闭式静压导轨结构静动态性能分析
数控外圆磨床砂轮架闭式静压导轨的设计
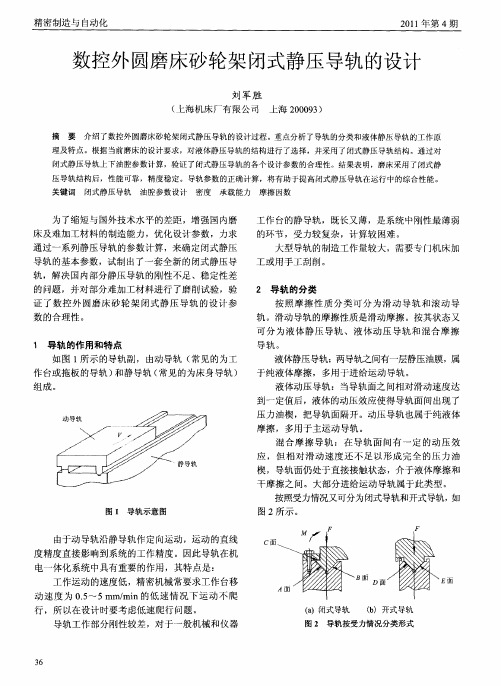
作 台或拖 板 的导轨 ) 静导 轨 ( 和 常见 的为床 身导 轨 )
组成 。
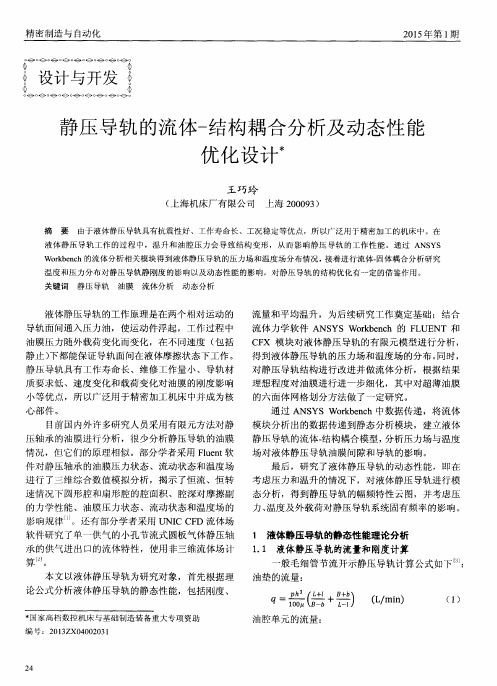
楔 ,导轨面 仍 处于直 接接触 状态 ,介 于液体 摩擦 和 干 摩擦之 间 。大部分 进给 运动 导轨 属于 此类型 。 按照受力情况又 可分为闭式导轨和开式导轨 , 如
导轨 。
1 导轨 的作 用和特 点
如 图 1 示 的导轨 副 ,由动导 轨 ( 见 的为工 所 常
液体静 压导轨 :两导轨之 间有一层静压油膜 ,属 于纯液 体摩 擦 ,多用 于进给 运动 导轨 。 液体动 压 导轨 :当导轨面 之 间相 对滑 动速 度达 到一 定值后 ,液体 的动压 效应 使得 导轨 面 问出现 了 压力 油楔 ,把导 轨面 隔开 。动压 导轨也 属于纯 液 体 摩擦 ,多用 于 主运动 导轨 。 混 合 摩 擦 导 轨 :在 导 轨 面 间 有 一 定 的 动 压 效
个独 立 的油 垫 ,由油腔 和 封油面 组 成 。来 自油泵
并经过 过 滤 的压力 为 的油 液 , 节流 器节 流 后压 经 力 降为 进 入 运动 部 件 导轨 油腔 ,当油 腔 内的 总 压 力 升 高 到足 以 把运 动 部件 导 轨浮 起 时 ,运 动 部 件 导 轨 和 床 身 导 轨 之 间 就 被 一 层 厚 度 为 h 油 的
液 体 静 压 导 轨 主 要 有 以下 优 点 :
() 为闭式导轨 。在外载荷和部件 自
重 作用 下 , 两 导轨在 全长 上 保 持 贴 合 的 叫 做 开式 使
导轨 。
( 会 产 生 摩 擦 损 伤 ,长 期 保 持 导 向精 度 , 2不
为 了缩 短 与 国外 技术 水平 的差 距 ,增 强 国内磨 床 及 难加 工材 料 的制 造 能力 ,优 化设 计参 数 ,力求 通 过 一系 列静 压导轨 的参 数计 算 ,来确 定 闭式静 压 导轨 的基本 参数 ,试 制 出 了一套全 新 的 闭式 静压 导 轨 ,解 决 国 内部 分静 压导 轨 的刚性不 足 、稳 定性 差 的 问题 ,并 对部 分难 加工材 料进 行 了磨 削试验 ,验 证 了 数控 外 圆磨 床 砂 轮 架 闭式 静 压 导 轨 的设 计 参
关于数控外圆磨床砂轮架闭式静压导轨的设计研究

2020/12车辆工程与技术丨Vehicle engineering and technology146车时代AUTO TIME 在数控外圆磨床中,砂轮架静压导轨为重要零部件,未能得到合理设计将造成磨床各轴运动过程中金属直接接触,产生较大磨损,导致机床精度受到影响。
在磨床加工精度要求不断提高的背景下,还应加强静压导轨设计研究,以便使磨床运动性能得到改善。
1数控外圆磨床砂轮架静压导轨设计要求在数控外圆磨床中,静压导轨为床身导轨。
在动导轨沿着静压导轨运动过程中,能否保持较高直线精度将对机床工作精度产生直接影响。
作为滑动导轨,静压导轨之间存在静压油膜,将产生液体摩擦。
为砂轮架提供支撑力的同时,导轨设计还应保证磨损较小,能够保持运动均匀,体现良好油膜刚性和运动精度。
在磨床加工精度达到10-3m 的情况下,工作台运动速度较低,将在0.5-5mm/min 低速下运动不爬行,还应使低速爬行问题得到解决。
2数控外圆磨床砂轮架闭式静压导轨设计方法2.1设计思路传统卸荷静压导轨结构简单,受油膜不均等因素影响,将出现波纹、振纹。
设计开时导轨,利用动导轨自重和外部载荷施加作用力,只能提供一个方向油垫支承,同样会出现油膜不均等问题。
设计闭式静压导轨,能够使油腔和封油面在各个方向保持均匀对称分布,能够使结构运行的稳定性得到保证。
在结构运行的过程中,运动部件上将承受颠覆力矩。
增加压板使辅助导轨面得以形成,能够使主导轨各面接触良好。
在实际设计过程中,可以按照300mm/min 最大移动速度进行设计,最小运行速度则要达到10mm/min。
磨床磨削精度需要达到0.001mm,能够使纵截面保持0.004mm 一致性,因此需要使设计出的静压导轨达到较高刚度和进给精度。
采用双矩形导轨,完成上下方向导向块、进给方向导向块和静压导轨块的对称布置,并完成砂轮架体壳和毛细管节流器的布置,能够获得具有较强承载刚性的主支撑面。
结构组织较为简单,面磨损较小,在出现间隙超差情况时只需要调节油压,并且可以利用三个方向油腔实现上下浮起量和导向控制。
立式车床液体静压导轨的性能分析与研究

立式车床液体静压导轨的性能分析与研究摘要:液体静压导轨是液体静压支承应用的重要方面。
由于具有工作寿命长、摩擦系数低、速度变化和载荷变化对油膜刚度影响小、工作稳定等诸多优点,液体静压导轨被广泛应用于精密加工机床、雷达天线等民用与军用设备中。
随着对数控机床的加工精度和效率要求的不断提高,为了提高工作台承载能力和性能,减少工作台和底座问磨损,延长工作台使用寿命,液体静压导轨在各种数控机床中(特别是重载高精度数控机床)也得到了广泛的应用。
关键词:立式车床;静压导轨;定量供油;薄膜反馈节流1.液体静压支承的原理及特点液体静压技术发展已经有很长的历史。
随着静压技术迅速发展,应用范围不断扩大,几乎遍及整个机械制造行业,包括仪器、冷轧机、雷达天线座等民用与军工的设备上。
静压导轨是静压技术在机床上的重要应用。
随着静压导轨技术的不断成熟,其在机床中的应用也越来越广泛,尤其在数控机床和超精密机床上应用更为广泛。
1.1液体静压支承的原理液体静压支承是借助于输入支承工作面间的液体静压力来支承载荷的滑动支承。
其工作条件为纯液体润滑。
液体静压支承按照供油方式的不同分为如下两种形式(1)定压供油式静压支承:仅由油腔、进油口及四周封闭的封油面即可组成最基本的单油腔静压支承。
由一油泵供油并且在通往油腔的油路上设置节流器。
节流器起到调压的作用,使油腔压力随载荷的变化而自动调节,从而保持油腔压力与载荷平衡。
定压供油式静压支承具有成本低,易于安装维护的优点,但由于设有溢流阀和节流器,所以功率损耗大,油箱容易发热。
通常应用于机床运转功率小的部分。
(2)定量供油式静压支承:供油系统以恒定的流量供给油腔,油腔压力取决于供给的流量和出油液阻。
通常采用定量油泵或定量节流阀来实现恒定流量供油。
定量供油式静压支承具有高可靠性,低功率损耗,低温的优点。
但是由于油路较长,润滑油的压缩性和惯性的影响就较大。
定量供油式静压支承在大型或重型机床的静压轴承和静压导轨上得到广泛的应用。
静压导轨的流体-结构耦合分析及动态性能优化设计
小 等优 点 ,所 以广 泛用 于精 密加 工机 床 中并成 为核
心部 件 。
目前 国 内外许 多研 究人 员采 用有 限元 方法 对静
压轴 承 的油膜 进行 分析 ,很 少 分析静 压 导轨 的油膜 情 况 ,但 它们 的原 理相似 。部分学 者采 用 F l u e n t 软 件对 静压 轴承 的油膜压 力状 态 、流动 状态 和温 度场
家 高 档 数 控 机 床 与 基 础 制 造 装 备 重 大 专 项 资 助
编 号 :2 0 1 3 Z X0 4 0 0 2 0 31
油垫 的流 量 :
q = ( + 百 B + b ) ( L / m i n )
油腔 单元 的流量 :
( 1 ) 2 4 Fra bibliotek考虑 压力 和温 升 的情况 下 ,对 液 体静压 导轨 进行 模 态分 析 ,得 到静压 导轨 的 幅频特 性 云 图,并考 虑压 力、 温 度及 外载 荷对 静压 导轨 系统 固有 频率 的影 响 。
速情 况下 圆形 腔和 扇 形腔 的腔 面积 、腔深 对摩 擦 副
的 力学性 能 、油膜 压力 状态 、流动状 态和 温度 场 的 影 响规律 …。还有 部分 学者 采用 U NI C C F D流 体场
软件研 究 了单 一供 气 的小孔 节 流式 圆板气 体静 压轴
1 液 体 静压导 轨 的静 态性 能理 论分 析
承 的供气 进 出 口的流 体特性 ,使用 非三 维流体 场 计
算 。
1 . 1 液体静压导轨的流量和刚度计算
一
般毛细管节流开示静压导轨计算公式如下b :
本文 以液 体静 压 导轨 为研 究对象 ,首先根 据理 论公 式分 析液 体静 压 导轨 的静态 性 能 ,包 括刚 度 、
大型数控龙门铣床工作台静压蜗杆副改造
大型数控龙门铣床工作台静压蜗杆副改造摘要:cfz-35数控龙门铣床工作台床身导轨为闭式静压导轨,工作台进给采用静压蜗杆副传动。
针对工作台进给速度不稳定、颤动的现象进行检测汾析,对静压蜗杆副进行改造,获得良好效果。
关键词:龙门铣床静压蜗杆副故障分析改造中图分类号:s756.1 文献标识码: a 文章编号:概述随着科学技术的高速发展,大型工业产品加工的需求,重载、大型、高速、精密、自动化、多功能的加工机床在企业中拥有量越来越大。
这类机床具有尺寸大、质量重、精度要求高等特点,其对结构、环境、操控等都提出了更高的要求。
采用静压技术是这类机床普遍采用的先进技术之一,其优点是摩擦阻力小、传动效率高、抗振性能好、使用寿命长,并具有平均误差的作用。
但静压技术的应用效果与结构设计、零件的制造工艺和精度、装配精度、环境温度等等密切相关。
1996年我原来所在企业从德国sc hie6s公司引进了cfz-35数控龙门铣设备,该机床床身长20m,工作台宽3.5m、长l om,工作台床身采用闭式静压导轨,工作台进给采用静压蜗杆副传动。
自引进安装使用以来,使用情况基本良好。
2001年夏季,工作台移动时在局部位置抖动厉害,数控报警,无法正常生产。
经检查发现主要是蜗母条表面skc-3涂层多处脱落所致。
安排了专项修理,由德国schiess公司拆下全部蜗母条处理后重新浇灌skc-3涂层,并重新安装调整后恢复正常生产。
停机近三个月,耗资近70万余元。
2002年夏季又出现同样故障,蜗母条表面涂层又有多处脱落,由于生产繁忙,自行采取用skc-3涂料进行局部修补,勉强恢复生产。
停机1个半月,耗资近3万元。
2003年上半年,机床工作台又出现抖动现象,蜗母条表面涂层大量脱落,机床面临停止使用的状况。
如何解决这个难题,已迫在眉睫。
二、诊断与分析通过对机床所处环境温度、工作油温及床身水平、工作对象、传动结构、控制系统等的检测和诊断分析,判定工作台抖动及蜗母条涂层碎裂脱落现象主要是由下列原因引起的。
空气静压导轨静态性能的解析计算及分析
" % + ( & !% ’ !% !" !$ ,) $ ’ ( %) * ( 由-+.、 式可求两平行平板之间的气体流量和压力分布。 ,)
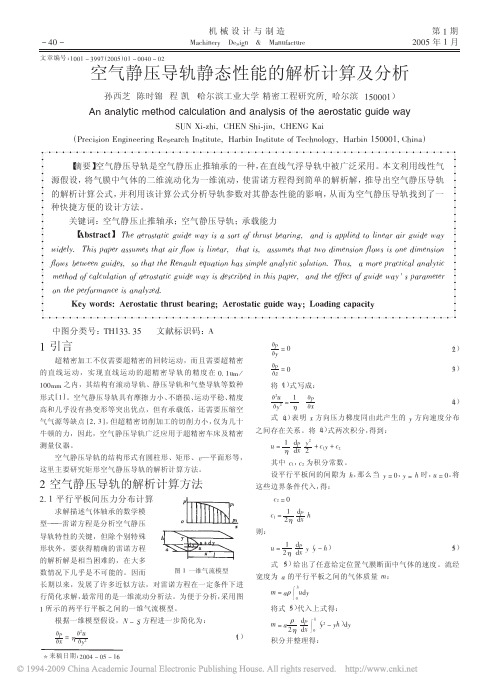
%/ % 空气静压导轨静态性能计算
根据图 % , 将 !, & !$ ,! $ & !% ,$ " - - # $ . .% ,* " / 0 % 代入 ( 式, 得到流经导轨的气体流量为: +) %) ( - ’ $) .%%&( !,% ’ !$ #012 & $% !()/ 式中: !, 为小孔出口压力; ! $ 为大气压力; - 为节流孔数。 设空气导轨的气膜厚度在整个导轨面内处处相等,在供气 压力一定时, 各节流孔的出口压力均相等, 其值为 !, , 则由供气 孔流入导轨的总流量为: #3- & -4!$ #
!4 N $ !/ !4 N $ !; 将( 式写成: ") !L, A " !/L ! !4 !@
@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@A
" 引言
超精密加工不仅需要超精密的回转运动,而且需要超精密 的直 线 运动 , 实现 直 线 运动 的 超精 密 导 轨的 精 度 在 $G "@H I "$$HH 之内,其结构有滚动导轨、静压导轨和气垫导轨等数种 不磨损、 运动平稳、 精度 形式 J " K 。空气静压导轨具有摩擦力小、 高和几乎没有热变形等突出优点,但有承载低,还需要压缩空 气气源等缺点 J L! M K , 但超精密切削加工的切削力小, 仅为几十 牛顿的力,因此,空气静压导轨广泛应用于超精密车床及精密 测量仪器。 空气静压导轨的结构形式有圆柱形、矩形、 <—平面形等, 这里主要研究矩形空气静压导轨的解析计算方法。
精密数控机床闭式静压导轨结构设计及油腔流场研究_李松
· 86·
机床与液压
第 42 卷
为例,导轨及刀塔质量约 1. 5 t ,最大切削力为 F = 830 N。为实现导轨工作状态下的最大刚度,闭式导 轨采用非对称面积结构 。 闭式静压导轨由主油腔和辅油腔组成对置的闭式 静压支撑 。文中主要研究 X 轴导轨主油腔内流场分布
表1 变量 A1 ≈ 副油腔的 基本尺寸 A2 ≈ 计算公式 1 ( L1 + l 1 ) ( B1 + b 1 ) 4 1 ( L2 + l 2 ) ( B2 + b 2 ) 4 K A = A2 / A1 油腔压力 F0 pr = A1 - A2
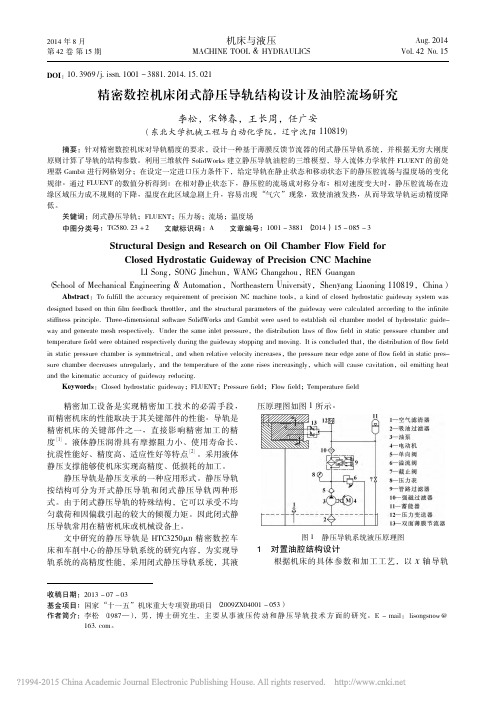
压原理图如图 1 所示 。
图1
静压导轨系统液压原理图
1
对置油腔结构设计
根据机床的具体参数和加工工艺,以 X 轴导 轨
收稿日期: 2013 - 07 - 03 基金项目: 国家 “十一五” 机床重大专项资助项目 ( 2009ZX04001 - 053 ) 作者简介: 李松 ( 1987 —) ,男,博 士 研 究 生,主 要 从 事 液 压 传 动 和 静 压 导 轨 技 术 方 面 的 研 究。 E - mail: lisongsnow @ 163. com。
规律 。参照已有导轨结构及结合现有床身尺寸,初步 确定对置静压腔中主静压腔其尺寸为: B1 = 63 mm, b1 = b2 = 33 mm; L1 = 120 mm,l1 = l2 = 90 mm; ,非对称 在导轨刚度满足无穷大刚度条件下 闭式液体静压导轨的结构参数设计计算如表 1 所示 。
参数解释 主油腔的有效承载面积 A1 副油腔的有效承载面积 A2 面积系数 K A = 0. 8 油腔压力 p r 每对油腔承受的负载 F0 = 1. 84 kN 每个油腔的流量 q 油膜厚度 h = 0. 04 mm 动力黏度 η t = 19. 7 ˑ 10
闭式静压导轨结构静动态性能分析
P e r f o r ma n c e An a l y s i s o n Cl o s e d Hy d r o s t a t i c Gu i d e wa y
L I S o n g , S ONG J i n — c h u n,RE N Gu a n g - a n ,C AI Ya n
1 引言
“ H T C 3 2 5 0  ̄ n精密数控车床和车削 中心” 是 国家“ 高档数控 机床与基 础制造装备 ” 科技重大专项课题之一 , 目标是设计制 造
生, 能有效满足机床 的使 用要求。 关键词 : 闭式静压导轨 ; Wo r k b e n c h : 静态分析 ; 模态分析
中 图分 类 号 : T Hl 6 文 献标 识 码 : A 文章编号 : 1 0 0 1 — 3 9 9 7 ( 2 0 1 3 ) 1 0 — 0 0 1 0 — 0 3
机 械 设 计 与 制 造
1 0
Ma c h i n e r y De s i g n
&
Ma n u f a c t u r e
第1 O期 2 0 1 3年 l 0月
闭式静压 导轨 结构静动 态性 能分析
李 松, 宋锦春 , 任广安 , 蔡 衍
1 1 0 8 1 9 ) ( 东北大学 机械工程与 自动化学院 , 辽宁 沈阳
( S c h o d o f M e c h a n i c a l E n g i n e e r i n g&A u t o m a t i o n , N o r t h e a s t e r n U n i v e r s i t y , L i a o n i n g S h e n y a n g 1 1 0 8 1 9 , C h i n a )
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Y X Z
图 7 滑板的中间位置静态受力总变形图 Fig.7 The Static Deformation Map in the Middle
3 模态分析
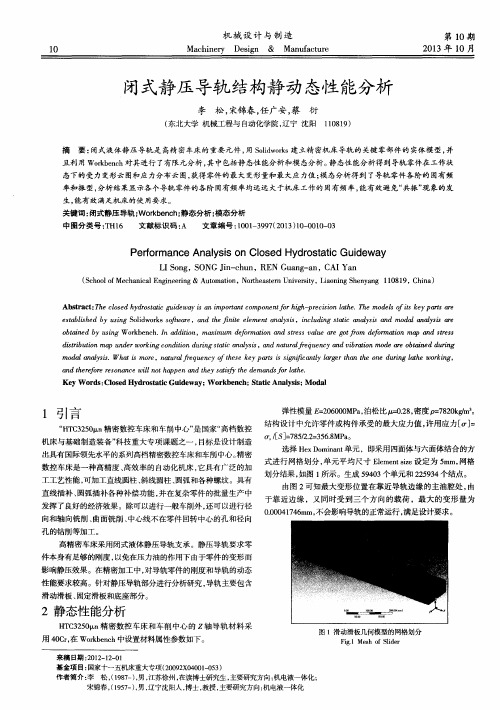
滑动滑板的 4 阶固有频率及相应的振型分析,如表 1 所示。
导轨的各阶模态振型,如图 8 所示(省略 3 阶和 4 阶模态振型)。
机床加工最大转速 8000r/min。滑动滑板的一阶、二阶固有频率都
2.1736e-005 Max Z
Y X
图 3 滑动滑板静态受力应力分布云图 Fig.3 Stress Distribution Map of Slider
Fixed Support Remote Force:8820.N Remote Force 2:8820.N Remote Force 3:8820.N Remote Force 4:8820.N Remote Force 5:8820.N Remote Force 6:8820.N Remote Force 7:8820.N Remote Force 8:8820.N Remote Force 9:75338.N
李 松等:闭式静压导轨结构静动态性能分析
11
如图 6、图 7 所示,导轨处于滑板的外边缘位置和中间位置 时,最大变形均发生在滑板的上边缘处。而对导轨精度影响比较 大的是与油膜接触的受力面上的变形,从图中可以看出运行过程 中受力面上的最大变形为 0.0064839mm,能够满足设计要求。
0.00
100.00
由图 2 可知最大变形位置在靠近导轨边缘的主油腔处,由 于靠近边缘,又同时受到三个方向的载荷,最大的变形量为 0.00041746mm,不会影响导轨的正常运行,满足设计要求。
0.00
100.00
200.00(mm)
50.00
150.00
X
Y
Z
图 1 滑动滑板几何模型的网格划分 Fig.1 Mesh of Slider
高精密车床采用闭式液体静压导轨支承。静压导轨要求零 件本身有足够的刚度,以免在压力油的作用下由于零件的变形而 影响静压效果。在精密加工中,对导轨零件的刚度和导轨的动态 性能要求较高。针对静压导轨部分进行分析研究,导轨主要包含 滑动滑板、固定滑板和底座部分。
2 静态性能分析
HTC3250μn 精密数控车床和车削中心的 Z 轴导轨材料采 用 40Cr,在 Workbench 中设置材料属性参数如下。
机械设计与制造
第 10 期
10
Machinery Design & Manufacture
2013 年 10 月
闭式静压导轨结构静动态性能分析
李 松,宋锦春,任广安,蔡 衍
(东北大学 机械工程与自动化学院,辽宁 沈阳 110819)
摘 要:闭式液体静压导轨是高精密车床的重要元件,用 Solidworks 建立精密机床导轨的关键零部件的实体模型,并 且利用 Workbench 对其进行了有限元分析,其中包括静态性能分析和模态分析。静态性能分析得到导轨零件在工作状 态下的受力变形云图和应力分布云图,获得零件的最大变形量和最大应力值;模态分析得到了导轨零件各阶的固有频 率和振型,分析结果显示各个导轨零件的各阶固有频率均远远大于机床工作的固有频率,能有效避免“共振”现象的发 生,能有效满足机床的使用要求。 关键词:闭式静压导轨;Workbench;静态分析;模态分析 中图分类号:TH16 文献标识码:A 文章编号:1001-3997(2013)10-0010-03
阶次 固有频率[Hz]
振型描述
1
4911.3
导轨上有油腔的工作部分绕着 Z 轴摆动
2
5046.8 以导轨中间位置为中心,导轨两侧绕 Z 轴逆向扭摆
3
5397.0
导轨中间位置相对于两侧同时绕 Z 轴扭摆
4
6125.0
整个导轨工作部分绕 Z 轴大幅度扭摆
17.605 Max 15.649 13.693 11.737 9.7805 7.8244 5.8683 3.9122 1.9561 0 Min
Abstract:The closed hydrostatic guideway is an important component for high-precision lathe. The models of its key parts are established by using Solidworks software,and the finite element analysis,including static analysis and modal analysis are obtained by using Workbench. In addition,maximum deformation and stress value are got from deformation map and stress distribution map under working condition during static analysis,and natural frequency and vibration mode are obtained during modal analysis. What is more,natural frequency of these key parts is significantly larger than the one during lathe working, and therefore resonance will not happen and they satisfy the demands for lathe. Key Words:Closed Hydrostatic Guideway;Workbench;Static Analysis;Modal
远远大于机床工作频率 133Hz,所以能满足机床工作需要。固定
滑板和底座部件的六阶固有频率及相应的振型分析,如表 2 所示。
各阶模态振型,如图 9 所示(省略 5 阶和 6 阶模态振型)。固定滑
板和底座部件的前两阶固有频率都远远大于机床工作频率,能有
效避开共振点,能满足机床工作需要。
表 1 滑动滑板的模态分析结果 Tab.1 Analysis Results on Slider
条件和载荷,如图 4、图5 所示。
0.018121 Max 0.013107 0.014004 0.012081 0.010067 0.0080537 0.0060403 0.0040259 0.0020134 0 Min
Max
Y X
0.00
200.00
400.00(mm)
Z
100.00
300.00
Performance Analysis on Closed Hydrostatic Guideway
LI Song,SONG Jin-chun,REN Guang-an,CAI Yan
(School of Mechanical Engineering & Automation,Northeastern University,Liaoning Shenyang 110819,China)
1 引言
“HTC3250μn 精密数控车床和车削中心”是国家“高档数控 机床与基础制造装备”科技重大专项课题之一,目标是设计制造 出具有国际领先水平的系列高档精密数控车床和车削中心。精密 数控车床是一种高精度、高效率的自动化机床,它具有广泛的加 工工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹。具有 直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中 发挥了良好的经济效果。除可以进行一般车削外,还可以进行径 向和轴向铣削、曲面铣削、中心线不在零件回转中心的孔和径向 孔的钻削等加工。
M
T
E
L
D
S
K
R
C
A
B
O
I
C
H
O
G
X
F
A
Y X
0.00
200.00
400.00(mm)
Z
100.00
300.00
图 5 中间位置约束条件和载荷 Fig.5 Constraint Conditions and Loads in the Middle
0.00
200.00
400.00(mm)
100.00
300.00
图 6 滑板外边缘位置静态受力总变形图 Fig.6 The Static Deformation Map on External Rim
Max
0.011204 Max 0.0099588 0.0087139 0.0074691 0.0062242 0.0049794 0.0037345 0.0024897 0.0012448 0 Min
来稿日期:2012-12-01 基金项目:国家十一五机床重大专项(20092X04001-053) 作者简介:李 松,(1987-),男,江苏徐州,在读博士研究生,主要研究方向:机电液一体化;
宋锦春,(1957-),男,辽宁沈阳人,博士,教授,主要研究方向:机电液一体化
第 10 期
0.00041746 Max 0.00037108 0.00032469 0.00027831Max 0.00028192 0.00018554 0.00018915 9.2769e-5 4.6384e-5 0Min
No.10 Oct.2013
0.00
50.00
100.00(mm)
25.00
75.00
(b)第二阶模态振型
图 8 导轨的各阶模态振型 Fig.8 Modal Shape of Guideway
0.00
50.00
100.00(mm)
25.00
75.00
(a)第一阶模态振型