3DCS公差分析工作规范
基于3DCS的发动机前端轮系装配偏差仿真分析
- 0 . 2 6
0. 57
0 . 0 8
-0. 41
0 . 2 0
0. 08
2 7 5
3 08
0 . 2 9
O. 1 8
0 . 2 5
0- 3 8
0 . 3 5
0. 2 6
1 9 4
1 95
4
5
一 O . 1 2
/ ( 。 )
一0 . 11
/ ( 。 )
0. 32
/ mm
-0. 3 பைடு நூலகம்
/ ( 。 )
O. 1 l
/ ( 。 )
2 61
/ ( 。 )
0. 1 7
/ mm
0. 2 8
/ ( 。 )
0 . 23
/ ( 。 )
1 95
2
3
0 . 0 3
5 %的要 求 。
4 对 齐 度 测 量
为验证 公差 修正 后发 动机前 端 轮系对 齐度改 善 情 况 .采 用 F A R O便携 式 C MM 对生 产线 上 的一 台 发动 机机 体进行 测量 . 共测 量 5台套 附件 系统 . 测量 结果 如表 7所列 修正前 发动 机前 端轮 系对齐 度测
表 明公 差 修正 后 发动 机 前端 轮 系 对齐 度 明 显改 善 .
解决 了发 动机 前端 轮 系皮带 进入角 超差 问题
参 考 文 献 1 贾 信朝 . 龚 成云. D C S在 长 安 公 司 的应 用 及 展 望 . 电焊 机 .
2 0 1 0 , 4 0 ( 5 ) : 1 2 4 ~ 1 2 9 .
三坐标操作规范范文
三坐标操作规范范文三维坐标操作规范是对于使用三维坐标进行测量、定位、设计等工作的操作人员所需遵守的规范。
这些规范旨在确保操作的准确性和一致性,以提高工作效率和减少错误。
以下是一个关于三维坐标操作规范的示例,共计1200字以上。
一、测量规范:1.在测量前,应保证测量仪器的准确性和可靠性,并进行校准。
校准应在测量前进行,并定期检查仪器的准确性。
2.在进行测量时,应尽量减小误差。
注意避免因弯曲或拉伸的测量杆造成的误差,在使用时要保持杆的直线状态。
3.在测量时,应尽量避免干扰因素的影响。
如有可能,应远离可能干扰测量结果的电磁场、金属结构或其他物体,以免影响测量结果的准确性。
4.测量前应确保工作环境安全,如有需要,应采取必要的防护措施,如佩戴安全帽、手套等。
5.测量结束后,应及时清理测量仪器,并将其放置在安全的地方,以防止损坏或丢失。
二、定位规范:1.在进行三维坐标定位时,应清晰地标示出对象的位置和方向。
可以使用符号、图形或颜色来标示,以方便操作人员进行定位。
2.在进行三维坐标定位时,应根据测量结果进行精确定位。
根据需要,可以使用放大镜等工具进行更精确的定位。
3.在定位时,应尽量减小误差。
注意避免因位置偏移、旋转不准确等原因造成的误差。
4.定位结束后,应将定位结果记录下来,并标记在相应的位置上。
保留记录以备日后参考。
三、设计规范:1.设计时应遵循客户需求和工程要求,合理确定设计方案。
根据需要,可以使用三维建模软件进行辅助设计。
2.在进行三维建模时,应注意几何关系的准确性和完整性。
确保图形的各个元素之间的关系合理明确,以提高设计的可读性和可操作性。
3.在进行三维建模时,应注意保持设计的一致性。
遵循相同的尺寸单位、比例尺和坐标系,以确保不同部分之间的协调性。
4.设计结束后,应对设计结果进行审查和验证。
根据需要,可以进行仿真和模拟验证,以确保设计的可行性和可靠性。
四、数据处理规范:1.在进行三维坐标数据处理时,应使用专业的软件工具。
基于3DCS的矫直机装配公差仿真及优化

《中国重型装备》CHIPAHEAVYEQUIPMENTNo. 2Aprii 2021厂“ “、♦实验研究♦基于3DCS 的矫直机装配公差仿真及优化韦联(二重(德阳)重型装备有限公司,四川618000)摘要:应用三维公差分析软件3DCS 对某钢厂矫直机下辐座装配过程进行仿真分析,得到辐面间隙值的概 率分布图以及各组成环公差对该间隙值影响的贡献度,按贡献度大小,有针对性的对各组成环公差值进行优 化,再次仿真,最终得到合理的各组成环公差值分配。
关键词:下辐座装配;蒙特卡洛法;3DCS;公差仿真;公差优化中图分类号:TG333.2*3 文献标志码:BTolerance Simuiation and Optimization of Straightener Assembiy Based on 3DCSWei LianAbstraC : Lower roller stand assembly process of the straightener in a certain steel plant has been carried outsimulation analysis by applying 3DCS, a three-dimensionai telerance analysis software, it cencluded probability distribution figuro of roli surface clearance values and contribution deeree of effects of components ring tolerance onthe clearance values. According te conWibuUon degree , taraeted components ring tolerance values have beenoptimized te obtain reasonable components ring tolerance ealues disWiXuUon after simulation.Key wordt : lower roller stand assembly ; Monte optimization辐式矫直机是轧制件连续通过多个交错排列 转动着的矫直辐,在矫直辐压下力作用下,产生弹塑性变形,轧制件经过多个矫直辐的作用后,弯曲 曲率逐步减少,最终达到规定的平面度要求。
3DCS软件操作书

欢迎使用3DCS Analyst CAA V53DCS软件使用说明书基于CATIA V5的图形公差分析3DCS Analyst, CAA V5 Based 软件由Dimensional Control Systems, Inc.(Dassault Systems公司合作伙伴) 出品。
©1994-2012 Dimensional Control Systems, Inc.版权所有©中文版有ETA编译(2.0版)如有任何建议请联系技术支持目录目录 (2)第一课:3DCS模型概述 (5)1.1启动3DCS Analyst, CAA V5 (9)1.2网格显示菜单(Display Mesh) (10)1.3参数(Preferences) (13)1.4图形分析菜单(Graphical Analysis Menu) (18)1.5统计分析菜单(Statistical Analysis Menu) (20)1.6模型创建菜单(Model Creation Menu ) (25)1.7特征创建浏览(Feature Creation Review) (30)第二课:开始建立新的模型 (34)2.1插入零件 (35)2.2更改零件参数 (36)第三课:测量 (43)3.1 创建上部间隙测量 (43)3.2 创建下部间隙测量值 (51)3.3创建特征之间的间距测量 (52)3.4平移Headlamp和Turnlamp使之与Bracket分离。
(55)第四课创建装配 (58)4.1 特征创建(Feature Creation) (60)4.2创建Slot(槽)功能(Slot Function) (65)4.3创建Turnlamp装配 (67)4.4创建Headlamp装配 (73)第五课:创建公差 (80)5.1 为零件Bracket添加公差 (81)5.2 为Headlamp和Turnlamp添加公差 (85)第六课:模型分析 (89)6.1运行分析 (90)6.2运行GeoFactor (92)第七课:创建夹具 (95)7.1更新模型。
3DCS软件操作书
欢迎使用3DCS Analyst CAA V53DCS软件使用说明书基于CATIA V5的图形公差分析3DCS Analyst, CAA V5 Based 软件由Dimensional Control Systems, Inc.(Dassault Systems公司合作伙伴) 出品。
©1994-2012 Dimensional Control Systems, Inc.版权所有©中文版有ETA编译(2.0版)如有任何建议请联系技术支持目录目录 (2)第一课:3DCS模型概述 (5)1.1启动3DCS Analyst, CAA V5 (9)1.2网格显示菜单(Display Mesh) (10)1.3参数(Preferences) (13)1.4图形分析菜单(Graphical Analysis Menu) (18)1.5统计分析菜单(Statistical Analysis Menu) (20)1.6模型创建菜单(Model Creation Menu ) (25)1.7特征创建浏览(Feature Creation Review) (30)第二课:开始建立新的模型 (34)2.1插入零件 (35)2.2更改零件参数 (36)第三课:测量 (43)3.1 创建上部间隙测量 (43)3.2 创建下部间隙测量值 (51)3.3创建特征之间的间距测量 (52)3.4平移Headlamp和Turnlamp使之与Bracket分离。
(55)第四课创建装配 (58)4.1 特征创建(Feature Creation) (60)4.2创建Slot(槽)功能(Slot Function) (65)4.3创建Turnlamp装配 (67)4.4创建Headlamp装配 (73)第五课:创建公差 (80)5.1 为零件Bracket添加公差 (81)5.2 为Headlamp和Turnlamp添加公差 (85)第六课:模型分析 (89)6.1运行分析 (90)6.2运行GeoFactor (92)第七课:创建夹具 (95)7.1更新模型。
尺寸控制解决方案介绍-3DCS
尺寸控制解决方案介绍
1
DS PLM解决方案的同一平台----V5
2
需求
1、从经验到理论 - 间隙的控制 -拆分公差; -设计工艺评审
2、各个工艺独立设计->协同工艺设计 - 单件公差控制 - 装焊公差控制 -总装公差控制
3、设计部门的数据直接利用 - 3D数模(含定位孔、夹点、焊点等信息) - 2D数模/打印图纸(冲压件关键处、搭接处的公差、大装配
12
4. 几何因子分析
有了上一步灵敏度分析中得到的重要因素后,对这些因素进行分析评价, 得出其几何因子。可以通过改变产品结构、工装卡具等,增强设计的鲁 棒性。
13
5. 装配验证
3DCS可以在CATIA环境中模拟实际的装配过程,检查由公差带来的装配问题。
14
3DCS is the ideal tool for supporting the Dimensional Management Process in CATIA V5
3DCS Analyst
An Advanced tool to meet the needs of Specialists
3DCS Designer
A core solution to meet the needs of Designers & Engineers
基于3DCS的白车身偏差分析
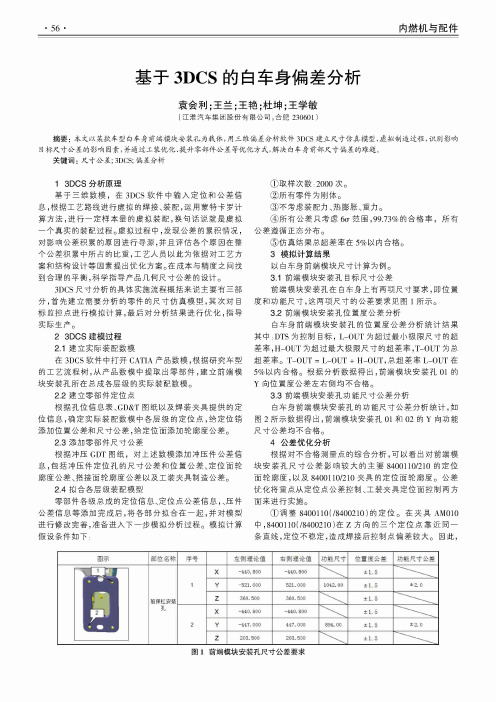
• 56•内燃机与配件基于3DCS的白车身偏差分析袁会利;王兰;王艳;杜坤;王学敏(江淮汽车集团股份有限公司,合肥230601)摘要:本文以某款车型白车身前端模块安装孔为载体,用三维偏差分析软件3D C S建立尺寸仿真模型,虚拟制造过程,识别影响目标尺寸公差的影响因素,并通过工装优化、提升零部件公差等优化方式,解决白车身前部尺寸偏差的难题。
关键词:尺寸公差;3DCS;偏差分析13D C S分析原理基于三维数模,在3DCS软件中输入定位和公差信 息,根据工艺路线进行虚拟的焊接、装配,运用蒙特卡罗计 算方法,进行一定样本量的虚拟装配,换句话说就是虚拟 一个真实的装配过程。
虚拟过程中,发现公差的累积情况,对影响公差积累的原因进行寻源,并且评估各个原因在整 个公差积累中所占的比重,工艺人员以此为依据对工艺方 案和结构设计等因素提出优化方案。
在成本与精度之间找 到合理的平衡,科学指导产品几何尺寸公差的设计。
3DCS尺寸分析的具体实施流程概括来说主要有三部 分,首先建立需要分析的零件的尺寸仿真模型,其次对目 标监控点进行模拟计算,最后对分析结果进行优化,指导 实际生产。
2 3D C S建模过程2.1建立实际装配数模在3DCS软件中打开CATIA产品数模,根据研究车型 的工艺流程树,从产品数模中提取出零部件,建立前端模 块安装孔所在总成各层级的实际装配数模。
2.2 建立零部件定位点根据孔位信息表、GD&T图纸以及焊装夹具提供的定 位信息,确定实际装配数模中各层级的定位点,给定位销 添加位置公差和尺寸公差,给定位面添加轮廓度公差。
2.3添加零部件尺寸公差根据冲压GDT图纸,对上述数模添加冲压件公差信 息,包括冲压件定位孔的尺寸公差和位置公差、定位面轮 廓度公差、搭接面轮廓度公差以及工装夹具制造公差。
2.4拟合各层级装配模型零部件各级总成的定位信息、定位点公差信息,、压件 公差信息等添加完成后,将各部分拟合在一起,并对模型 进行修改完善,准备进入下一步模拟分析过程。
汽车尺寸工程中的公差分析技术

各个区域的公差给定(下图 5):
图5 总成的公差源分析(下图 6):
图6
地板宽度方向的尺寸公差计算:
1.42 + 0.52 + 0.52 + 0.52 + 0.52 + 1.42 = 2.22=±1.11
结论,方案二的产品及工艺设计基本符合要求。 ④ 方案三,通过翻边及定位销定位(下图 7):
一、汽车尺寸工程
汽车白车身由几百个薄板冲压件经过焊接而成。主要经历的工艺流程有:薄板冲压-中小分总成 焊接-运输-焊接-车身。从制造过程来看,车身的公差主要由冲压件本身的公差、运输产生的公差、 夹具定位公差、焊接造成的公差等构成。车身公差的情况直接导致车辆品质的好坏,车身公差是汽 车尺寸工程重点解决的问题。
尺寸工程开发流程:贯穿于新车型开发项目全过程中的同步工程分析(SE)、工程化阶段的冲压 CAE 分析、尺寸公差仿真分析,以及在开发及生产制造过程中的全面质量管理。
同步工程分析(SE)是借助于工艺设计人员的经验、企业的工艺标准、工艺能力,重点对汽车产 品的工艺可行性进行分析、优化产品设计。冲压 CAE 分析主要对车身冲压件的成型性、工艺性进行 校核和优化。尺寸公差仿真分析则是借助于三维分析软件对车身尺寸公差链进行计算和验证,验证 及优化产品结构设计、公差设计及工艺设计。同时采用比较完善的生产过程尺寸控制手段(如各种 检具、功能主模型 CUBING、匹配夹具 PCF 等)来监测和指导整改实物零部件尺寸质量,最终保证整 车的制造精度。
3DCS 的核心机理是按照实际生产能力初步给出零部件的公差,然后按照工艺规划的装配顺序, 按照夹持点文件,按加工能力给定工装(夹具)的公差,按实际能力给出焊接变形公差,建立公差 分析模型,根据定位系统及公差进行驱动,在三维空间内进行各个特征的公差叠加计算,根据零部 件的几何形状在其自身公差及工装的定位公差作用下模拟出公差在三维空间中的传递、转换。3DCS 三维公差叠加的原理:所有的特征点公差服从正态分布(及其他分布如平均分布等),按照蒙特卡罗 规则,对所有特征点(零部件孔、面公差,夹具公差,焊接变形公差等)随机给出服从于正态分布 的实际公差,然后按照零部件的装配关系,对所有的几何形状在三维空间中进行叠加计算,计算出 所要关注特征的尺寸公差结果。可以简单的这样理解,在三维环境中,把每个零部件当实物零件看 待,按蒙特卡罗规则给出的每一组公差,代表着实物零部件样本的生产制造实际公差,然后对所有 的零部件按照现实中的工艺流程进行装配焊接,并尽可能真实得考虑到夹具定位、焊接变形带来的 公差。车身公差分析模型构建完成后也就代表着实际生产的白车身,我们可以很容易地对车身上的 每一个功能尺寸进行检测、评估,判断其是否符合设计要求。对车身上每一个零部件特征尺寸按照 正态分布随机给出 2000 组公差,虚拟装配成白车身总成后各个功能尺寸对应有 2000 组公差值,对 这 2000 组公差值进行统计过程控制(SPC),我们可以得到一系列的评价指标及参数:6σ、CPK 等, 根据它们我们可以评估车身尺寸状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3DCS公差分析工作规范1范围本标准规定了基于CATIA V5软件(以下简称CATIA)进行乘用车整车3DCS公差分析(以下简称公差分析)时的一般性规范,给出了公差分析的方法及流程。
2规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分。
凡是不注日期的引用文件,其最新版本适用于本部分。
《3DCS Analyst 培训教程中文版》3术语和定义3.13DCS3DCS即3维尺寸控制系统(3-Dimensional Control Systems)的简称。
3.23DCS公差分析3DCS公差分析简单的说就是使用3维尺寸控制软件,通过对数模添加公差从而将数模模拟为真实状态下的工装件,进行公差分析时对软件模拟出的工装件(含公差)进行随机抽样并进行装配,最终分析出零部件中哪些公差设置得不合理的一种方法。
目前我们只对刚性零部件(钣金件或不易变形的硬塑料件等)进行分析。
在公差分析时我们一般假定零部件无焊接变形、冲压变形、加工变形和装配变形,将它们均考虑为刚性体。
并按各自图纸中的要求对相关零件的固定点、固定面添加尺寸公差和形位公差后进行分析。
3.33DCS装配在公差分析时需要使用3DCS装配将零部件装配到一起,进行公差分析。
我们常用的3DCS装配均按照3-2-1定位方法进行装配,下面简要介绍一下3-2-1定位方法,以图1中的白色方块为例,若想将它定位至少需要6个定位销(图1中黑色的圆柱),实际上在软件中可以将这6个定位销抽象为6个点(下图中的绿色圆点),即至少需要6个点才能将白色方块定位。
我们将这6个点分为三组,第一组是指底面的三个点,限制上下方向的移动,三个点可不在一个平面中但其方向向量需要平行。
第二组是指后侧面的两个点,限制前后方向的移动。
第三组是指左侧面的一个点,限制左右方向的移动。
且这三组点所在的平面方向(圆柱轴线方向)要相互垂直,这种定位方法就叫做3-2-1定位方法。
图13.4添加公差进行公差分析时需要在软件中给零部件相应的部位添加公差,公差分析的结果受某些因素的影响较大,主要包括以下几种因素:1、每个零部件与装配相关的全部尺寸公差、形位公差信息。
2、每个零部件生产商的公差分布信息(如标准正态分布、偏正态分布等)。
3、检具的全部公差信息与其生产商的公差分布信息。
4、夹具的全部公差信息与其生产商的公差分布信息。
5、车辆运行中极限工况导致的变形。
在实际分析时一般不能充分获得上述信息,为了使分析结果贴近实际情况我们一般将相关公差设置为正态分布。
若能够充分获得上述信息,则可根据实际公差分布情况设置公差。
3.53DCS测量目前公差分析可对风险间隙相关的问题进行分析,并找出设置不合理的公差,减少由于公差设置不合理所导致的间隙不匹配问题。
在进行风险间隙公差分析时需要对重点关注的部位建立3DCS测量(如零部件间隙),以便软件能分析出哪些零部件的公差对测量结果有影响。
3.6公差分析计算在公差分析时软件将每个零部件都模拟成实际生产出的工装件(含有公差,一般选择公差服从正态分布)。
为了使分析结果贴近实际装车情况,软件在分析时从这些模拟出的工装件库中随机抽取零部件进行装配。
为了在保证计算精度的前提下提高计算速度,我们一般使用2000次抽样装配。
3.7公差分析结论公差分析结束后软件会给出公差分析的结论,根据计算结果可以快速分析出所关注的3DCS测量(如零部件间隙)是否满足我们的要求,同时可以分析出哪些公差对所关注部位(如零部件间隙)有较大影响。
由于每个实际零部件的尺寸都与理论数据存在一定的偏差,因此将这些含有公差的零部件装配到一起时零件的间隙会与理论间隙存在一定的偏差。
如果模拟后的最小间隙满足我们的设计要求说明这些零部件的公差设置的比较合理。
反之,零部件公差设置的不合理。
由于实际装车中冲压变形、焊接变形、注塑变形和装配变形等是无法避免的,因此将这些零件视为刚性体分析出的装配结果可能会与实际装配结果有一定偏差,但分析出的不合理尺寸及公差与实际情况的趋势是一致的,具有一定的指导和参考意义。
4软件设计环境配置在进行整车3DCS公差分析前需要对CATIA软件中的一些参数进行设置,以满足公差分析的要求,使计算机能够更快速有效的进行相关分析计算。
4.1CATIA软件设计设置说明在CATIA中进入“开始→AnalysisSimulation→DCS Tolerance Analysis 7.2.0.0”(如图2),点选图标后弹出参数设置对话框(如图3)进行参数设置,一般采用默认设置即可。
图2图35公差分析整车3DCS公差分析是结合整车数字模型,使用CATIA软件提供的相关功能,对数字模型进行公差分析,从而将现实零部件存在的公差设置不合理问题直观的反映在软件中,以帮助设计师进行零部件设计及调整。
公差分析若想得出与实际情况相近的结果需要搜集不同零部件的公差分布、生产线夹具的数模及其公差分布等信息。
因目前客观条件所限,无法搜信夹具的信息,因此在进行公差分析时只能做总装领域无夹具零部件的装配结果分析,又由于无法搜集零部件公差分布的信息,进行公差分析时可认为零部件公差满足正态分布,这样分析出的结果与实际情况可能有些差别,但具有一定的指导意义。
公差分析完成后可编制公差分析检查报告(见附录A)。
因条件所限目前我们只能做刚性零部件的公差分析。
5.1公差分析应用命令1.创建特征点(Feature Point):根据需求创建公差分析时所用的特征点。
2.定义/编辑移动(Define/Edit Move):根据实际情况实现对公差分析零部件的装配。
3.定义/编辑公差(Define/Edit Tolerance):根据实际情况在待分析零部件上添加公差。
4.定义/编辑测量(Define/Edit Measurement):测量两个零部件间的相对距离。
5.装配(Nominal Build):将待分析零部件装配到一起。
6.运行分析(Run Analysis):公差分析软件开始进行分析计算。
5.2公差分析流程公差分析流程如图4:图45.3 公差分析过程我们以前车灯简易模型的分析为例对整个公差分析的过程进行介绍5.3.1 打开前车灯简易模型的数模打开数模后要将数模激活为设计状态(如图5),进入3DCS模块后点击刷新命令,系统会自动生成3DCS结构树(如图6)。
图5图65.3.2 创建装配所用的点1.使用(Feature Point)命令创建前灯3DCS装配所用的点(如图7)。
按照3-2-1定位法我们需要创建6个点限制前灯的6个自由度。
实际上我们用其中的一个点(H_YZ点)限制2个自由度时可以少创建一个点。
图7中H_X1、H_X2、H_X3三点限制X向的位移和Y、Z向的旋转,H_YZ、H_Z两点限制Z向的位移和X向的旋转,H_YZ点限制Y向的位移。
图72. 使用(Feature Point)命令并选择支架与前灯对应的固定孔,创建3DCS装配所用的5个点点(如图8),创建这5个点时要保证其与前灯的5个点一一对应。
图85.3.3 创建3DCS装配使用Move命令,选择上面创建的装配点将前灯装配到支架上,如图9、图10。
图9图105.3.4 给零部件添加公差使用添加公差命令并点击装配所用点为其添加公差,公差分布使用默认值即可,默认公差分布为正态分布(Normal),并设置公差值,如图11中所示的公差值为±0.5,其中Range表示公差带的范围,Offset表示公差带的中心。
图115.3.5 建立所关注部位的测量如图12所示,使用测量命令建立两灯之间间隙的测量,并设置我们能接受的间隙值范围(即设计要求),如图13,在本例中我们将间隙值上限设置为7.5mm,下限设置为4.5mm。
建立测量后在进行计算时软件会给添加公差的固定点赋予公差值,这样将带公差的零部件装配后会引起零部件位置的变化,最终导致测量值(即间隙值)的变化,计算完成后我们考查测量值(即两灯之间的间隙值)的变化范围是否满足设计要求(4.5mm~7.5mm),如不满足要求则需要对某些公差值进行调整重新计算直至满足设计要求值为止。
图12图135.3.5 公差分析计算点击命令进行计算,一般使用默认计算次数(2000次)即可,这样可以使软件在保证分析精度的前提下高效的进行分析计算,点击Start开始计算(如图14)。
图145.3.6 公差分析结论3DCS公差分析采用蒙特卡罗法进行计算。
蒙特卡罗方法是一种随机模拟方法,以概率和统计理论方法为基础的一种计算方法,是使用随机数(或更常见的伪随机数)来解决很多计算问题的方法。
蒙特卡罗方法将所求解的问题同一定的概率模型相联系,用电子计算机实现统计模拟或抽样,以获得问题的近似解。
我们可以这样理解软件的分析过程:软件分别模拟了前照灯、转向灯和支架的供应商所生产的零件,且这些零件固定点的公差满足我们给出的正态布要求,然后采用随机抽样的方法分别在每家供应商的零件库中抽出一个零件,然后将它们组装到一起,一共进行了2000次这样的操作,并最终组装成了2000个样品。
因固定点均添加了公差,几乎每个组装后的零件与其理论位置都会有一定的偏差,这时测量两灯的间隙,如果2000个样品均满足设计要求说明这些固定点的公差设置的比较合理。
本例的分析结论见图15。
图15中横坐标为间隙值,纵坐标为横坐标对应的值在2000个样品中出现的频次,中间的两条线LSL与USL分别是我们给出的间隙值下限(4.5mm)与上限(7.5mm),图中满足设计要求的部分为绿色,红色为不满足设计要求的部分。
在图的下方有一个列表,分别列出了不同固定点的公差值对分析结果的影响程度(用百分比表示,按照影响力由大到小进行排名)。
如图所示前4项的公差对分析结果产生了决定性的影响,因此需要根据实际情况分析(综合考虑加工工艺水平、成本因素、装配条件等等)这4项的公差有哪些能够修改。
公差修改完成后重新进行计算直至满足设计要求为止。
图15。