大豆纤维的前处理工艺模板
实训项目四 大豆膳食纤维的制备

实训项目四大豆膳食纤维的制备1.实验目的掌握大豆不溶性膳食纤维加工技术,能够利用大豆膳食纤维制备出一种功能食品。
2.实验原理膳食纤维是指不能被人体消化道酶所消化的非淀粉类多糖,包括纤维素、半纤维素、低聚糖、木质素、树胶和蜡脂类物质。
它分为水溶性和水不溶性两类。
膳食纤维的来源比较广泛,其中大豆膳食纤维就是一种优质的天然膳食纤维。
大豆皮含有60%左右的粗纤维,是一种丰富的膳食纤维资源。
大豆水不溶性膳食纤维可借助化学法和酶法进行分离。
大豆膳食纤维具有明显的降低血浆胆固醇、调节胃肠功能及胰岛素水平等功效;在面制品中能增强面粉结构特性,有效改善面包烘焙效果,广泛用于食品、糕点、饮料、糖果和医药、保健品生产领域。
3.实验方法3.1工艺流程豆渣→胶体磨→脱脂→脱腥→脱色→抽滤→漂洗→脱水→干燥→粉碎→包装→成品3.2工艺要点(1)大豆粉碎至100目,按1:15加水混匀,用胶体磨均质处理备用。
(2)豆渣脱脂:方法一,NaOH皂化,加入5 %的NaOH,水浴加热至40 ℃,保温4h;方法二,加入0.05%(干基)碱性脂肪酶水解,调节pH8.5-9.0,水浴加热至30 ℃,保温5h。
(3)豆渣脱腥:大豆经浸泡、磨浆和分离后,本身所固有的和加工过程中产生的小分子醛酮醇大多数留存在豆渣中,因而使豆渣发出豆腥味。
可采用加碱脱腥(加入0.85%NaOH,煮沸30min)或真空脱腥(80°C,30kPa)的方法去除。
(4)H2O2脱色:料液中加入5% H2O2水浴加热至55 ℃,保温5h。
(5)真空抽滤后,按1:15加水漂洗2-3次,将大豆纤维充分水洗接近中性。
(6)干燥和粉碎将水洗至中性的大豆纤维放在80℃的条件下的真空干燥机中,进行干燥处理,干燥后的大豆纤维再经粉碎机粉碎至150-200目。
实训项目五植物多糖饮料的加工1.实验目的结合饮料加工工艺学的原理,设计一款添加植物多糖的饮品。
熟悉饮料的加工流程。
2.实验原理枸杞子是茄科植物宁夏枸杞的干燥成熟果实,具有滋补肝肾、益精明目之功效,而枸杞多糖是枸杞子中主要活性成分之一,具有增强免疫、抗肿瘤作用,可以有选择性地增强T 细胞抗癌的功能;可增强天然杀伤细胞的活性和T淋巴细胞活力,促进白介素的生成,增强单核细胞的免疫活力;可拮抗自由基过氧化,提高抗氧化酶活性,增强超氧化物歧化酶和谷胱甘肽过氧化酶的活性,从而减轻自由基对机体的损伤,有抗衰老之效。
大豆膳食纤维生产工艺
多功能大豆膳食纤维的生产工艺流程湿豆渣→调酸(1mol/L氯化氢调pH值为3~5)→热水浸泡(80℃~100℃,2h)→中和(1mol/L氢氧化钠调pH值至中性)→脱水干燥(65℃~70℃烘干或气流干燥至水分含量为8%)→粉碎→过筛(80目)→豆渣粉→挤压(喂料水分16.8%,150℃螺杆转速150r/min)→冷却→粉碎→功能活化和超微粉碎→MSF。
3.制备多功能大豆膳食纤维的操作要点(1)湿热处理脱腥工序此工序包括对豆渣进行调酸、热处理、中和。
①调酸。
将豆渣用水浸泡,用1mol/L 盐酸溶液调节pH值为3~5。
因为在酸性条件下加热处理有利于除去豆渣的异味,且加酸还可以浸出部分色素物质,改善产品的色泽。
②热处理。
加热使浸泡的豆渣温度达到80℃~100℃,进行湿热处理2h左右,使脂肪氧化酶失活,减轻豆腥味,并使抗营养因子钝化。
③中和。
以1mol/L的NaOH溶液调混合液的pH 值至中性。
(2)挤压蒸煮挤压蒸煮是生产高品质多功能大豆纤维粉的重要工序,挤压蒸煮处理具有以下作用:①可提高可溶性膳食纤维的含量。
豆渣粉挤压蒸煮时,在各种强作用力下,部分半纤维素(如阿拉伯木聚糖)及不溶性的果胶类物质会发生熔融现象或断裂部分连接键,转变成水溶性聚合物,使可溶性纤维含量增加到10%~16%,不仅达到了平衡膳食纤维的要求,更重要的是水不溶性膳食纤维促进肠道产生蠕动,而水溶性膳食纤维则更多地对人体的生理代谢发挥作用。
因此,水溶性膳食纤维含量的增加有益于增加产品的功能特性。
②可改善大豆纤维的物化特性。
挤压蒸煮处理使大豆纤维中各种聚合物成分的聚合度、相对分子质量、单糖组成及其在纤维总量中的相对含量发生变化。
水溶性膳食纤维含量的提高,可改善大豆纤维粉的一些物化性能(如持水力、离子交换能力及凝胶特性等)。
由于水溶性聚合物成分都是凝胶多糖,可形成一定黏弹性的三维网络结构,起到类似面筋网络结构的作用,因此对面筋的流变学特性起到改良作用,成为面粉品质的改良剂,提高了它在食品中的使用价值。
(大豆脱皮及预处理设计说明书)

武汉工业学院《油料加工工艺学》课程工艺设计说明书设计题目:450T/D大豆脱皮及预处理车间工艺流程设计姓名梅霄学号*********院(系) 食品科学与工程专业油脂加工工艺学指导教师罗质2012年12 月9 日目录一、前言 (1)二、工艺流程设计方案的确定 (2)三、工艺流程说明 (3)四、工艺计算 (4)五、设备选型 (6)六、设计体会 (9)七、参考文献 (10)八、附录 (10)一、前言在油脂加工过程中,能耗与生产成本、产品和副产品的质量与得率等.都与油料的预处理有着直接的关系。
因此,加快油料预处理车同的技术进步是一项十分重要的任务。
大豆生胚挤压膨化浸出是一种较新的油脂生产工艺,自帅年代始于美国、巴西等国家,近年来,此技术在美国、巴西等大豆主产国迅速推广和应用。
美国ANDERSON公司己生产出日处理量为1500 t的大型膨化机,而国内仅有少数油厂采用此工艺技术。
大豆生胚膨化浸出即对大豆进行清理、破碎、软化、轧胚、干燥后,再经挤压膨化,制成膨化颗粒,然后进行浸出取油。
对豆胚的挤压膨化作用在膨化机中进行。
含水为10%左右的豆胚,由喂料螺旋输送机送人挤压膨化机,在挤压膨化机内,豆胚被螺旋轴向前推进的同时受到强烈的挤压作用,使物料密度不断增大,并由于物料与螺旋轴及机膛内壁的摩擦发热和直接蒸汽的注入,使物料受到充分混合、加热、加压、胶合、糊化的作用而产生组织结构的变化,物料挤出膨化机末端的模板槽孔时,压力瞬间从高压转变为常压,压力的突然撤消,造成水分迅速地从物料组织结构中蒸发出来,物料受到强烈的膨化作用,形成具有无数个微小孔道的膨化料粒。
豆胚经挤压膨化过程,油料细胞组织被较彻底地破坏,蛋白质变性,酶类钝化,容重增大,游离的油脂聚集在膨化料粒的内外表面,对后续的浸出取油和油脂精炼非常有利,其优点是常规的生胚浸出取油工艺所不能比拟的。
【1】①传统的大豆预处理工艺流程如下:大豆→筛选→磁选→去石→破碎→软化→轧坯→烘干→平刮板输送机→至浸出车间②改进后的大豆预处理工艺流程如下:大豆→筛选→磁选→着水→去石→破碎→软化→干燥脱水→均质→轧坯→烘干→平刮板输送机→至浸出车间↑↑热空气热空气大豆的挤压膨化技术油料挤压膨化技术是一种新兴的,适合多种油料加工的生产工艺,这种工艺克服了传统加工工艺中物料受热温度高、时间长等问题。
大豆技工工艺教程

DT与DC意思:DESOLVENTER脱溶,TOASTER烤粕,DRYER干燥,COOLER冷却大豆加工工艺1.预处理工艺大豆含油在18-22%,含皮7-9%,含蛋白质量33-36%。
油厂的工作是最大限度的提取大豆油、浓缩磷脂和制取营养性豆粕,钝化抗营养因子。
大豆油厂的主要产品是豆粕,按产品划分为分级豆粕、膨化豆粕和一次浸出豆粕。
预处理的任务是生产等级豆粕、膨化豆粕/直接浸出豆粕、颗粒度均匀、外观好的豆粕。
→一次脱皮→二次破碎→二次脱皮→压肧→膨化→干燥→浸出在预处理工艺中含四种技术:①大豆脱皮、②膨化及烘干、③豆粕豆皮粉碎及添加、④达到入浸条件。
1.1.大豆热脱皮大豆的豆皮在7-9%,在脱皮后,去除75-80%豆皮,生产低纤维、高蛋白豆粕。
脱皮过程:大豆经过清理和调质后,先用吸皮器除去破碎大豆中已松脱的豆皮,脱皮分两步:初脱皮和第二次脱皮(或豆皮提纯)。
第一步是在破碎大豆通过吸风分离器的气流,把豆皮分离,第二步是把第一步分离出来的豆皮,通过清理筛,把豆皮和夹带的豆仁进一步分离。
热脱皮的主要过程如下:大豆经清理去石后,进2台并联立式调质器(内分层扁SS304钢管),长3.3m,宽3.3m,共加热层为7层,加热面积1400m2,内置水平蒸汽加热扁管的独立操作单元。
大豆因自身重力由上而下与加热扁管接触,温度上升,内部水分慢慢聚集到表面,豆皮得到软化。
水汽、部分豆皮由吸风装置吸出。
如果大豆水分较高,空气经加热器加热,通过进风装置进入加热器,与大豆直接接触,对大豆进行适量干燥,我们的调质塔要求降水能力在2%。
加热蒸汽压力在0.05-0.06mpa 穿过每个管子,大豆停留时间30-40min可调。
低压蒸汽保证温和调质防止大豆在加热管的接触区过热。
选用加热层数与进大豆温度、水分、产量有关,要求大豆水分低于14.5%,否则要延长滞留时间减少产量。
塔底部安装多个旋转阀,变频控制出料流量。
从调质塔出来的大豆经80℃气流脱皮器吸出灰和皮,水分在10-11%的大豆进流化床干燥器(喷射干燥器两侧各设有5根DN150喷气管入口),喷热风温度120℃,大豆在1-3min内与穿过冲孔板床的热风接触中产生爆裂,大豆表面水分迅速挥发,豆皮表面因高温爆裂,皮松脱、裂开。
大豆纤维/棉混纺针织物染整工艺
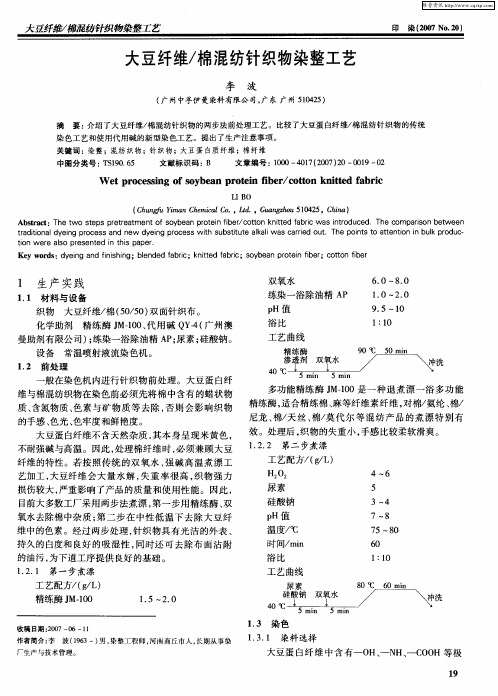
维 与棉混纺 织物 在染 色前 必须 先将 棉 中含有 的蜡 状 物 质、 含氮物质 、 素 与矿 物 质 等 去 除 , 则 会 影 响 织 物 色 否
多功能精练 酶 J 10是 一种退煮漂一浴多功能 M一 0 精练酶 , 适合精练棉、 麻等纤维素纤维 , 对棉/ 氨纶 、 棉/ 尼龙 、 天丝 、 莫代 尔等混纺产 品的煮 漂特别有 棉/ 棉/
曼助剂有限公司) 练染一浴除油精 A ; ; P 尿素; 硅酸钠。 设备 常 温喷射 液 流染 色机 。
1 2 前处 理 .
一
工艺 曲线
般在 染 色机 内进行 针织 物 前处 理 。 大豆 蛋 白纤
4j 双 / \ 0 _ _氧 ℃ 冲 ℃ 量 — 渗 _ 洗 透 _ 茎 +水 剂 潍 _
W e o e sng o o be o e n fb r o t n kn te a r c tpr c s i f s y an pr t i e /c to it d f b i i
U BO
( h nf ia hmcl o , t. u nzo 1 2 gh u50 5, hn m aC 4 a
工艺 配方/ g L (/ )
H2 02
4 ~6
5
尿 素
硅 酸钠
p H值
3~4
7~8 7 ~8 5 O 6 O l: 0 1
温度/ ℃
时 间/ i mn
浴 比
工艺 曲线
精练酶 J 一 0 M1 0
收稿日 2 7 o — 1 期: o 一6 1 0
染 色工艺和使用代用碱 的新 型染 色工 艺。提出了生产注意事项。 关键词 :染整;混纺 织物;针织物 ;大豆蛋 白质纤维 ; 纤维 棉
大豆蛋白纤维及其制品漂白处理主要工艺方法

大豆蛋白纤维及其制品漂白处理主要工艺方法本色大豆蛋白纤维在染色时(包括其制成的纱线、织物染色时),其纤维上的色素会影响染料与纤维分子的结合,从而影响产品的色彩和光泽,所以需要在染色前进行漂白处理。
大豆纤维产品的漂白可以采用散纤维漂白,也可以采用纤维条或纱线或织物漂白。
由于散纤维和纤维条漂白时,纤维呈疏松状态,漂白助剂和水份渗透性好,因而漂白效果好,还能节省物料和时间。
其加工工艺一般采用氧漂法、氧漂—还原漂复合法等。
通常染深浓色的产品不用漂白,中色产品采用氧漂工艺,浅色产品采用氧漂—还原漂复合工艺。
经漂白(不经增白)的纤维、纱线或织物,色调介于嫩黄和本白之间,呈现清亮的光泽;若不再染色,也不失为一种淡雅温馨的色彩。
2 大豆蛋白纤维及其纱线织物漂白大豆蛋白纤维漂白前不需要进行精练,可直接漂白。
大豆蛋白纤维条和纱线则要先经过精练,去除制条和纺纱前加入的防滑油剂、抗静电剂以及生产中携带的灰尘和吸附物以后,再经进行漂白。
而大豆纤维织物则还要去除织造前施加的浆料或石腊等,以及织造过程中产生的油渍等污染物,因此也必须先进行精练,然后再漂白处理。
由于织物中的纤维排列较紧密,漂白液料难以渗透,处理效果不及前几种方法。
由于大豆蛋白纤维耐湿热性差,随着温度的升高,纤维收缩率会增大,造成断裂延伸度提高。
同时,漂白时温度对纤维的强力影响较大。
据介绍,大豆蛋白纤维纱在95℃漂白时强力损失14.5%;而92℃漂白时仅下降5.8%。
因此精炼漂白时一般应控制温度低于95℃。
另外,纱线漂白分绞纱漂白和筒子纱漂白丙种形式。
前者在漂白时纤维较松散,白度均匀,但与水液和机械的摩擦较大,因而易发毛,易打结而形成乱纱,而且织造时还要重新卷绕成筒子,工艺冗长繁琐;后者工艺短,生产率和制成率均高,纱线表面较光洁,但应掌握好筒子的卷绕官度,以免漂白液渗透不充分而导致里外漂白不匀。
3 大豆蛋白纤维及其制品经漂白处理后大豆蛋白纤维及其制品即使经氧漂—还原漂后,色素还是难以除净而略带微黄色,对染特浅色和白色的产品,在色泽和鲜艳度方面会产生影响,故还应进行增白处理。
大豆预处理浸出工艺过程

大豆预处理、浸出工艺过程大豆通常经过筛选除杂、除尘、除铁后经过加热,进入脱皮系统,首先经过1/2破碎,进入破碎工艺,再破成1/4和1/8,然后进入调频器,以满足轧胚要求进入轧胚工艺,最后送到浸出车间。
大豆加热过程:经过筛选的大豆先进入加热器内部,经过约30分钟的加热,大豆加热到60~75℃左右,水分被均匀加热到大豆的表面,这样变化对大豆的水分去除有着十分重要的作用,而且对豆皮也起到了软化作用,最后通过底部的绞龙用变频的装置改变其下料的速度,已达到计量和调节产量的目的,加热后的大豆送入下道工艺。
去皮过程:大豆在破碎前先进行脱皮处理,去皮的同时利用去皮机进行1/2破碎,大豆和豆皮随之分开,随后大豆进入破碎工序,豆皮则进入豆皮处理系统。
破碎过程:被破碎的1/2的豆瓣进入双对辊破碎机,进行1/4和1/8破碎,由于先前加热效果,从而很容易达到破碎要求,而且适当调整其破碎皮,以防粉末度过多,增加豆皮中的残油。
快速调节:被去皮和破碎后的大豆很快进入快速调节器,通过调节器的间接加热和热空气调节后,大豆很容易达到轧胚的要求,并进入轧胚工序,然而少量的豆皮则通过吸风装置送到豆皮系统,由于经过破碎处理后的豆皮中含有少量豆粉,所以豆皮又再一次进入二级分离筛进行分离,豆皮筛是有上、下不同规格的筛而组成,较大的豆皮颗粒则筛选后送到豆皮粉碎然后进入豆皮仓内,另外经过二级筛面上有较小的颗粒和豆粉,则再通过二级豆皮分离装置,依靠风造作用,豆皮被吸出送到豆皮粉碎,豆粉则被送到轧胚机中。
轧胚工序:被破碎的大豆通过轧胚机自身的喂料器,会均匀的分布到轧辊的中间,轧辊在电机的驱动下高速运转,把碎豆挤压成胚片。
膨化系统:膨化系统是为了把胚片进行再加工,使其有更大的空隙度,更利于油的浸出。
胚片进入膨化机后,被间接蒸汽加热,并与通入的直接蒸汽混合,形成高温的膏体;在膨化机的出口加有压力板,能使整个机构内处于一种高压环境中,使得胚片中能混入大量的蒸汽微滴,当高温的膏体被挤压出机体时,膏体中的蒸汽微滴脱离了高压环境,就被会迅速释放出来,这样物料中就会留下大量的空隙,接下来物料进入到烘床,使水分降到9%左右。
大豆纤维
大豆蛋白纤维与其他纤维的性能比较
性能 干态断裂伸长率/% 初始模量/cN· -1 dtex 钩接强度/% 大豆纤维 18~21 70~130 75~85 牛奶纤维 25~35 60~80 75~85
打结强度/% 回潮率/%
密度/g· -3 cm
85 7.6~8.6
1.29
885 5~8
1.22
1.
大豆纤维服饰
目前市场上,大豆纤维的主要产品有T恤、内衣、 海滩装、休闲服、运动服、时尚女装、衬衣、羊毛 衫、西装、床上用品等,充分体现了大豆纤维应用 的广泛化,普及化,同时也展现了大豆纤维无穷的 风采和魅力。 大豆纤维服装穿着舒适、外观华贵,既具有羊 绒般柔软手感、蚕丝般柔和光泽,又符合服装免烫、 洗可穿的潮流。作为内衣大豆蛋白纤维与人体皮肤 亲和性好,且含有多种人体所必须的氨基酸,具有 良好的保健作用。
机械强度
大豆蛋白纤维的干态断裂强度大于棉、毛、
丝,而与涤纶相近,断裂伸长率与丝和粘胶 纤维相接近,但是变异系数较大,尤其是断 裂强度指示,这充分说明纤维存在较明显的 强力不均给纺纱带来一定的困难。
2.
吸湿透气性
大豆蛋白纤维的回潮率低于所有天然纤维,
而高于常规合成纤维,因而大豆蛋白纤维织 物放湿较快,这是影响织物湿热舒适性的关 键因素。其织物穿着时的触体感觉优于丝与 棉,但差与毛;它的热阻比较大,保暖性优 于丝和棉。因此,大豆蛋白纤维加工的织物 具有良好的湿热舒适特性。
棉纤维制条 粗砂 细沙
大豆蛋白纤维/毛混纺 混梳
混条 细沙
头针
二针
三针
四针
粗砂
络筒
存在的问题
(1)纤维的卷曲弹性回复率较低,给成纱带来一 定的困难,同时,也会影响到织物的抗皱、保暖、 手感等服用性能。 (2)纤维吸湿后,大分子结合力减弱,结晶区变 得松散,导致纤维存在明显的强力不均,给纺纱带 来一定的困难。 (3)纤维的耐热性较差当温度达到120℃左右时就 开始发黄、发粘,不利于产品的染整加工。 (4)纤维本身呈米黄色,用漂白剂进行漂白,很 难获得洁白的效果,这给加工制作纯白色的服装带 来一定的困难。 (5)纤维在纺织加工中静电现象非常严重,需加 入一定量的和毛油和水此工序比较麻烦,需在纺丝 成纤时进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大豆纤维的前处理工艺
一、前言
大豆蛋白纤维又简称大豆蛋白或大豆纤维, 这种纤维实质上是一种多组分复合纤维。
其中大豆蛋白质实采用化学和生物方法处理大豆渣提取球状蛋白, 再和其它高分子物( 例如PV A) 及添加剂, 经湿法纺丝而成的复合纤维, 是国内研究并己首次商品化生产的新型纤维, 市场前景十分广阔。
该纤维具有蛋白质纤维的特性, 织物光泽柔和, 产品有类似蚕丝绸的手感、柔软性, 又具有麻棉的吸湿性和透气性, 故此纤维织物穿着舒适, 深受客户青睐。
可是它的前处理和染色到当前还不是很成熟, 特别是它的漂白, 大家都知道大豆纤维漂不白, 因此染色时染鲜艳的浅色有一定的困难, 限制了它的发展。
在此我们就大豆纤维的漂白和染色加以研究。
二、前处理大豆纤维是短纤维, 纤维截面是不规则的哑铃状, 纵向不光滑, 有凹槽, 其中蛋白质含量为23%-25%, 其余主要是PV A, 蛋白质主要呈不连续的块状分散在连续的PV A介质中。
这种组成和结构使它具有较好的吸湿性和导湿透气性。
它耐酸性较好, 耐碱性差, 其中的蛋白质易水解, PV A也易溶胀。
因此在前处理时要特别注意湿热碱液处理, 不能采用强碱退浆。
大豆蛋白纤维的前处理比较简单, 主要去除纤维制造加工中添加的上油剂、抗静电剂、润滑剂、色素等杂质, 主要经过精炼漂白工序即可获得纯净、渗透性好。
有一定白度的半制品要求。
再生大豆蛋白纤维呈现米黄色, 类似于柞蚕丝的色泽。
由于大豆本身呈黄色, 而纤维中的有色成份及
形成原因尚未搞清, 采用常规的漂白方式很难达到理想的白度要求。
漂白后的大豆蛋白纤维还呈现淡黄色泽, 需要时进行增白整理。
资料表明, 采用传统的氧漂工艺漂白效果差, 一般采取氧漂-还原漂复合法, 大豆蛋白纤维白度较好。
大豆蛋白散纤维精练漂白生产试验工艺和结果如下:
1.工艺流程: 纤维准备→氧漂→水洗→还原漂→水洗→( 增白) →柔软处理→脱水→开松→烘干
2.精练漂白工艺: 氧漂: 双氧水( 30%) 10-35g/L
纯碱1-2g/L( 调pH值在10-10.5)
稳定剂( 泡化碱) 2-4g/L
精练剂1-2g/L
渗透齐1-2g/L
浴比1∶10左右
保温温度和时间90-95℃×60-90分钟
还原复漂: 还原剂2-6g/L
纯碱1-4g/L
精练剂l-2g/L
渗透剂l2g/L
浴比1∶10左右
温度和时间90℃×30-40分钟
3.增白由于大豆蛋白纤维中色素在漂白精练过程中难以净除, 前面已讨论了经过氧漂——还原漂后的大豆蛋白纤维还略带微黄色光,
对染浅色或特浅色泽的品种还影响其鲜艳度。
因此, 加工这些白色、特浅色、浅色的大豆蛋白纤维产品, 还必须进行增白处理。
大豆蛋白纤维及织物的前处理
大豆纤维纱和纱线的精炼和漂白
纯碱3-6g/L
硅酸钠或其它双氧水稳定剂2-4g/L
渗透剂0.5-1.0g/L
净洗剂2g/L
室温升温90-95℃, 处理60分钟
大豆纤维机织物的退浆、精炼、漂白
退浆方法根据所上浆料而定, 精炼和漂白方法类似于大豆纤维纱和针织物
注意: 如果方法对白度要求高, 氧化剂漂白后, 可再用还原剂漂白, 并用荧光剂增白
大豆纤维染整
前处理
1.退浆大豆纤维和纱线的前处理比较简单, 主要去除纤维、纱线制造加工中添加的上油剂、抗静电剂、润滑剂、色素等杂质。
主要经过精练、漂白即可。
凡上有浆料的织物, 需先进行退浆, 可用酶退浆或碱剂、
氧化剂退浆。
因大豆纤维不耐浓烧碱,
酶退浆工艺:
BF7658淀粉酶2~6G/L
盐( 元明粉) 2~3G/L
渗透剂1G/L
温度: 55~60℃, 时间: 60分钟
大豆纤维与不同纤维混纺, 退浆方法有很大区别, 应考虑其它纤维的特性制订相关工艺。
2.大豆纤维纱与针织物的精练和漂白
氧漂( 中深色)
纯碱3-6g/l
30%的双氧水10-30g/l
硅酸钠或其它双氧水稳定剂2-4g/l
渗透剂0.5-1.0g/l
净洗剂2g/l
室温升温至90-95℃, 处理60min。
( 2) 还原剂漂白
保险粉3~8G/L
纯碱2~4G/L
精练剂1~2G/L
PH值保持11,
漂白温度92~95℃, 保温时间60~80分钟。
染中、浅色时, 氧漂+还原漂, 氧漂后须洗干净后再进行还原漂。
( 3) 增白
增白剂0.3~0.8G/L
盐( 元明粉) 5~15G/L
增白温度70~80℃, 保持温度时间不低于30分钟。
注意: 如果对白度要求较高, 氧化剂漂白后, 可再用还原剂漂白, 并用荧光增白剂增白。
3.大豆纤维与羊毛、羊绒混纺织物的前处理
在对大豆纤维和羊毛( 羊绒) 混纺织物的前处理、漂白, 首
, 又能发挥两种纤维优良性能, 一般采用洗呢( 温度低于45℃, 30分钟) 、煮呢( 温度低于85℃, PH值6.5, 压力略大)
; 漂白工艺主要去除大豆纤维的色素, 推荐用低温双氧水进行漂白,
TAED, 在温度70~75℃弱碱条件下进行漂白, 达到一定白度。
染色
1.染料的选择经多数单位试验的结果, 比较适合大豆纤维
染色的染料是弱酸性染料、
对大豆纤维有很好的染色效果, 但水洗牢度差, 一般不易采用。
2.活性染料染色比较合适的活性染料为棉用活性染料, 乙烯砜型染料55℃, 一氯均三嗪/乙烯砜型双活性基染料60~70℃, 一氟均
三嗪/乙烯砜型双活性基染料55~60℃, 双一氟均三嗪型染料80~85℃。
活性染料, 耐洗牢度好, 鲜艳度高, 染深浓色需二次皂洗( 充分皂洗) 。
纯碱的用量, 根据颜色的深浅确定, 一般浅色2~4G/L, 中色5~8G/L, 深色11~14G/L( 一般为棉用量的1/2~2/3即可) 。
元明粉( 盐) 的用量, 根据颜色的深浅确定, 一般浅色10~30G/L, 中色40~70G/L, 深色70~100G/L。
PH值10~11, 可用
Na2CO3、Na3PO4调节参考处方: FN 染料中温型55~60℃①②③④⑤染料用量%11-33-55-77元明粉G/L10-2525-5050-7075-9090-110纯碱G/L22-55-88-1111-14匀染剂G/L/0.3-1///瑞士汽巴精化公司LS染料高温型80~85℃①②③④⑤染料用量%11-33-55-77元明粉G/L10-2515-3030-4545-6060-75纯碱G/L33-77-1010-1313-16匀染剂G/L/0.3-1///建议: 元明粉、纯碱分次加入, 以降低上染速度和固着速度, 达到染色的均匀性。
3.中性、弱酸性染料对大豆纤维的染色中性染料可染中深色, 色泽鲜艳度较差。
弱酸性染料色泽鲜艳, 匀染性好, 经固色处理, 牢度较好, 可染中色。
PH值和元明粉是影响上染率和匀染性的重要因素。
PH值高, 上染率低, 但匀染性好; PH值≤4时, 添加中性盐降低上染率; PH值≥5时, 添加中性盐提高上染率。
PH=3时, 染色深度随元明粉用量的增加而降低, PH=7时, 染色深度随元明粉用量的增加而增加。
PH=3时, 添加元明粉降低染料的上染速度, 而PH=7时, 添加元明粉提高染料的上染速度。
染色时应注意, 始。