=262.128厘米=2621.28毫米;9.6英尺
=2.92608米=29.2608分米=292.608厘米=2926.08毫米。