TPS精益生产:价值流分析C(台湾版)
精益生产系列课程——价值流分析

3 shifts
40,000 sec/shift
Push
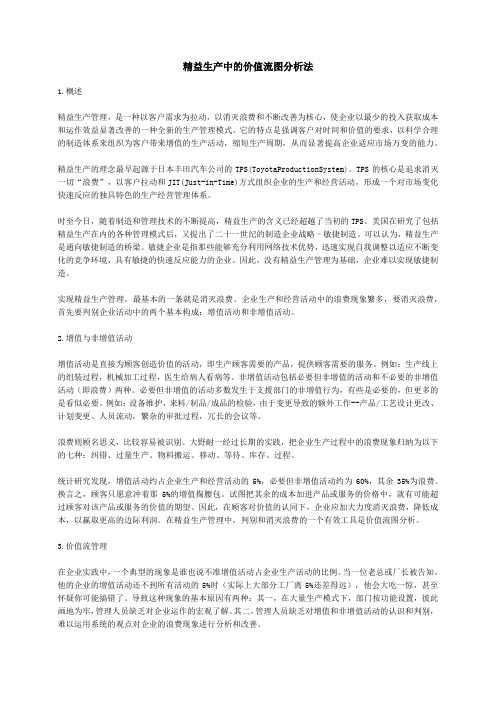
Before
After
225pcs
150pcs
100S
I275
TURN #2 1
OCT
55 seconds
Auto
45 seconds
C/O
90 min
%UP
90%
FPY or RTY VA Space
95% or 72.9% 2ft^2
VA Time
精益生产系列课程
价值流分析
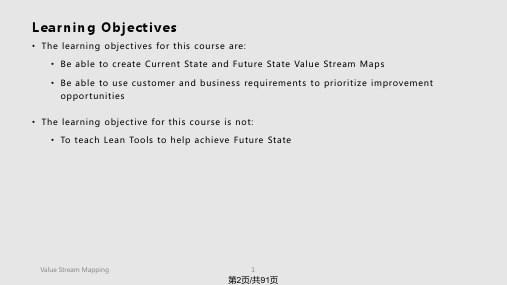
Just In Time
•Takt Time •One-piece Flow •Downstream Pull
TPS
Operational Excellence •Best Cost, Quality, Delivery •Empowered employees •Customer focused culture
VA Space/ratio 2ft^2/(1/300)
VA Time
5 sec
Product travel
660ft
Information flow Manual Product flow Push
Before 550pcs
After 2,100P pcs 1,285NP pcs
0.3D
200
Sec
Visual
5S
Contro
Kanban
ls
SMED
TPM
3P
Creative Idea Suggestion System
Standard Work
Heijunka
•Averaged daily volume & mix •Smooth production schedule
精益生产中的价值流图分析法
精益生产中的价值流图分析法1.概述精益生产管理,是一种以客户需求为拉动,以消灭浪费和不断改善为核心,使企业以最少的投入获取成本和运作效益显著改善的一种全新的生产管理模式。
它的特点是强调客户对时间和价值的要求,以科学合理的制造体系来组织为客户带来增值的生产活动,缩短生产周期,从而显著提高企业适应市场万变的能力。
精益生产的理念最早起源于日本丰田汽车公司的TPS(ToyotaProductionSystem)。
TPS的核心是追求消灭一切“浪费”,以客户拉动和JIT(Just-in-Time)方式组织企业的生产和经营活动,形成一个对市场变化快速反应的独具特色的生产经营管理体系。
时至今日,随着制造和管理技术的不断提高,精益生产的含义已经超越了当初的TPS。
美国在研究了包括精益生产在内的各种管理模式后,又提出了二十一世纪的制造企业战略–敏捷制造。
可以认为,精益生产是通向敏捷制造的桥梁。
敏捷企业是指那些能够充分利用网络技术优势,迅速实现自我调整以适应不断变化的竞争环境,具有敏捷的快速反应能力的企业。
因此,没有精益生产管理为基础,企业难以实现敏捷制造。
实现精益生产管理,最基本的一条就是消灭浪费。
企业生产和经营活动中的浪费现象繁多,要消灭浪费,首先要判别企业活动中的两个基本构成:增值活动和非增值活动。
2.增值与非增值活动增值活动是直接为顾客创造价值的活动,即生产顾客需要的产品,提供顾客需要的服务。
例如:生产线上的组装过程,机械加工过程,医生给病人看病等。
非增值活动包括必要但非增值的活动和不必要的非增值活动(即浪费)两种。
必要但非增值的活动多数发生于支援部门的非增值行为,有些是必要的,但更多的是看似必要。
例如:设备维护,来料/制品/成品的检验,由于变更导致的额外工作--产品/工艺设计更改、计划变更、人员流动,繁杂的审批过程,冗长的会议等。
浪费则顾名思义,比较容易被识别。
大野耐一经过长期的实践,把企业生产过程中的浪费现象归纳为以下的七种:纠错、过量生产、物料搬运、移动、等待、库存、过程。
TPS精益生产

搬运步行的浪费
32Байду номын сангаас
工厂中常见的 8大浪费
NO
制造现场的 浪费
说明
管理部门的浪费
5
库存的浪费
成品、中间品、原材 料的库存浪费
超前储备的浪费带 来大量的管理浪费
M U D A 6
制造过多的 在不必要的时候制造 超前预计市场的结
浪费
不必要的产品
果
人、机械、部件在不
7 等待的浪费 必要时发生的各种等
等待的浪费
U D A 多余原料 过多螺栓连接,设计不良 焊接过多 多余功能造成的材料浪费
费 5. 不良报废的材料
报废本身就是浪费
设 1. 大型机械的浪费 备 2. 通用机械的浪费 的 3. 传送带的浪费 浪 4. 压缩机的能力过剩 费 5. 故障的浪费
批量生产带来的搬运、停滞的浪费
通用机械功能多数只用一半
只用作传送的皮带是一种浪费
✓ 搬运是一种不产生附加价值的动作; ✓ 搬运的损失分为放置、堆积、移动、整
理等动作浪费。
物品移动所需要的空间浪费; 时间的耗费; 人力、工具的占用。
38
5、库存的浪费(含中间在制品)
库存量越多,资金积压越大。 库存包括:
• 零部件、材料的库存 • 半成品的库存 • 成品的库存 • 已向供应商订购的在途零部件 • 已发货的在途零部件
消费者主导
多品种 高质量 低价格
量大固然好,
品种也重要
构建不产生不良 的体系,全检或 零缺陷免检
将“干毛巾拧出 水”,消除浪费
快速交货 JIT
安全第一 安全第一无工伤 符合标准 符合技术法规 快速应变 随时满足
15
精益生产实施过程全貌
精益生产第五讲-价值流分析

(17)看板取货 是一种印制的卡片,显示需要从超市中提领走零件的数量。
(18)生产看板 是一种印制的卡片,显示为了补充超市中被提领走零件的 数量,需要生产的部件数量。
目的: ✓ 暴露出大量的、错综复杂的不增值活动和必要但不增
值活动; ✓ 找到一种合适的路径去消除不增值活动,尽量减少必
要但不增值活动; ✓ 对于某个具体产品和服务的整个价值流进行管理; ✓ 降低成本,加快顾客反应速度,提升企业竞争能力。
2.价值流图析的用途
➢ 描述整个流动; ➢ 发现更多的浪费; ➢ 为讨论生产过程提供共同语言; ➢ 理性化而非经验、随机、主观地对价值流的状况作出
(19)看板位置 收集和为运输看板而存放看板的地方。
(20)改进 强调在价值流图中特定工序需要的关键改进。
5.价值流图的绘制
客户需求调查 装运与出货区调查 生产工序调查 供应商物流调查 内部生产计划信息调查 外部信息调查 加入改善计划 改进中的价值流图 未来的价值流图
三、案例
案例一:某工厂生产的产品根据客户需求调查, 客户月需求1878台。
(12)先进先出(FIFO,First In First Out) 是一种存货控制方法,用来确保最旧的存货(先进) 是最先被用掉的存货(先出)。
先进先出管道的特点: ✓ 在两个工序间储存一定数量的部件,并按顺序排好; ✓ 部件排列的方式应使人最先取用最旧的存货; ✓ 当先进先出通道满载后,将发出信号通知上游停止生
案例二:以某汽车集团车身厂的PK车身作为价值流图 析的对象,车身经加工后由运输链运往总装厂。车身 相关数据如下表:
精益生产之价值流图ValueStreamMapping
• Identify and Prioritize Improvement Opportunities
Value Stream Mapping
4
第5页/共91页
Value Stream Manager
• Assign Value Stream Manager • One person to manage the mapping of the total flow • Has the capability to make changes across departmental boundaries • Leads the creation and prioritization of the implementation plan for getting from present state to future state • Monitors implementation and updates implementation plan • Driver for results
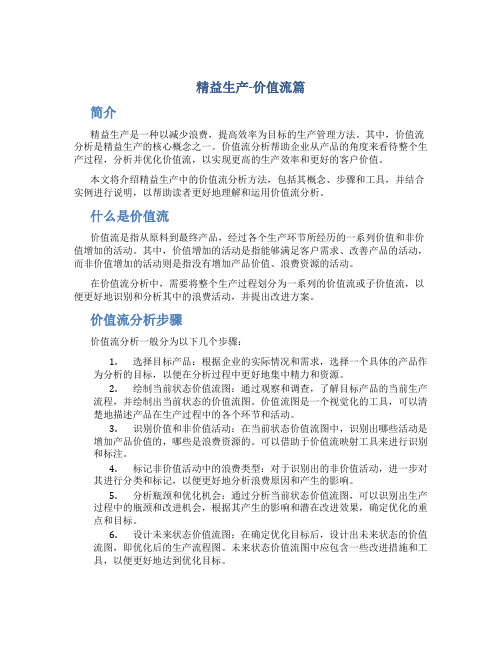
20,000 pcs/mo Module=100
1/Week 2/Day
Receiving Warehouse
•Raw material •Daily schedule
Forge
•Forge material •Daily schedule
Machine
• Bolts, nuts, washers • Daily schedule
C/O = 60 Min
C/O = 5 Min
C/O = 10 Min
Uptime 75%
Uptime 95%
Uptime 95%
Uptime 95%
Batch Size 100
精益生产之价值流图

同时,针对生产计划 环节,采用生产计划 排程软件,提高生产 计划的准确性和及时 性,减少生产过程中 的等待和浪费现象。
此外,针对采购订单 环节,采用供应商管 理系统,实现供应商 的精准选择和管理, 缩短采购周期和降低 采购成本。
通过这些精益生产改 进措施的实施,该公 司实现了生产过程的 持续优化和改进,提 高了生产效率和产品 质量,降低了成本和 交货期压力。
VS
目的
价值流图的主要目的是发现和解决浪费, 通过消除不增值的环节,提高生产效率和 质量,同时满足客户需求。
价值流图的应用范围
制造业
从原材料采购到产品制造完成, 整个过程中的所有活动和信息都 可以通过价值流图进行可视化呈 现。
服务行业
在服务行业中,价值流图可以用 于描绘从客户需求到服务提供过 程中的所有活动和信息,帮助企 业提高服务质量和效率。
要点三
制定消除浪费的措施
根据浪费产生的原因,制定相应的措 施来消除浪费,例如改进需求预测方 法、优化生产计划、选择更可靠的供 应商等。
04
精益生产与价值流图
精益生产的概念和实践
精益生产是一种管理哲学和质量控制 方法,旨在消除浪费、提高效率,并 持续改进企业运营中的各个环节。
精益生产的核心原则包括:价值、价 值流、流动、拉动、完美和持续改进 。
如何更好地应用价值流图实现精益生产
深入了解业务
在应用价值流图之前,需要对企业的业务流程和 供应链结构进行深入了解,掌握产品或服务的全 过程以及各个部门的协作方式。
制定实施计划
根据企业的实际情况,制定详细的实施计划,包 括目标设定、责任分工、时间安排等,并注重过 程中的沟通和协调。
选择合适的工具和方法
VS
精益生产-价值流篇
精益生产-价值流篇简介精益生产是一种以减少浪费,提高效率为目标的生产管理方法。
其中,价值流分析是精益生产的核心概念之一。
价值流分析帮助企业从产品的角度来看待整个生产过程,分析并优化价值流,以实现更高的生产效率和更好的客户价值。
本文将介绍精益生产中的价值流分析方法,包括其概念、步骤和工具,并结合实例进行说明,以帮助读者更好地理解和运用价值流分析。
什么是价值流价值流是指从原料到最终产品,经过各个生产环节所经历的一系列价值和非价值增加的活动。
其中,价值增加的活动是指能够满足客户需求、改善产品的活动,而非价值增加的活动则是指没有增加产品价值、浪费资源的活动。
在价值流分析中,需要将整个生产过程划分为一系列的价值流或子价值流,以便更好地识别和分析其中的浪费活动,并提出改进方案。
价值流分析步骤价值流分析一般分为以下几个步骤:1.选择目标产品:根据企业的实际情况和需求,选择一个具体的产品作为分析的目标,以便在分析过程中更好地集中精力和资源。
2.绘制当前状态价值流图:通过观察和调查,了解目标产品的当前生产流程,并绘制出当前状态的价值流图。
价值流图是一个视觉化的工具,可以清楚地描述产品在生产过程中的各个环节和活动。
3.识别价值和非价值活动:在当前状态价值流图中,识别出哪些活动是增加产品价值的,哪些是浪费资源的。
可以借助于价值流映射工具来进行识别和标注。
4.标记非价值活动中的浪费类型:对于识别出的非价值活动,进一步对其进行分类和标记,以便更好地分析浪费原因和产生的影响。
5.分析瓶颈和优化机会:通过分析当前状态价值流图,可以识别出生产过程中的瓶颈和改进机会,根据其产生的影响和潜在改进效果,确定优化的重点和目标。
6.设计未来状态价值流图:在确定优化目标后,设计出未来状态的价值流图,即优化后的生产流程图。
未来状态价值流图中应包含一些改进措施和工具,以便更好地达到优化目标。
7.制定改进计划:根据未来状态价值流图,制定出具体的改进计划和实施策略。
精益生产衡量指标价值流分析

*依计划执行(从控制缓行最小于最大水准)
未来价值流图析步骤
future state value stream mapping
*使用工具如流程分析以协助分析及鉴别浪费降低的机 会
Use tools, such as process flow analysis,to help analyze and identify waste reduction opportunities. Identify one single point in the production chain (the pacemaker process “)where you will schedule production
– 僅是裁減員額數
课程目标 Objectives
在完成此一课程你将能
At the end of this section, you will be able to :
*定义期间价值流及价值流图分析
Define the terms Value stream and value stream Mapping
*确认在生产鍊单一点(制程速率点)可排生产计划
*张贴价值流图在作业区给全部工作人员清楚目视為持 续改进的基础
Post the map in area that is clearly visible to all work group members on a continuous basis.
future state value stream map Measurements :衡量指标
*應用价值流图分析实施步骤以模拟精实
Apply the steps for Mapping a Value Stream to the Lean Simulation
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MASS LEAN
改善行動計畫
線別 類別
消音器
B (A050)
S工 A程 線改
善
問題點
改善著眼點
改善
目標 改善 步驟
Cycle Time 1.改善案確立。
改善時程
計劃 實績
擔當者
1 2 3 4 5 6 7 8 9 10 11 12
改善小組
由7.27分 y-Out案決定。
改善小組
↓ y-Out遷移及安裝。
19.OEE設備總合效率 20.C/O 每次換線換模所耗時間
21.每日換線次數 22.品質確認方法、頻度與良品率
23.不良品處理方式 24.月平均工作天數 25.生產方式
26.每個種類多久生產一次 27.設備配置方式 28.搬運方式
29.加班狀況
30.收容數
MASS LEAN
未來目標的相關問題
需求(Demand)
價值流分析
--台湾版
時間管理
出貨
成品
倉庫
生產製造過程
進料 進料 倉庫
製造週期時間(MCT) 進料倉庫到出貨倉庫時間 (DTD)
MASS LEAN
價值流改善 & 作業改善
流程 Kaizen (Flow Kaizen) 單點 Kaizen (Spot Kaizen)
製程
PCBA
原材料
價值流 (VALUE STREAM)
支援性的改善(Supporting Improvements)
7) 必要的製程改善(例如運轉時間、換模換線)為何 ?
MASS LEAN
工作場所簡圖
2F 焊接線
入口 受電室
入 口
油
區
壓 模
具
裁 管 區
驗收室
北電梯
成品 倉庫
南電梯
洩漏機
自動焊接機
補焊區
擴口機
檢驗站 油壓機
SPOT
2 北電梯
1
1
油壓組立(1F) 焊接組立(2F)
MASS LEAN
如何製作價值流現況圖
對象部品選取方向
部品單價高 廠內瓶頸工程 製程繁雜度很大 佔營業額高百分比 庫存居高不下 獲利率偏低
MASS LEAN
如何製作價值流現況圖
關鍵路徑選取方向
瓶頸工程 製程繁雜度很大 部品零件之價值高
MASS LEAN
符號表示
–訊息流符號圖標 手動(傳)訊息圖示 電子(傳)訊息圖示
MASS LEAN
完整價值流現況圖─數據收集項目
1.客戶月需求量 2.客戶日需求量 3.T/T
4.DTD(Duck to Duck) 5.MCT
6.部品 C/T
7. I →實際庫存數量 8.進料方式
9.出貨方式
10.各工程C/T
11.編制人數
12.班制
13.品種
14.多能工
15.FPY首次合格率
16.生產指示頻度 17.設備運轉狀況 18.搬運距離
個別效率與系統效率之對照
(Individual Efficiency vs System Efficiency)
MASS LEAN
TAKT TIME
生產步調與銷售步調同步化
根據產品的銷售速度來決定該產品 與其零組件的生產速度
Takt Time =
27,000 秒 460 個
每班的作業時間 每班的顧客需求數
–拉式符號
–原材料零件成品 移動符號 –製程半成品材料 前推移動符號
– First-In-First-Out Sequence Flow
FIFO
MASS LEAN
符號表示
– 顧客需求圖標 – 生產管制作業框
顧客名稱
訂單交貨需求 月需求數 日交貨數 裝箱數量
生產計劃
–製程框 / 數據箱圖標
製程名稱
時間 / CT : 手操作: 機器 : 換線換模 : 可靠度 : 人員數 :
= 59 秒
59 秒 59 秒
59 秒
MASS LEAN
改善指標
MASS LEAN
改善指標
➢ 進料倉庫到出貨倉庫時間 DTD (Dock to Dock)
➢ 首次合格率 FTT First time ok through
➢ 總合設備效率 OEE Overall Equipment Effectiveness
(Future-State Drawing)
設計一精實流動方式
工作計劃
用何方式可予於達成
MASS LEAN
起步
針對單一“產品族””
從此處 起步
• 製程面
• 單一工廠(“Dock-to-Dock”)
• 多家工廠
• 跨公司
您 需要...
一位價值流(Value Stream) 經理
MASS LEAN
達成未來目標的計劃
I 756 台
4.2天
C/T= 0.18分 OEE= 85% FTT= 100% C/O= 10分 編制= 1人 品種= 65種
I 378 台
2.1天
C/T= 10分 OEE= 95% FTT= 100% C/O= 30分 編制= 5人 品種= 6種
I 270 台
出貨 倉庫
D/T=10.18分
99.7% 100%
90.8%
90%
5天
1天
75 分 40 分
6人
6人
11.4 分 10.2 分
MASS LEAN
生產力提升
價值流分析
行動計劃
行動計劃
現況圖
_1/wk
Gap
未來圖
Gap
變成現況圖
行動計劃
變成現況圖 未來圖
MASS LEAN
價值流圖析應用
價值流圖的循環週期
減少浪費重點
MASS LEAN
是精實思考的下一個步驟”
Jim Womack & Dan Jones,Lean Thinking
組裝
MASS LEAN
現況圖
(價值流示意圖--Value Stream Mapping)
“假如你希望未來成為‘精實’的工作區
域, 那麼你必須先學習有關現在的工作
區域”
“If you want to be ‘lean’ workplace of the
產品族
設計一個精實(Lean)的流程
現況藍圖
未來目標 藍圖
精實價值流的特性
• 掌握價值流(VS)的背後動力 • 需要一個未來目標
• 物流與資訊流程 • 工作計劃的基礎
– 類似一份“藍圖“
• 需要一個按步就班的工作計劃,
計劃中應有時間表與明確的責任劃分
工作計劃
MASS LEAN
如何製作價值流現況圖
➢ 選取對象部品 ➢ 選取關鍵路徑 ➢ 認識符號 ➢ 走出辦公室
C/O=20分
編制=3人
FTT=99.9% 品種=6種
324 台 (1.8天)
OEE=96.8% C/T=6.0分
C/O=35分 編制=2人
FTT=99.9% 品種=6種
270 台 (1.5天)
OEE=90.7%
C/O=20分
FTT=99.9%
MASS LEAN
價值流改善機會診斷案例
現況問題點
改善構想
日需求量= 82台
3日間交貨
天/1趟 趟/90台 混載
出貨 倉庫
裁鈑
油壓組立 油壓組立
組立封裝
總成焊接
I
I
I
I
I
I
I
550台
282台
300台
452台 96台
122台
6.7天
‧C/T=0.18分 編制人數=1人
OEE=73.7% C/O=20分 品種=77種 FTT=99.9% EPE=2天
3.43天
價值流未來圖(2001 2. 1)
■ C206-後段排氣管製造流程
1+(6)月
協力廠
1 個月 訂單
生管 MRP 系統
1+(7)日 預示量
訂單
FLH
看板交貨 月需求量= 3200台
月 計 劃(參考)
日需求量= 180台
月/4趟 趟/800台
進料 倉庫
裁管
3日間交貨 焊接.組立.封口.總成焊接
天/3趟 趟/60台 混載
future, you need to learn about workplace of
the present”
MASS LEAN
價值流示意圖
協力廠商 預測量 訂單
生產控制 預測量 訂單
顧客
物料 進料倉庫
排程 & 生產跟催
排程 & 生產跟催 排程 &
生產跟催
修補
儲存
PCBA
儲存
ASS’Y
儲存
交貨
交運 清單
MASS LEAN
■ 排氣管製造流程 完整價值流現況圖
協力廠
1 個月
訂單
生管 MRP 系統
DTD=22天 MCT=13.8天(9人) pcs C/T=15.25分
月計劃
月/1趟 趟/2000台
進料 倉庫
2F
焊接 I 焊接
I
1 + (6) 個月
1 + (7) 日 預示量 訂單
客戶
看板交貨
月需求量= 1878台
C/T=3.52分 編制人數=1人
OEE=81.1% C/O=62.8分 品種=11種 FTT=98.8% EPE=2天
C/T=3.75分
編制人數=3人
OEE=75.2.3%
C/O=40.7分