AO工艺设计方案[精编版]
AO工艺过滤一体化设计方案
AO工艺过滤一体化设计方案一、背景和介绍AO工艺是一种用于水处理的先进技术,它结合了氧化和吸附过滤的优点,能够高效地去除水中的有机物、异味、颜色和重金属等污染物。
AO 工艺过滤一体化设计方案将AO工艺和过滤技术结合,实现了工艺过滤的一体化设计,能够进一步提高水处理的效率和效果。
二、设计原则1.高效处理:设计方案应能够高效去除水中的污染物,保证出水水质的安全和合格。
2.系统稳定:设计方案应具备系统稳定性,保证设备的长期稳定运行和水处理效果的一致性。
3.经济高效:设计方案应在保证水处理效果的基础上,尽可能降低成本,提高资源利用率。
4.操作简便:设计方案应考虑操作的简便性,降低技术要求和人工成本。
三、设计方案1.工艺流程根据AO工艺过滤一体化设计方案的原则,我们提出以下简化的工艺流程:原水→预处理→AO反应池→过滤器→清水池→消毒→给水2.设备选择(1)预处理设备:包括格栅、沉砂池等,主要用于去除原水中的杂质和悬浮物,保护后续设备的正常运行。
(2)AO反应池:选择一种具有高效氧化和吸附功能的反应池,根据实际情况确定池的大小和数量。
(3)过滤器:选择一种能够高效去除水中颗粒物和微生物的过滤器,如砂滤器、活性炭过滤器等。
(4)清水池:用于存储和供应处理后的水,确保后续消毒过程的稳定性。
(5)消毒设备:选择一种适合的消毒设备,如紫外线消毒器、臭氧消毒器等。
注意:以上设备选择应根据实际情况和需求进行合理选择和配置。
3.设备配置(1)AO反应池和过滤器的配置:根据水处理量和水质要求,确定AO 反应池和过滤器的数量和大小,可以组合多个反应池和过滤器进行使用,以提高处理效率。
(2)清水池的配置:根据出水要求和储存需求,确定清水池的容量和数量,确保水的稳定供应。
(3)设备运行和控制:设计方案应包括设备的运行和控制系统,包括测量和监控设备,用于实时监测水处理的效果和设备的运行状态。
四、操作维护1.操作指导:设计方案应提供详细的操作指导,包括设备的启停顺序、操作规程、维护方法等,确保操作人员能够正确操作和维护设备。
ao工艺设计计算

A 2/O 工艺生化池设计一、 设计最大流量Q max=73500m 3/d=3062.5 m 3/h=0.850 m 3/s二、 进出水水质要求表1 进出水水质指标及处理程度三、 设计参数计算①. BOD 5污泥负荷N=0.14kgBOD 5/(kgMLSS ·d)②. 回流污泥浓度X R =10 000mg/L③. 污泥回流比R=50%④. 混合液悬浮固体浓度(污泥浓度) ⑤. TN 去除率 ⑥. 内回流倍数 四、 A 2/O 曝气池计算 ①. 反应池容积 ②. 反应水力总停留时间 ③. 各段水力停留时间和容积 厌氧:缺氧:好氧=1:1:4厌氧池停留时间h t 33.21461=⨯= ,池容37.70874252661m V=⨯=; 缺氧池停留时间h t 33.21461=⨯= ,池容37.70874252661m V=⨯=;好氧池停留时间h t 34.91464=⨯= ,池容36.283504252664m V =⨯=。
④. 校核氮磷负荷好氧段TN 负荷为:()d kgMLSS kgTN N ⋅=⨯⨯=∙∙/024.06.8350233339.3073500V X T Q 30厌氧段TP 负荷为:()d kgMLSS kgTN P ⋅=⨯⨯=∙∙/017.07.708733334.573500V X T Q 10① 剩余污泥量:X ∆,(kg/d) 式中:取污泥增值系数Y=0.5,污泥自身氧化率05.0=d K ,代入公式得: =5395kg/d 则:湿污泥量:设污泥含水率P=99.2% 则剩余污泥量为: ⑤. 反应池主要尺寸反应池总容积:V=425263m设反应池2组,单组池容积:V =3212632m V= 有效水深5m ,则:S=V/5=4252.62m取超高为1.0m ,则反应池总高m H 0.60.10.5=+= 生化池廊道设置:设厌氧池1廊道,缺氧池1廊道,好氧池4廊道,共6条廊道。
AO工艺

A/O工艺(1)A池(缺氧池)容积,可按以下公式计算:V n={0.001Q(N k-N te)-0.12△X v}/(K de×X)(△X v=y×Y t×Q(S0-S e)/1000)式中:V n-缺氧池容积Q-生物反映池的设计流量(m3 /d)Q=80X-混合液悬浮固体平均浓度(gMLSS/L)X=12 N k-进水总凯氏氮浓度(mg/L)N k=1000N te- 出水总氮浓度(mg/L)N te=30△X v-排出生物反应池出水微生物量(kgMLVSS/d) K de-脱氮速率,取0.03kgNO3-N/(kgMLSS×d)Y t-污泥总产率系数(kgMLSS/kgBOD5) Y t=0.5y-MLSS中MLVSS所占比例y=0.6S0-进水BOD5 S0=6000S e-出水BOD5 S e=300将上面数值代入公式可得V n=170 m3有效水深取4 m,则面积A=170/4=42.5 m2(2)碳氧化池容积,可按下式计算:V= Q(S0-S e)/(1000×N S×X)式中:V-碳氧化池容积Q-进水流量N S-污泥有机负荷(kgBOD5/kgMLSS d),取N S=0.1X-悬浮固体浓度(gMLSS/L)代入上式有:V=380 m3有效水深度取4 m,则面积A=380/4=95 m2(3)强化消化池面积V=Q(S0(NH3-N)-S e(NH3-N))/(1000×N S(NH3-N)×X)Q-进水流量(m3 /d)S0(NH3-N)-NH3-N进水浓度S e(NH3-N)- NH3-N出水浓度N S(NH3-N)-污泥氨氮负荷(kgNH3-N/kgMLSS d),(取0.05)X-悬浮固体浓度(gMLSS/L),(取12)代入上式有:V=130 m3有效水深度取4.0 m,则该池面积A=130/4=32.5 m2(4)碳氧化-消化反应的需气量按下列公式计算:O2= 0.001aQ(S0-S e)-c△X v+b[0.001Q(N k-N ke)-0.12△X v]-0.626[0.001Q(N t-N ke-N oe)-0.12△X v]式中: Q-进水流量(m3 /d)O2-废水需氧量(m3 /d)N K-进水总凯氏氮浓度(mg/L)N ke-出水总凯氏氮浓度(mg/L)N oe-出水硝态氮浓度(mg/L)a-碳的氧当量,取1.47b- 氨氮的氧当量,取4.57c- 常数,细菌细胞的氧当量,取1.42代入上式有: O 2=813.97kg O 2/d查表可知:水中的溶解氧饱和度为:C S(20)=9.17(mg/L ); C S(30)=7.63(mg/L ).本项目采用微孔曝气头曝气,淹没水深为4m,计算温度定为30℃, 曝气头出口处的绝对压力(P b )为: P b =1.013×105+9.8×103×4=1.405×105 P a 空气离开曝气池池面时,氧的百分比为:O t =21(1-E A )×60%/[79+21(1-E A )]=17.54% (氧转化效率E A 20%) 最不利温度条件下(取30℃) 曝气池混合液中平均饱和度: C sb(30)=C s(30)( P b /202600+O t /42)=8.474 mg/L换算为20℃条件下,脱氧清水的充氧量:R 0= RC s(20)/{C βρα[sb(T)-]C 1.024T-20}取,0.1,0.2,9.0,8.0====ρβαC 代入得R 0=1309.7kgO 2/d曝气池的平均供气量为:G S =R 0×100/(0.3×E A )=21828.3 m 3空气 /d=909.5 m 3空气/h =15.16 m 3空气/min若微孔曝气头单盘气量2 m 3 /h ,面积0.25 m 2/个,氧转移效率E A 为20%,则所需曝气头的个数为909.5/2=455个。
ao工艺法

ao工艺法
Ao工艺法,也称为澳式科技,是一种应对城市建设中的环境问题的技术。
该项技术可以引导城市规划的各个方面,包括建筑、交通、
能源,以创造更环保、更可持续的城市。
以下是Ao工艺法的详细步骤:
1、城市规划:首先,需要制定一份Ao工艺法的城市规划。
这项
规划应包括相关政策和支持措施。
其中,包括政策和计划来鼓励单位
建筑的绿化和节能,以及支持公共交通系统的建设和推广使用。
2、能源系统:接下来,需设立一套清洁的能源系统,以减少对
传统能源的依赖,例如太阳能电池板或风力发电。
3、绿色建筑:Ao工艺法要求建筑能够更侧重于环保,例如通风
和采光方面的设计。
同时,还要站在能源消耗的角度进行基础设施设计,例如控制能源的使用、改善空气质量等。
4、交通:Ao工艺法重视公共交通系统,例如开展数字化交通模
式或注重步行和骑自行车交通模式等。
通过改变人们的出行模式,我
们可以减少道路拥堵,降低汽车排放产生的空气污染和噪声污染。
5、垃圾处理:Ao工艺法的垃圾处理方法要求将垃圾和有机废料
分类桶分类,垃圾和有机废料的再利用可以发电,这不仅有助于环保,而且还可以解决能源问题。
总的来说,Ao工艺法是一种有益的环保技术。
在实施过程中,我们可以通过城市规划、能源、环境、建筑、交通以及垃圾处理等方面
来落实这个技术。
在创造了一个更整洁、更可持续的城市之后,我们
可以更好地生活、工作和消费。
AO工艺流程课程设计
A O工艺流程课程设计一、课程目标知识目标:1. 学生能够理解A/O工艺流程的基本原理,掌握其运行机制及各阶段的关键步骤。
2. 学生能够描述A/O工艺在污水处理中的应用及其对环境保护的意义。
3. 学生能够解释A/O工艺中活性污泥法的原理及其影响因子。
技能目标:1. 学生能够通过观察和实验操作,分析A/O工艺流程中的水质变化。
2. 学生能够运用图表和数据,评估A/O工艺的处理效果。
3. 学生能够运用所学知识,设计简单的A/O工艺流程,解决实际问题。
情感态度价值观目标:1. 学生通过学习A/O工艺流程,培养环保意识,关注水资源的保护和利用。
2. 学生在学习过程中,学会合作与交流,培养团队精神和批判性思维。
3. 学生能够认识到科学技术在环境保护中的重要性,激发对环保事业的热爱。
本课程针对高年级学生,结合学科特点,注重理论联系实际,提高学生的实践操作能力。
通过本课程的学习,使学生掌握A/O工艺流程的相关知识,培养其在环保领域的技能和素养,为我国环境保护事业贡献力量。
同时,课程目标具体、可衡量,有助于教师进行教学设计和评估,确保学生达到预期学习成果。
二、教学内容1. A/O工艺原理:讲解A/O工艺的基本概念、运行机制,包括缺氧池、好氧池的作用,污泥回流比、混合液回流比的影响。
相关教材章节:第三章第二节2. A/O工艺在污水处理中的应用:介绍A/O工艺在生活污水、工业废水处理中的应用案例,分析其优缺点。
相关教材章节:第三章第三节3. 活性污泥法:讲解活性污泥法的原理、种类及其在A/O工艺中的应用,重点分析溶解氧、污泥龄等影响因子。
相关教材章节:第四章第一节4. 实践操作:组织学生进行A/O工艺流程的观察和实验操作,分析水质变化,评估处理效果。
相关教材章节:第五章5. 设计与应用:引导学生运用所学知识,设计简单的A/O工艺流程,解决实际问题,培养创新意识和实践能力。
相关教材章节:第六章教学内容按照以上五个方面进行组织,确保科学性和系统性。
ao 工艺流程说明
AO工艺流程详解
AO工艺,即厌氧-好氧工艺,是一种高效、环保的污水处理技术。
它巧妙地结合了厌氧和好氧两种处理方式,通过精心设计的流程,实现对各类污水中污染物的深度去除。
在AO工艺的起始阶段,污水进入了缺氧池。
这个缺氧池被形象地描述为“微妙的生态平衡之境”。
由于缺乏足够的氧气,厌氧细菌在这里繁衍生息,发挥其独特的代谢功能。
它们像魔术师般地将大分子有机物分解为小分子有机物,为后续的好氧处理做好准备。
同时,一部分有机物经过厌氧发酵,转化成为宝贵的沼气,这是一个能源再生的过程,实现了变废为宝的奇妙转变。
紧接着,污水进入了充满活力的好氧池。
在这里,充足的氧气为好氧细菌提供了理想的生存环境。
这些好氧细菌仿佛是生态工程师,它们不遗余力地将剩余的有机物转化为无害的二氧化碳和水。
同时,通过硝化作用,氨氮被转化为硝酸盐,为水体的自然净化作出了贡献。
硝化作用在污水处理中占据着举足轻重的地位,它不仅有助于降低水体中的氨氮含量,从而缓解水体的富营养化压力,而且对于整个水生态系统的健康和稳定具有深远的影响。
AO工艺流程不仅高效地清除了污水中的有机物、氮、磷等污染物,更通过一系列生物转化过程,提升了污水的生物稳定性和降低污泥的体积。
这一工艺方法不仅为环境保护和生态恢复提供了强大的技术支持,更为人类社会的可持续发展描绘出一幅美好的画卷。
AO工艺生物脱氮工艺原理、设计与计算
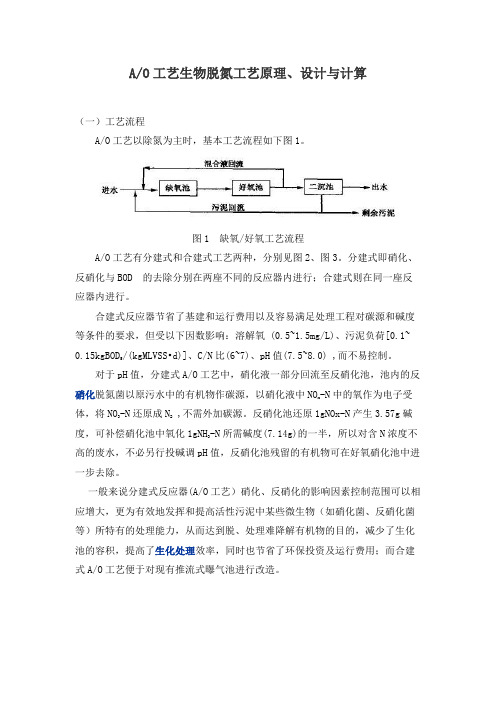
A/O工艺生物脱氮工艺原理、设计与计算(一)工艺流程A/O工艺以除氮为主时,基本工艺流程如下图1。
图1 缺氧/好氧工艺流程A/O工艺有分建式和合建式工艺两种,分别见图2、图3。
分建式即硝化、反硝化与BOD 的去除分别在两座不同的反应器内进行;合建式则在同一座反应器内进行。
合建式反应器节省了基建和运行费用以及容易满足处理工程对碳源和碱度等条件的要求,但受以下因数影响:溶解氧 (0.5~1.5mg/L)、污泥负荷[0.1~ 0.15kgBOD5/(kgMLVSS•d)]、C/N比(6~7)、pH值(7.5~8.0) ,而不易控制。
对于pH值,分建式A/O工艺中,硝化液一部分回流至反硝化池,池内的反硝化脱氮菌以原污水中的有机物作碳源,以硝化液中NOx-N中的氧作为电子受体,将NO3-N还原成N2,不需外加碳源。
反硝化池还原1gNOx-N产生3.57g碱度,可补偿硝化池中氧化1gNH3-N所需碱度(7.14g)的一半,所以对含N浓度不高的废水,不必另行投碱调pH值,反硝化池残留的有机物可在好氧硝化池中进一步去除。
一般来说分建式反应器(A/O工艺)硝化、反硝化的影响因素控制范围可以相应增大,更为有效地发挥和提高活性污泥中某些微生物(如硝化菌、反硝化菌等)所特有的处理能力,从而达到脱、处理难降解有机物的目的,减少了生化池的容积,提高了生化处理效率,同时也节省了环保投资及运行费用;而合建式A/O工艺便于对现有推流式曝气池进行改造。
图2 分建式缺氧一好氧活性污泥脱氮系统图3 合建式缺氧好氧活性污泥脱氮系统(二)A/O工艺生物脱氮工艺的特点1.优点①同时去除有机物和氮,流程简单,构筑物少,只有一个污泥回流系统和混合液回流系统,节省基建费用。
②反硝化缺氧池不需外加有机碳源,降低了运行费用。
③好氧池在缺氧池后,可使反硝化残留的有机物得到进一步去除,提高了出水水质。
④缺氧池中污水的有机物被反硝化菌所利用,减轻了好氧池的有机物负荷,同时缺氧池中反硝化产生的碱度可弥补好氧池中硝化需要碱度的一半。
AO设计方案

摘要: 本设计的污水日处理量为500吨,结合城市污水的水质特征,通过对不同污水处理工艺的比较,最终选择了A/O 工艺,污水处理工艺流程为:污水→调节池→缺氧池→好氧池→MBR 一体化处理设备→出水。
设计出水水质满足《城镇污水处理厂污染物排放标准》(GB 18918-2002)中的一级A 标准。
并对主要构筑物的进行设计计算,确定其尺寸。
一、A/O 工艺技术特点(1)系统优先满足微生物脱氮的碳源要求,反硝化容量充分,系统脱氮能力得到显著加强,同时也避免了回流污泥中携带的硝酸盐对厌氧池的不利影响; (2)聚磷微生物经历厌氧环境之后直接进入生化效率较高的好氧段,其在厌氧环境下形成的吸磷动力得到了更有效的利用;(3)参与循环的微生物全部经历了完整的厌氧-好氧过程,具有“群体效应”,因而显著提高了系统的氮磷脱除能力;(4)通过缩短污泥的沉淀时间,改善了活性污泥的沉降性能,提高了活性污泥浓度,为硝化和反硝化同步进行提供了有利条件,系统的脱氮效率进一步提高; 设计水量与水质 二、设计水量污水的平均处理量为h m d m Q 33平83.20500==; 污水的最大处理量为h m d m Q 33max 25600==; 污水的最小处理量为h m d m Q 33min 625.15375==; 总变化系数z K 为1.2。
三、设计水质设计水质如表3-1所示:表3-1 设计水质情况去除率处理水质达到《MBR 一体化设备》进水水质标准,各项指标见表3-2所示:表3-2 排放标准污染物 CODBOD 5SSTNNH 3-NTP色度pH排放 浓度≤500mg/L ≤300mg/L ≤150mg/L ≤50mg/L ≤5mg/L ≤5mg/L ≤30倍 6~9根据给排水手册5,结合排放水要求和出水水质,计算去除率,如表3-3 所示:%10000⨯-=C C C E e式中:0C——进水物质浓度;e C——出水物质浓度;四、方案确定原则(1)依据水体的水质标准确定成熟可靠的处理工艺,经济合理,安全可靠;(2)合理布局,基建投资费用少,运行管理简便;(3)综合利用,无二次污染,尽量减少工程占地;(4)降低运行能耗和处理成本,以使污水处理厂尽快完全发挥效益;(5)综合国情,提高自动化管理水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AO工艺设计方案[精编版]目录设计总说明 (V)General Design Introduction (IX)1 前言 (1)1.1 设计背景 (1)1.1.1 我国污水处理背景 (1)1.1.2 哈尔滨市背景资料 (1)1.1.3 设计资料 (1)1.1.4 污水特征 (1)1.2 城市污水处理厂工艺选择的原则 (2)1.3 工艺流程及各种工艺优缺点对比 (4)1.4 工艺流程 (8)2 污水处理系统设计计算 (9)2.1 格栅 (9)2.1.1 格栅的设计 (9)2.1.2 设计参数 (10)2.1.3 中格栅设计计算 (10)2.1.4 细格栅设计计算 (13)2.2 提升泵站 (15)2.2.1 泵站设计的原则 (15)2.2.2 泵房形式及工艺布置 (16)2.2.3 泵房设计计算 (16)2.3 沉砂池 (19)2.3.1 曝气沉砂池 (20)2.3.2 设计参数 (20)2.3.3 曝气沉砂池的设计计算 (20)2.3.4 曝气沉砂池曝气计算 (24)2.4 A/O反应池 (25)2.4.1 构筑物简介 (25)2.4.2 设计说明 (25)2.4.3 主要作用 (25)2.4.4 设计参数 (25)2.4.5 设计计算 (25)2.4.6 污泥回流比及混合液回流比 (27)2.4.7 剩余污泥量、生产污泥量 (27)2.4.8 需氧量计算 (28)2.4.9 供气量计算 (28)2.4.10 鼓风微孔曝气器空气管路计算 (30)2.6 二沉池 (31)2.6.1 沉淀池的类型及选择 (31)2.6.2 辐流式二沉池的设计参数 (31)2.6.3 设计计算 (31)2.6.4 设备选用 (33)3 污泥处理系统设计计算 (34)3.1 污泥浓缩池 (34)3.1.1 设计说明 (34)3.1.2 设计规定 (34)3.1.3 设计参数 (35)3.1.4 设备选型 (39)3.2 贮泥池 (39)3.2.1 构筑物简介 (39)3.2.2 主要作用 (40)3.2.3 设计参数 (40)3.2.4 设计计算 (40)3.2.5 设备选型 (40)3.3 蓄水池 (40)3.3.1 构筑物简介 (40)3.3.2 主要作用 (41)3.3.3 设计说明 (41)3.3.4 设计计算 (41)3.4 脱水机房 (41)3.4.1 构筑物简介 (41)3.4.2 主要作用 (41)3.4.3 设计计算 (41)3.4.4 设备选用 (42)4 污水处理厂总体布置 (43)4.1 污水处理厂平面布置 (43)4.2 平面布置原则 (43)4.3 平面布置 (45)4.3.1 工艺流程布置 (45)4.3.2 构(建)筑物平面布置 (45)4.3.3 污水厂管线布置 (45)4.3.4 厂区道路布置 (46)4.4 污水处理构筑物高程布置 (46)4.4.1 主要任务 (47)4.4.2 布置原则 (47)4.4.3 构筑物高程计算 (48)4.4.4 构筑物高程布置 (50)4.5 污泥处理构筑物高程布置 (51)4.5.1 污泥管道的水头损失 (51)4.5.2 污泥处理构筑物水头损失 (52)4.5.3 污泥高程布置 (52)5 经济技术可行性分析 (53)6 环境影响评价 (54)6.1建设过程中对环境的影响及对策 (54)6.1.1 生态影响分析 (54)6.1.2 施工扬尘的环境影响分析 (54)6.1.3 施工噪声的环境影响分析 (56)6.1.4 施工排水、及建筑垃圾的环境影响分析 (57)6.2 项目建成后的环境影响及对策 (58)6.3 环保投资 (59)6.4 资源损益分析 (60)6.5 环境损益分析 (60)6.6 社会损益分析 (61)参考文献 (62)附录 (63)致谢 (64)哈尔滨市15万m3/d污水处理厂工艺设计A/O工艺设计总说明1. 设计目的、要求、原则1.1 项目提出的背景及投资的必要性哈尔滨市是我国东北黑龙江省的省会城市,随着城市化进程的加快和经济建设的飞速发展,城市污水排放量也迅速增加,大量未经处理的污水任意排放.如果不能得到妥善处理,将给城市及水环境造成严重污染,影响人居环境质量和城市的可持续发展. 我国的水资源形势处于相当困难的境地,流经所有城市的河段中90%以上收到中度或更严重的污染,50%的城市河段的水不能饮用。
大量河流除排污外已失去其它效用。
许多主要湖泊处于不同时期的富营养化阶段。
根据环境部门对全国河流、湖泊、水库的水质状况的监测,由于近年来工业废水和城镇生活污水的排放等原因,哈尔滨市主要水系的水体都遭到了不同程度的污染。
同时,大量的工业废水和生活污水未经处理直接排入水域,使其受到严重污染,致使河水中生物、植物大部分绝迹,破坏了自然景观、污染城区下游地下水源,严重制约着经济的发展。
为改善环境,治理河水污染问题,建设城市污水治理工程势在必行。
1.2 A/O工艺设置要达到的污水排放标准应符合《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A标准。
即:1.3 设计原则城市污水处理的目的是使之达标排放或污水回用用于使环境不受污染,处理后出水回用于农田灌溉,城市景观或工业生产等,以节约水资源。
《城市污水处理及污染防治技术政策》对污水处理工艺的选择给出以下几项关于城镇污水处理工艺选择的准则:(1)城市污水处理工艺应根据处理规模、水质特征、受纳水体的环境功能及当地的实际情况和要求,经全面技术经济比较后优先确定;(2)工艺选择的主要技术经济指标包括:处理单位水量投资,削减单位污染物投资,处理单位水量电耗和成本,削减单位污染物电耗和成本,占地面积,运行性能,可靠性,管理维护难易程度,总体环境效益;(3)应切合实际地确定污水进水水质,优先工艺设计参数必须对污水的现状、水质特征、污染物构成进行详细调查或测定,做出合理的分析预测;(4)在水质组成复杂或特殊时,进行污水处理工艺的动态试验,必要时应开展中试研究;(5)积极地采用高效经济的新工艺,在国内首次应用的新工艺必须经过中试和生产性试验,提供可靠性设计参数,然后进行运用。
2. 工程概况2.1 设计规模Q=15万m3/d, 变化系数:Kz=1.32.2 进、出水水质出水应符合《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A 标准。
即:2.3 气象、水文、地质条件哈尔滨市属于半湿润温带大陆性季风气候,其气候特点是,冬季在极地大陆冷气团控制下,气候寒冷、干燥,夏季受太平洋副热带气团影响,降水集中,气候温和、湿润。
气候有明显的季节性变化,春季回暖快而多大风,全年主导风向西南风。
年平均气温3.6℃,最低气温为-38.1℃;年平均降雨量为553.5mm,降雨期集中在7~8月份;年平均日照在2500小时,无霜期在135~140天,最大冻深1.97m。
松花江流域位于中国东北地区的北部,松花江流域介于北纬41°42′~51°38′、东经119°52′-132°31′之间,东西长920公里,南北宽1070公里,流域面积55.68万平方公里,历年最高水位120.89 m,最低水位110.07m,平均水位115.52m,地下水埋藏深度距地表1-15m。
2.4 工艺及工艺流程从污水的特点,处理的要求与程度和工艺的特征入手,对多种工艺进行比较,经分析比较后,选择最优方案进行后续的设计计算。
对预选方案进行细致的研究和比较,确定黑龙江哈尔滨市15万m3/d污水处理厂设计工艺为A/O法。
其工艺流程如下图:3. 设计规范、标准①《中华人民共和国环境保护法》;②《中华人民共和国水污染防治法》;③《城镇污水处理厂污染物排放标准GB 18918-2002》;④《给水排水设计手册》(第二版)等一系列设计书册;⑤其它的相关专业书籍;⑥网络尤其是万方、中国知网等一些中国著名的检索网站。
4. 设计结果主要构筑物见表1-1表1-1主要构筑物一览表关键词城市污水处理;A/O工艺;污水处理厂General Design Introduction1 . Designed to require, in principle1.1 Background of Project Proposal necessity and investmentHarbin is the capital city of northeastern Heilongjiang province , with the rapid development of urbanization and accelerate economic construction , urban sewage emissions have increased rapidly, a large number of uncontrolled discharge of untreated sewage , if not handled properly , will cities and water cause serious environmental pollution affecting the sustainable development of human settlements and urban environmental quality of our country 's water resources situation is quite difficult situation , the river flows through all the city's more than 90% received moderate or more severe pollution , 50% of the urban river water undrinkable . In addition to a large number of rivers of sewage outside has lost another utility. Many major lakes are eutrophic stage at different times.According to the environmental department of the national water quality of rivers, lakes, reservoirs monitoring, due to recent industrial wastewater and urban sewage discharge and other reasons, the main river water in Harbin have been polluted to varying degrees. Meanwhile , a large number of industrial wastewater and untreated sewage is discharged directly into the waters , it is seriously contaminated , resulting in the river creatures , plants mostly disappeared, destroyed the natural landscape, urban pollution downstream groundwater sources , seriously restricting the economic development . To improve the environment, water pollution control, construction of urban sewage treatment works is imperative.1.2 A / O process settings to achieve effluent discharge standardsShall conform to the "urban sewage treatment plant pollutant discharge standard" (GB18918-2002) an A standard. Namely:1.3 Design PrinciplesThe purpose is to make the city's sewage treatment discharge standards for wastewater reuse or make the environment from pollution, the treated effluent reuse for irrigation, urban landscape or industrial production, so as to conserve water resources. "Urban sewage treatment and pollution control technology policy" on the sewage treatment process selection criteria given in the following items on urban wastewater treatment process selection:(1) Urban sewage treatment process should be handled in accordance withthe scale, quality characteristics, receiving water environment functions and local realities and requirements, after a comprehensive technical and economic comparison priorities identified .The main technical and economic indicators.(2) Process selection include: water treatment unit investment, investment pollutant reduction units, water treatment units power consumption and cost, power consumption and pollutant reduction of unit costs, footprint, performance, reliability, ease of management and maintenance, the overall environmental benefits.(3) Should be practical to determine effluent water quality, process design parameters must be the priority status of sewage, water features, pollutants constitute a detailed investigation or determination to make a reasonable analysis and forecasting.(4) The composition of the water when complex or special, dynamic testing of sewage treatment process, where necessary, to carry out pilot studies;(5) Actively efficient and economical use of new technology, new technology applications in the country for the first time must pass the test and production test, providing reliable design parameters, and then use.2. Project Overview2.1 design scales: Q = 15 million m3 / d, the coefficient of variation: Kz = 1.32.2 Jin, water qualityWater should be in line with the "urban sewage treatment plant pollutant discharge standard" (GB18918-2002) an A standard. Namely:2.3 meteorological, hydrological and geological conditionsHarbin belong in humid temperate continental monsoon climate, the climate is characterized by winter in the polar continental air mass control, the weather is cold, dry, summer affected by the Pacific subtropical air masses, precipitation concentration, mild climate, humid. There are obvious seasonal climate changes, warmer spring fast and windy, annual dominant wind southwest wind. The annual average temperature 3.6 ℃, the lowest temperature of -38.1 ℃; annual average rainfall of 553.5mm, rainfall concentrated in the period from July to August ; annual average sunshine at 2500 hours , frost-free period of 135 to 140 days, the maximum frost depth 1.97m.Songhai River basin is located in the northern part of northeast Chinese Songhua River basin between latitude 41 °42 '~ 51 ° 38', longitude 119 ° 52'-132 ° 31 ', 920 km from east to west, north-south width of 1070 km, watershed area of 556,800 square kilometers, over the highest water level 120.89 m, the lowest level 110.07m, the average water level 115.52m, buried depth of groundwater from surface 1-15m.2.4 Process and ProcessFrom the characteristics of sewage requirements and the extent and characteristics of the treatment process start to compare a variety of processes, after analysis and comparison, choose the best program for subsequent designcalculations. Preselection scheme for detailed study and comparison to determine Harbin, Heilongjiang 150000 m3 / d wastewater treatment plant design process for the A / O method.1 前言1.1 设计背景1.1.1 我国污水处理背景我国是人口大国,在其经济迅猛发展的同时,也带来了新的环境污染问题,水环境污染是最备受关注和解决的问题之一。