UHT乳中脂解酶活性的测定
脂肪酶活检测原理及方法

脂肪酶活检测原理及实际方法:一、原理以及标准曲线做法1. 对硝基苯酚酯( 4-Nitrophenyl ester )是脂肪酶水解活力测定中运用最为广泛的一种底物,脂肪酶水解其产生pNP(对硝基苯酚)在碱性条件下显黄色,在410nm 下有吸光值,且灵敏度很高。
2. 所需试剂有:CAS 碳链长度出货号价格名称830-03-5C2N8130-1G ¥462 对硝基苯乙酸酯2635-54-9 C4 N9876-1G¥570 对硝基苯丁酸酯1956-10-1 C821742-1G-F ¥487 对硝基苯辛酸酯1956-11-2 C12 61716-1G ¥435 对硝基苯月桂酸酯1492-30-4 C16 N2752-1G ¥379 对硝基苯棕榈酸酯14617-86-8C18 N3627-1G¥对硝基苯硬酸脂全部为色谱纯试剂,购于sigma 公司3. 标准曲线绘制:a. 标准对硝基苯酚母液(2mM ,2mmol / L): 称取的对硝基苯酚(p-NP)溶于100ml 的溶液B(即不同pH 的缓冲液) ,置于棕色试剂瓶内,4℃冰箱保存。
方法一:b. 标准曲线绘制:分别取,,,,,的对硝基苯酚母液(2mM) ,用溶液B(即不同pH 的缓冲液)稀释至4ml ,分别测定在410nm 处的吸收值。
以对硝基苯酚浓度x(对应浓度分别是,,,,,,单位:mM ) 为横坐标,吸光值y 为纵坐标,绘制标准曲线。
方法二:全部对硝基苯酚经过与测酶活相同的处理,获得吸光度。
b.标准曲线的绘制:分别取0、、、、15、、30、45μL的对硝基苯酚分别加入、、、55、、40、、μL的异丙醇和(全部都是)的溶液B,40℃15min,95%乙醇,10000r / min ,3min ,测出标准曲线。
上表是方法一测得标准曲线脂肪酶酶活定义:在410nm 下测定吸光值, 以 1 min 内催化水解底物对硝基苯棕榈酸酯(p-NPP)产生1μmol 对硝基苯酸(p-NP) 所需的酶量为 1 个酶活单位(U)。
超高温灭菌乳
超高温灭菌乳03级硕士高强食品学院摘要:本文主要从UHT奶的质量影响因素、UHT奶的生产过程注意的问题以及贮存中的常见问题和解决方法等几个方面对超高温灭菌乳作了简单介绍,使我们对UHT奶有了一个初步认识。
关键词:超高温灭菌质量超高温灭菌乳简称UHT奶。
欧盟关于UHT产品的定义是:物料在连续流动的状态下,经135℃以上不少于1S的超高温瞬时灭菌,以完全破坏其中可以生长的微生物和芽孢,然后在无菌状态下包装于微量透气的容器中,最大限度地减少产品在物理、化学及感官上的变化,这样生产出来的产品称为UHT奶。
UHT奶具有保质期长,常温贮存,销售、携带、饮用方便,可远距离运输等优点,因此受到商家和消费者的青睐和欢迎。
本文将简要介绍UHT奶的质量影响因素、UHT奶的生产过程注意的问题以及贮存中的常见问题和解决方法。
1UHT奶的灭菌原理UHT 热处理通常指原料奶被加热到137℃~150℃,并在此温度下保持2~20秒的热处理过程。
经过温度、时间组合的热处理后,乳制品中将不再含有在室温贮存条件下可生长繁殖的微生物,达到商业无菌的要求,UHT 热处理温度时间组合的确定可以通过热处理的灭菌原理来解释。
2 原料奶理化指标对UHT奶制品质量的影响一般乳品厂对原料奶进行的验收检验包括:外观检查、比重、脂肪含量、酸度等,这是非常不全面的。
虽然酸度可反映牛奶的新鲜度和热稳定性,但由于国内原料奶掺假严重,因此仅检验酸度,并不能完全代表原料奶蛋白质热稳定性的真实情况。
所以建议生产厂家检验用于UHT奶制品的原料奶蛋白质稳定性。
根据实际生产经验,UHT奶制品的原料奶酸度应控制在17°T以下,而pH值应在6.6~6.8。
3 原料奶的微生物指标对UHT奶制品质量的影响3.1 细菌总数对UHT奶制品质量的影响由于UHT设备对细菌营养细胞的杀灭效率远远高于对芽孢的杀灭效率,因此若原料奶中仅细菌总数高,对UHT设备的杀菌效率影响不大。
但细菌总数高会导致以下情况发生:(1)细菌总数高,其中的致病菌可能产生非常耐热的毒素,这些毒素经超高温处理后仍有少量残留,消费者饮用了这种产品后,会导致中毒。
UHT产品质量问题原因分析与解决办法

UHT产品常见质量问题原因分析与解决办法一、常见主要质量问题与主要质量问题情况。
(一)、常见主要质量问题:1、生物酶解;2、脂肪分离;3、蛋白变性;4、色泽变化;5、微生物污染。
(二)、常见主要质量问题情况:1、胀包:产品被微生物污染后会大量繁殖并产气,产品外观呈鼓胀状,即胀包。
打开涨包后,牛奶有酸腐味,甚至臭味;组织状态一般为乳清析分离状和豆腐脑状。
2、酸包:产品被不产气的微生物污染后,虽不产气,产品包型完整,开包后牛奶有酸味,即酸包。
组织状态呈现豆腐脑状,有乳清析出,分层现象,除此之外,有的酸包甚至还有臭味。
3、苦包:一般产品包型完整,但开包后牛奶有苦味、酸味,这是产品中残留的蛋白质分解酶分解乳蛋白后形成的一些发苦的肽类物质,产品一般呈苦酸味。
4、漏包:由于包装设备故障或产品运输,导致产品包装密封损坏,发生霉菌污染变质涨包。
常有两种情况:1、产品包装被设备损坏,空气中的酵母菌污染产品,加之产品顶部的有氧条件,酵母菌会在短时间大量繁殖,导致涨包,并产生酒精发酵气味,2、在包装侧面的合缝处、边角折叠处或底部下面折叠处密封不好或运输搬运磨损破坏,导致破漏,发生霉菌污染,产品变质。
二、常见主要质量问题原因分析(一)、生化酶解原因分析生化酶解与微生物引起的变质与质量变化的现象极为相似。
目前还没有简洁可行的方法直接对产品中的酶活进行检测,但生化酶解造成的产品变质是可以根据变质产品中是否有微生物而加以区别。
1. 酶解发生原因酶解引起的变质主要是由经过UHT灭菌的牛乳中仍然残留耐热酶造成的。
在HUT灭菌处理过程中,绝大多数酶类都会失去其活性,但假单胞菌族嗜冷菌和某些芽胞杆菌合成的蛋白分解酶和脂肪分解酶,却会因其具有较强的耐热能力而残留下来。
2. 酶解控制方法在UHT灭菌条件下,耐热蛋白酶和脂肪酶的绝对灭活是很难实现的,特别在原料乳不新鲜、微生物污染严重、各种酶的含量较高的情况下尤其是如此,因此,保证原料乳新鲜,不被微生物严重污染是非常必要的。
UHT技术

欧共体对UHT产品的定义:
物料在连续流动的状态下, 经135 ℃以上不少于1s的超高温瞬 时灭菌(以完全破坏其中可以生长 的微生物和芽孢),然后在无菌状 态下包装于微量透气容器中,以最 大限度地减小产品在物理\化学及 感官上的变化。UHT产品应能在非 冷藏条件下分销。
加工工艺:
物料系统:(单向)
5.罐内造压,排冷凝水, 准备生产
设备生产: 在生产过程中需监控无菌罐出 口压力及障蔽温度(V404)
十字阀组隔开UHT与无菌罐的 环境,当UHT处于非无菌环境 时,十字阀组维持小杀菌状态 形成障蔽保护另侧的无菌产品
设备清洗: (1)预冲洗(900s)
(2)碱循环V404间歇打开 充液排液,同时对障蔽污物 作定时排放
无菌过滤器(SF)是终 端过滤器,它必须可靠安全 才能保证无菌生产的正常进 行,否则整个生产过程就会 出问题。
一般由空压机提供的压 缩空气中含有一系列的杂质 (油气\碳氢化合物\水量\ 杂质颗粒\异味气体)
这些物质能够对过滤截止及 产生极大的负面影响,悬浮在空 气中微细的油粒和水滴能够很快 堵塞过滤介质,形成微生物可以 穿过的通道;杂质颗粒在高速运 动时会击穿过滤介质使其遭到破 坏,同时油\水和杂质形成微生 物理想的培养基,微生物迅速繁 殖使过滤介质受到污染。
平衡槽
离心泵
预热段(80℃) 加热段a(95℃)
脱气罐保持管
均质机(75℃)
(120s蛋白稳定)
加热段b
灭菌段(140℃)
保持管(4s灭菌温度保持)
热回收段a
热回收段b
冷却段(25℃——28℃)
无菌罐
热水系统: (循环)
灭菌段柔和 加热介质的 冷凝水
热水罐
多级泵2
脂肪酶活检测原理及方法

脂肪酶活检测原理及方法脂肪酶活检测原理及实际方法:一、原理以及标准曲线做法1. 对硝基苯酚酯( 4-Nitrophenyl ester )是脂肪酶水解活力测定中运用最为广泛的一种底物,脂肪酶水解其产生pNP(对硝基苯酚)在碱性条件下显黄色,在410nm 下有吸光值,且灵敏度很高。
2. 所需试剂有:CAS 碳链长度出货号价格名称830-03-5C2N8130-1G ¥462 对硝基苯乙酸酯2635-54-9 C4 N9876-1G ¥570 对硝基苯丁酸酯1956-10-1 C821742-1G-F ¥487 对硝基苯辛酸酯1956-11-2 C12 61716-1G ¥435 对硝基苯月桂酸酯1492-30-4 C16 N2752-1G ¥379 对硝基苯棕榈酸酯14617-86-8C18 N3627-1G¥对硝基苯硬酸脂全部为色谱纯试剂,购于sigma 公司3. 标准曲线绘制:a. 标准对硝基苯酚母液(2mM ,2mmol / L): 称取的对硝基苯酚(p-NP)溶于100ml 的溶液B(即不同pH 的缓冲液) ,置于棕色试剂瓶内,4℃冰箱保存。
方法一:b. 标准曲线绘制:分别取,,,,,的对硝基苯酚母液(2mM) ,用溶液B(即不同pH 的缓冲液)稀释至4ml ,分别测定在410nm 处的吸收值。
以对硝基苯酚浓度x(对应浓度分别是,,,,,,单位:mM ) 为横坐标,吸光值y 为纵坐标,绘制标准曲线。
方法二:全部对硝基苯酚经过与测酶活相同的处理,获得吸光度。
b.标准曲线的绘制:分别取0、、、、15、、30、45μL的对硝基苯酚分别加入、、、55、、40、、μL的异丙醇和(全部都是)的溶液B,40℃15min,95%乙醇,10000r / min ,3min ,测出标准曲线。
上表是方法一测得标准曲线脂肪酶酶活定义:在410nm 下测定吸光值, 以 1 min 内催化水解底物对硝基苯棕榈酸酯(p-NPP)产生1μmol 对硝基苯酸(p-NP) 所需的酶量为 1 个酶活单位(U)。
乳与乳制品脂肪的测定—测定方法

(9)重复(2)~(7)操作,用15 mL无水乙醚和15 mL石油醚,进行第3次抽提。
(10)空白试验与样品检验同时进行,采用10 mL水代替试样,使用相同步骤和相同 试剂。
四、分析步骤
碱
称量
水
解
合并所有提取液,既可采用蒸馏的方法除去脂肪收集瓶中的溶剂,
法
也可于沸水浴上蒸发至干来除掉溶剂。蒸馏前用少量混合溶剂冲洗瓶
盖勃法 乳中脂肪的测定
目录页
原理 试剂和材料 仪器和设备
分析步骤
一、原理
盖 勃 法
盖勃氏法是一种容量法,即用酸解的方法使脂肪分出,然
后测定其体积。在牛乳中加入一定浓度的硫酸,可破坏牛乳的胶 质性,使牛乳中的酪蛋白钙盐变成可溶性的重硫酸酪蛋白,脂肪
球膜被破坏,脂肪直接游离出来,再利用加热离心,使脂肪能完
(4)将加塞的抽脂瓶放入离心机中,在500 r/min~600 r/min下离心5 min,否则将抽 脂瓶静置至少30 min,直到上层液澄清,并明显与水相分离。
四、分析步骤
碱
抽提
水
解
(5)小心地打开瓶塞,用少量的混合溶剂冲洗塞子和瓶颈内壁,使冲洗液流入抽脂
法
瓶。
如果两相界面低于小球与瓶身相接处,则沿瓶壁边缘慢慢地加入水,使液面高于
乳粉和婴幼儿食品:称取混匀后的试样,高脂乳粉、全脂乳粉、全脂加糖乳粉和婴
幼儿食品约1 g(精确至0.000 1 g),脱脂乳粉、乳清粉、酪乳粉约1.5 g(精确至0.000
1 g),其余操作同巴氏杀菌乳。
其中,不含淀粉样品加入10 mL65℃±5℃的水,将试样洗入抽脂瓶的小球,充分混合,直到试样完全分散,放入流动
干酪:称取约2 g研碎的试样(精确至0.000 1g)于抽脂瓶中,加10 mL 6 mol/L盐酸, 混匀,盖上瓶塞,于沸水中加热20 min~30 min,取出冷却至室温,静置30 s。
ROSA法快速检测UHT奶中的四环素类和_内酰胺类药物残留_林杰

1.1 设备和材料
金标复合物,金标复合物与检测线包被抗原结合形成
红色线,未与检测线包被抗原结合的金标复合物移动
林杰,福建出入境检验检疫局技术中心食品所,高级工程 到控制线与第二抗体结合形成红色线。检测线显色的
师,350001,福建省福州市湖东路 312 号国检大厦附楼 503 室。 强度与样品所含药物浓度成反比,检测线浅于控制线
[5] 孟欢欢,陈玎玎,祁克宗. 高效毛细管电泳检测牛奶中氨苄青霉 素和阿莫西林残留方法的建立 [J]. 动物医学进展,2008,29(1): 32-35.
[6] Santos S M,Hanriques M L,Duarte A C,et al.Development and application of a capillary electr0Dh0resis based m ethod for the simultaneous screening of six antihiotlcs in spiked milk samplesl [J].Talanta,2007,71:731-737.
价了 ROSA 法的灵敏度和特异性,验证了 ROSA 法的检测稳定性,10 min 可出检测结果。
关键词:ROSA 法;四环素类;β-内酰胺类;牛奶
中 图 分 类 号 :S816.17
文 献 标 识 码 :A
文章编号:1001-991X(2011)07-0054-03
Rapid detection of β-lactams and tetracyclines residues in UHT milk by rosa method
参考文献
[1] 秦川,田晋红. 动物源性食品中青霉素类抗生素残留检测的研究 进展[J]. 四川畜牧兽医,2007(12):24-26.
UHT乳货架期间微生物引起的质量问题及分析

UHT乳货架期间微生物引起的质量问题及分析作者:朱洪学陈茂彬来源:《活力》2009年第08期[摘要]UHT乳在货架期间容易出现一些质量问题。
本文综述了引起UHT奶变质的微生物的种类,就UHT乳货架期间由微生物引起的常见质量问题进行了分析,并提出了预防措施。
[关键词]UHT乳;微生物;质量问题;分析[中图分类号]TS252.7 文献标志码:BUHT乳是指原料乳被加热到137℃~150℃,并在此温度下保持4~20s的热处理过程加工的乳。
经过这一温度和时间组合的热处理后,乳制品中将不再含有在室温贮存条件下可生长繁殖的微生物,达到商业无菌的要求。
UHT乳在牛乳的保久和保鲜两个方面较巴氏杀菌乳和保持灭菌乳均具有独到的优越之处。
但是,由于UHT灭菌牛乳对其原料和生产过程的控制要求相对严格,某些环节控制不当将会造成产品在货架期内出现一些质量问题。
本文主要就UHT乳货架期间由微生物引起的常见质量问题进行分析,并提出预防措施。
一、不同微生物对UHT乳的影响1.原料乳中的细茵总数原料乳中细菌非常多,在繁殖过程当中能产生蛋白分解酶和脂肪分解酶,这些酶的耐热性非常高,它们经过超高温灭菌后在UHT灭菌乳中仍然存在,导致乳中蛋白质和脂肪被分解最后使UHT乳变质,影响它在货架上的寿命。
2.嗜冷茵嗜冷菌污染被认为是影响UHT灭菌乳保质期的重要原因之一。
这种菌在低温下大量繁殖并产生侵害乳营养成分的耐热性酶类如:耐热性蛋白酶、脂肪酶、磷脂酶等引起产品酸包、异味包、乳清分离、變色、哈败、凝固、发粘等变质现象。
原料乳中所含的嗜冷菌及其所产生的酶的浓度直接影响产品寿命。
UHT产品加工过程中的热杀菌能杀灭乳中细菌包括低温菌,但所产生的耐热酶仍然保持活性最终导致UHT乳的苦味、凝结等现象的发生。
低温菌还会导致设备堵塞、清洗困难等问题。
有研究表明在147℃灭菌5s,蛋白酶的残留量29%、脂肪酶残留量为40%,嗜冷菌产生的蛋白酶能消化酪蛋白导致苦味、凝块、脂肪酶导致腐烂味、肥皂味和酵母味。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F OOD &MAC HINEY食品与机械作者简介:张爱霞(1977-),女,研究生。
E -mail:zhangaixia 1977@收稿日期:2004-06-25第20卷第4期2004年8月Vol.20No.4August 2004UHT 乳中脂解酶活性的测定Lipase activity determination in UHT milk 张爱霞1Z HANG Ai -xia1生庆海1SHE NG Qing -hai1张佳程2Z HANG Jia -cheng 2(1.石家庄三鹿集团股份有限公司,河北石家庄 050071;2.莱阳农学院,山东莱阳 265200)(1.Shi j iazhuang Sanlu Grou p Co.,Ltd ,Shi j iazhang,H ebei 050071,China;iyang Agricultu r a l College,Laiyang,Shandong 265200,China)摘要:UH T 处理不能完全钝化乳中的脂解酶,分解乳及乳制品中的脂肪,从而产生酸败并减弱产品的乳香味。
采用琼脂糖扩散法对UH T 乳中的脂解酶活性进行测定,发现酶活性大小随产品贮存时间的延长呈现无规律性变化,而且各产品之间差异并不显著。
关键词:UHT 乳;脂解酶;活性测定Abs tract:Lipase can not be passi vated completely by ultra high temperature (UHT)treatment.It hydrolyzed milk fat,made the products s our and weaken the milk flavor.Lipase activity was determind by Agar Diffusi on Method (AD M ).The res ult indicated that the li pase acti vi ty changed irregularl y dur -ing the products storage and the differences of lipase activi ty was not re mark -ably amongall the produc ts.K eywords:Ultra high temperature milk;Lipol ysis enz ymes;Activi ty determ-i nation乳及其制品中均含有一定量的脂解酶,该酶能水解乳脂肪生成游离脂肪酸,在一定程度上影响乳的品质。
乳的脂解作用分为两种:一是自发性水解,其作用起始于乳的冷藏过程;二是诱导性水解,是由乳的加工引起的,如经过均质后脂肪球膜被破坏,使脂解酶有机会进入脂肪中发生水解。
由于脂解酶对热稳定,虽有报道80 加热能被破坏,但由于乳本身的缓冲能力,对该酶具有一定的保护作用,所以一般的加热杀菌并不能使该酶完全钝化,即使是UHT 处理(135~150 ,数秒)也不能达到此目的。
因此脂解酶会存在于产品贮存的整个过程,并影响产品的品质。
1 乳中脂解酶的来源及性质由乳腺分泌到乳中的脂解酶数量并不大,其主要来源于微生物,有些微生物如荧光极毛杆菌、假单胞菌、无色解脂菌、解脂小球菌、干酪乳杆菌、乳酸链球菌、白地霉、大毛霉等[1],这些微生物在繁殖过程中能够分泌一些代谢产物,而这些分泌物中则含有一定量的酶,包括蛋白水解酶和脂肪水解酶。
而且当牛患乳房炎时,所分泌的乳中金黄色葡萄球菌、无乳链球菌和乳房链球菌属的增多,也增大了乳中脂解酶的活性。
早期研究认为[2],脂解酶作用的最适p H 为8~9。
近期研究发现,直至在pH=10的条件下,酶仍存在一定活力。
但是普遍认为,脂解酶作用的最适条件是:37 、pH=8,在此条件下每毫升牛乳每分钟可释放100nmol 脂肪酸。
牛乳中存在的脂解酶80%以上是和酪蛋白结合,这种结合主要靠静电引力,即酪蛋白上带负电荷的磷酸盐和酶上带正电荷的区域相互作用。
乳的冷却或冷冻会使脂解酶由脱脂乳部分转至脂肪部分,这也是冷诱导牛乳脂解的原因之一。
乳脂肪被酶水解后会生成游离脂肪酸,所以可由生成脂肪酸的量来反映乳脂肪的水解程度。
一般对于新鲜牛乳,乳的脂解程度很小,所以含有的游离脂肪酸也是微量的(不超过1.0mmol/l),但是在贮存过程中,脂解酶会不断发挥其水解作用,从而使脂肪酸量不断增加。
有报道,当乳脂肪的1%~2%水解为脂肪酸时就会引起明显酸败或不良风味[3]。
当原料乳中脂肪酶活性较高时,虽然经杀菌处理后大部分酶活性能够被钝化,但是产品中残留部分活性脂解酶,而且部分钝化的脂解酶在适宜条件下又被激活,所以随着产品的长期贮存,脂解酶不断水解乳脂肪生成游离脂肪酸,随着脂肪酸的积累,一方面使产品酸度增大,降低乳的稳定性;另一方面生成的游离脂肪酸会产生一些不良风味,影响产品的质量。
2 乳中脂解酶活性测定2.1 脂解酶活性测定原理国外对乳中的脂解酶活性测定提出了不少方法,主要有pH 值统计法[4]、以脂肪酸量的增加来表示[5,6]及琼脂糖扩散法[7]等。
第一种方法以乳的酸度值(Acid Degree Value,ADV)表示,即以0.1mol/l NaOH 滴定由脂酶水解产生的游离脂肪酸,并与时间作图,脂解酶活性表示为乳的滴定酸度随时间35的增量变化。
该方法更适用于测定添加脂解酶的UHT乳中的酶活性。
因为UHT乳中的脂解酶活性比较低,滴定酸度随时间变化很小,只有在较高酶活性时,酸度值才发生明显变化。
所以,该方法虽然比较简单但是具有一定局限性,因此未被广泛采用。
其中第二种方法,应用的也较少,其原理即根据在特定时间内脂肪酸的增加来反映脂解酶的活性。
应用较为广泛的为最后一种,该方法简便、省时、药品使用量少,并可同时测定多个样品,而且直观性强,适于定性分析。
但是该方法在定量描述上缺乏一定的准确度。
所以本实验采用琼脂糖扩散法,并对UHT乳中的脂解酶活性进行定性分析。
琼脂糖扩散法测定的原理为[7]:脂解酶以三丁酸甘油脂为底物,将其水解,从而使含有三丁酸甘油脂的琼脂产生肉眼可见的亮斑,测得亮斑的直径再通过换算即可知道乳中的脂肪酶活性。
2.2 测定方法2.2.1 实验设备与试剂恒温培养箱、超净工作台、培养皿(直径85cm)、打孔器(直径9mm)、微量取液器、高压灭菌锅、微型测量尺、梅特勒320p H计。
三丁酸甘油脂、迭氮钠、M/15磷酸缓冲液(pH=8.04)、琼脂粉。
2.2.2 实验方法1.0%琼脂+0.1m磷酸缓冲液(p H=8.04)121 ,15min高压灭菌计算酶活性冷却至50~60三丁酸甘油酯(0.15%v/v) 测量透明斑直径d(mm)NaN3(0.05%wt/v)振摇,充分混合38 0.5 保温24h每15ml倒平皿 冷却 打孔(9mm) 加样(100ul乳)2.2.3 数据处理根据公式[7]:A=(d/2)2 -(9/2)2FAE活性=250 10(A-587.58)/133.04计算所测乳中脂解酶活性。
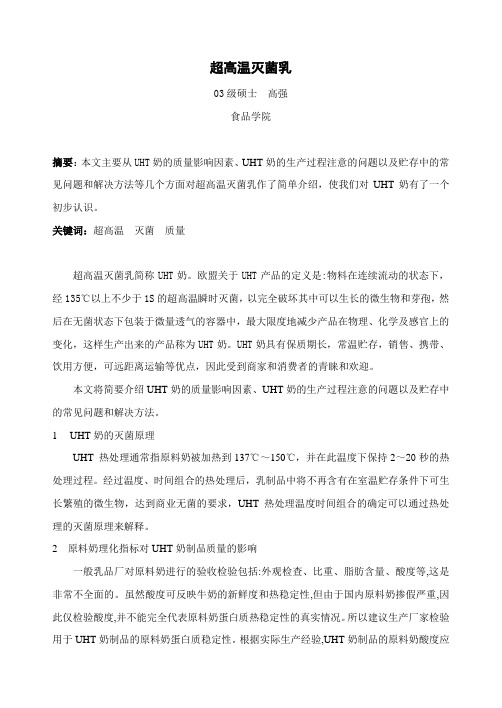
3 结果与讨论3.1 乳中脂解酶活性分析图1为在本实验室条件下观察到的脂解酶分解底物后的直观图。
中间白色小孔为加奶区,周围出现的透明区域是由脂解酶水解三丁酸甘油脂产生的。
从图中可以看出,产生的透明环大小不等,同时通过测定环的直径即可比较酶活性大小。
以该方法为基础,本实验测定了不同时间生产的UHT 乳在室温下(20 )放置10d时的脂解酶活性,其结果在0.0226~0.0457间变化,平均值为0.0252,其标准偏差为0.0028。
由此可见各样品间差别不是很大。
与相关文献报道的结果比较接近(如表1所示)。
此外,本实验还进行了乳中脂解酶耐热性能的研究(如表2所示),从结果来看,加热虽然能有效的钝化酶活性,但是仍有少量残留。
而且从目前对UHT乳研究结果来看,都测定出了酶的存在。
这些实验结果说明,UHT处理虽然能够杀灭乳中大部分脂解酶,但是在乳的贮存及运输过程中部分被钝化的脂解酶会被激活。
通过跟踪测定UHT乳贮存直到180d时脂解酶活性变化情况,结果如图2所示。
从图2可见,刚经过UHT处理后(10d)乳中脂解酶活性明显偏低,当贮存超过60d后脂解酶活性具有明显增大的趋势,而且随着乳的贮存酶活性大小处于波动状态。
通过分析认为,出现上述现象与酶本身性质有关,因为经过137 的高温处理后,酶基本上被钝化,但是随着乳的贮存,在适当条件下被钝化的酶又陆续不断的被激活,所以出现了酶活性变化的无规律性。
图1 脂肪酶水解直观图表1 报道UHT乳中脂肪酶活性[7]部分 酶活性UHT全乳0.029稀奶油0.026乳清0.016酪蛋白胶粒0.014表2 加热对脂肪酶活性影响加热强度酶活性原料乳0.083580 ,1mi n0.067890 ,5mi n0.0266100 ,5min0.0143时间/d图2 UHT乳中脂肪酶活性变化上述曲线表示为6个样品贮存不同时间脂解酶活性变化情况。
所得数据为三次重复测定结果所取平均值3.2 脂解酶与UHT乳质量的关系UHT乳属于长货架期液态乳制品,根据所选用包装材料(下转第37页)36食品安全与检测 2004年第4期F OOD &MAC HINEY食品与机械第20卷第4期2004年8月V ol.20No.4August 2004法国食品卫生安全体系Fren ch food safety an d health system1 法国食品概况法国是一个农业国,具有农业食品加工的悠久传统。
法国的农业种植面积达2300万公顷,占整个国土面积的59%,在法国占有非常重要的地位。
法国2001年农业生产总值估计为655亿欧元,使法国成为欧洲最大的农业强国。
2000年,法国的农业在欧洲的农业生产中占23%,排在德国和意大利之前,西班牙排在第4位,占12%。
法国的农业生产者在粮食、油料、制糖用甜菜、葡萄酒、肉、家禽和蛋类生产中排在第1位,在欧盟是第一大出口国,20%的产品出口向第三世界。
农业食品领域占法国经济的4.5%。
农业和农业工业及食品工业几乎占50%。
法国具有美食的传统,有很多具有地方特色的产品,很多所谓能够 养生 的产品,也就是说,含有很多对人体有益的微生物的产品,比如酸奶、奶酪、肥鹅肝等等,都是符合卫生标准的特色产品。
这是众所周知,也是为世人所公认的。
但是,法国也是一个具有非常有特色的农产品加工传统的国家:他们的食品当中,80%经过食品加工厂的加工。
法国的食品盈余高达78亿欧元,使法国的农业食品工业成为法国第一大工业领域,这一领域中有:2300家企业、382600工作者、营业额达到1150亿欧元。