45刚淬火和调质的温度是多少
45度常见处理方法

45度常见处理方法
45号钢是一种中碳结构钢,具有良好的机械性能和较低的成本,广泛应用于各种机械零件的制造。
对于45号钢的常见处理方法,可能包括以下几种:
1. 正火:正火处理可以细化晶粒,提高材料的韧性和机械性能。
45号钢的推荐正火温度为850℃。
2. 淬火:淬火是为了提高硬度和强度,45号钢的推荐淬火温度为840℃。
淬火后,材料可以达到较高的硬度,如HRC55,但这样会使材料变得硬而脆,因此通常需要进行回火处理来改善其韧性。
3. 回火:回火是淬火后的热处理过程,用于消除淬火应力,提高材料的韧性。
45号钢的推荐回火温度为600℃。
4. 调质处理:调质处理是指淬火加回火的组合工艺,可以提高45号钢的综合力学性能。
调质处理后的45号钢具有较好的强度和韧性。
5. 表面处理:为了进一步提高45号钢的表面硬度和耐磨性,还可以进行表面处理,如渗碳、氮化或硬质合金喷涂等。
总的来说,在实际应用中,选择哪种处理方法取决于零件的使用要求和工作条件。
例如,对于承受冲击负荷的零件,可能需要更好的韧性,而对于要求高硬度和耐磨性的零件,则可能需要进行淬火和低温回火。
因此,在进行热处理时,应根据具体的应用需求和技术标准来确定最合适的处理工艺。
45钢调质的热处理工艺

1、45钢的调质45钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。
45钢淬火温度在A3+(30~50)℃,在实际操作中,一般是取上限的。偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。为使工件的奥氏体均匀化,就需要足够的保温时间。如果实际装炉量大,就需适当延长保温时间。不然,可能会出现因加热不均匀造成硬度不足的现象。但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5.
调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。通过高温回火,得到以均匀回火索氏体为主的显微组织。小型工厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查。
工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实施工艺提些看法。
因为45钢淬透性低,故应采用冷却速度大的10%盐水溶液。工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。
45号钢调质硬度范围

45号钢调质硬度范围1. 引言45号钢是一种常见的碳素结构钢,具有良好的机械性能和加工性能。
调质是一种热处理工艺,通过控制加热和冷却过程来改变材料的硬度和强度。
本文将探讨45号钢在调质过程中的硬度范围。
2. 调质工艺调质是通过加热材料到适当的温度,然后迅速冷却以获得所需的硬度和强度。
对于45号钢,常用的调质工艺包括正火、淬火和回火。
•正火:将材料加热到800-900摄氏度,保持一段时间后冷却。
这种工艺可以提高材料的硬度和强度。
•淬火:将材料加热到850-950摄氏度,并迅速冷却至室温。
淬火可以使材料达到最高的硬度和强度。
•回火:在淬火后,将材料重新加热到150-300摄氏度,并保持一段时间后冷却。
回火可以降低材料的脆性,提高韧性和塑性。
3. 硬度测试方法硬度是材料抵抗外力压入的能力,是衡量材料硬度和强度的重要指标。
常用的硬度测试方法包括布氏硬度、洛氏硬度和维氏硬度。
•布氏硬度(HB):使用钢球或钻石锥头在材料表面施加一定压力,测量压入深度来计算硬度值。
布氏硬度常用于较软的金属材料。
•洛氏硬度(HRC):使用钢球或钻石锥头在材料表面施加一定压力,测量压入深度来计算硬度值。
洛氏硬度常用于较硬的金属材料。
•维氏硬度(HV):使用金刚石三棱锥在材料表面施加一定压力,测量压入深度来计算硬度值。
维氏硬度常用于超高强钢和陶瓷等材料。
4. 45号钢调质后的硬度范围根据45号钢的化学成分和调质工艺,其调质硬度范围通常在以下数值之间:•正火:HB 170-217、HRC 16-21、HV 179-235•淬火:HRC 47-55、HV 480-580•回火:HRC 26-40、HV 260-430需要注意的是,硬度值的具体范围可能会受到材料的具体组织结构、冷却速率和回火温度等因素的影响。
因此,在实际应用中,需要根据具体要求进行调整和测试。
5. 应用领域45号钢调质后的硬度范围使其在许多领域得到广泛应用。
由于正火后的45号钢具有适中的硬度和强度,同时保持一定的韧性和塑性,因此常用于制造机械零件、工具和模具等。
45#钢调质处理后的性能

45号钢热处理温度对应硬度级别及抗疲劳级别
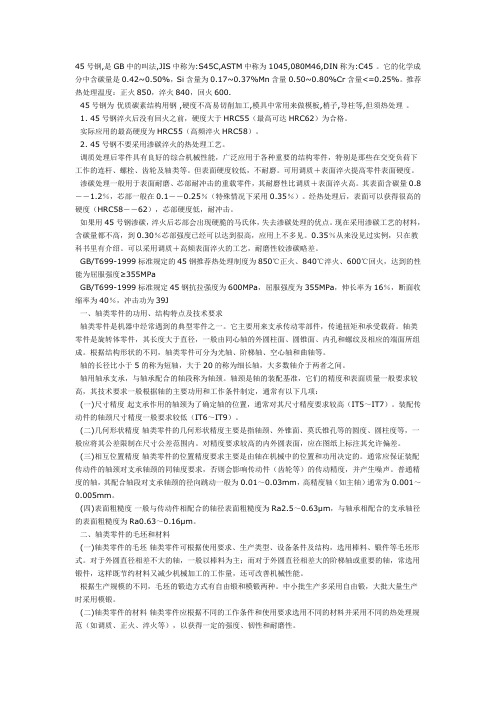
45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45 。
它的化学成分中含碳量是0.42~0.50%,Si含量为0.17~0.37%Mn含量0.50~0.80%Cr含量<=0.25%。
推荐热处理温度:正火850,淬火840,回火600.45号钢为优质碳素结构用钢 ,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
1. 45号钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2. 45号钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。
经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45号钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。
现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。
0.35%从来没见过实例,只在教科书里有介绍。
可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J一、轴类零件的功用、结构特点及技术要求轴类零件是机器中经常遇到的典型零件之一。
它主要用来支承传动零部件,传递扭矩和承受载荷。
45号钢热处理温度对应硬度级别及抗疲劳级别
45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45 。
它的化学成分中含碳量是0.42~0.50%,Si含量为0.17~0.37%Mn含量0.50~0.80%Cr含量<=0.25%。
推荐热处理温度:正火850,淬火840,回火600.45号钢为优质碳素结构用钢 ,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
1. 45号钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2. 45号钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。
经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45号钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。
现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。
0.35%从来没见过实例,只在教科书里有介绍。
可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J一、轴类零件的功用、结构特点及技术要求轴类零件是机器中经常遇到的典型零件之一。
它主要用来支承传动零部件,传递扭矩和承受载荷。
45#钢

强度GB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J 。
化学成分含碳(C)量是0.42~0.50%,Si含量为0.17~0.37%,Mn含量0.50~0.80%,Cr 含量<=0.25%,Ni含量<=0.30%。
处理方法热处理推荐热处理温度:正火850,淬火840,回火600.45号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
1. 45号钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2. 45号钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。
经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45号钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。
现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。
0.35%从来没见过实例,只在教科书里有介绍。
可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J用途轴类零件的功用、结构特点及技术要求轴类零件是机器中经常遇到的典型零件之一。
45号钢热处理
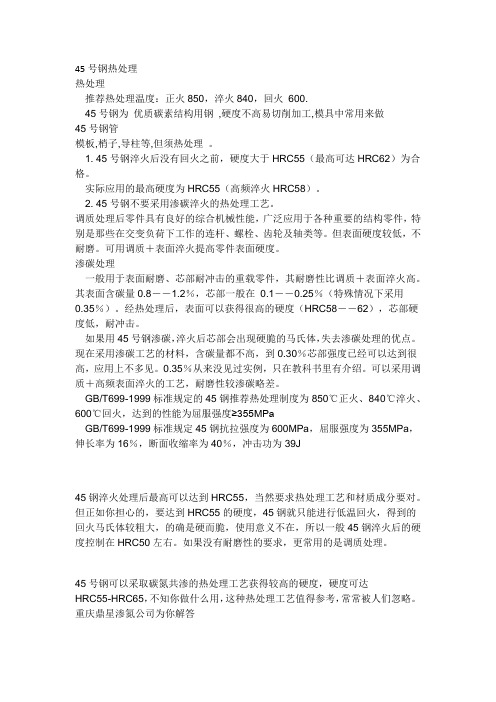
45号钢热处理热处理推荐热处理温度:正火850,淬火840,回火600.45号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做45号钢管模板,梢子,导柱等,但须热处理。
1. 45号钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2. 45号钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。
经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45号钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。
现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。
0.35%从来没见过实例,只在教科书里有介绍。
可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J45钢淬火处理后最高可以达到HRC55,当然要求热处理工艺和材质成分要对。
但正如你担心的,要达到HRC55的硬度,45钢就只能进行低温回火,得到的回火马氏体较粗大,的确是硬而脆,使用意义不在,所以一般45钢淬火后的硬度控制在HRC50左右。
如果没有耐磨性的要求,更常用的是调质处理。
45号钢可以采取碳氮共渗的热处理工艺获得较高的硬度,硬度可达HRC55-HRC65,不知你做什么用,这种热处理工艺值得参考,常常被人们忽略。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
45刚淬火和调质的温度是多少
45钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。
它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。
45号钢的淬火温度在820~840度左右,在实际操作中,一般是取上限的。
水温要在30°左右。
偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。
为使工件的奥氏体均匀化,就需要足够的保温时间。
如果实际装炉量大,就需适当延长保温时间。
不然,可能会出现因加热不均匀造成硬度不足的现象。
但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。
我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5。
因为45钢淬透性低,故应采用冷却速度大的10%盐水溶液。
工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。
因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。
由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。
另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。
静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂。
45钢调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。
45钢淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。
因为调质的目的是得到综合机械性能,所以硬度范围比较宽。
但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。
如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。
关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。