换向火花产生的原因
直流电机换向火花的检测与调整
Ke y w o r d s : D . C .Mo t o r ; c o m m u t a t i o n s p rk a ;d e t e c t i o n ; a d j u s t m e n t
换 向火 花是 电机运行时 , 电刷与换 向器之 间的电弧放 电
于 电刷 的前 、 后边 电流密 度分 布不 均匀 , 或 电刷与 换 向片分 离时, 元件 内短路 电流并 不为 零 , 元件 内 的电磁能 将 以火 花 形式释放 , 于是后 刷边 产生 火花 。再 之 , 在换 向元 件 中不 可 避免地产生 电抗 电势 e , ; 另外 当换 向元件切 割交轴 电枢反应 磁通 时, 还会产生 旋转 电势 e 。 。e 和 e 。 都 是 阻止 电流变 化
B a s i c S t u d i e s f o r t h e De t e c t i o n a n d Ad j u s t me n t o f
D. C.M o t o r Co m mu t a t i o n S p a r k
GAO Ha i — b o ,C HE NG T a o ,Z HOU C h a n g — z h e n g ,
( 1 . 重庆地 区军代 室 , 重庆 4 0 0 0 5 0 ; 2 .4 9 7厂军代室 , 重庆 3 2 1 0 1 7 ) 4 0 0 0 7 1 ; 3 . 虎溪 电机 厂 , 重庆
摘要 : 分析 了直流电机换 向火花产生 的主要原 因 , 提 出 了如 何对 电磁部 分和机 械部分 引起 的火花进 行检测 , 通 过检 测得到正确判 断 , 进行恰 当地调 整 , 使 电机运行 状况得到改善 。 关键词 : 直流电机 ; 换 向火花 ; 检测 ; 调整 中图分类号 : T M 3 0 7 文献标识码 : A 文章编号 : 1 0 0 6一 o 7 0 7 【 2 0 1 3 ) 0 9— 0 1 0 9— 0 3
串励电机火花产生原因及改善的方法
串励电机火花产生原因及改善的方法电动工其2006(1)串励电机火花产生原因及改善的方法华兆坤1火花产生的原因产生火花的原因很多,如电磁因素、电位因素、机械因素和化学因素等。
我们的着重点是电磁因素,主要有电抗电势、电枢反应电势和变压器电势。
1.1电抗电势e,在换向过程中,换向元件电流从+f。
变到一f。
时,电流变化,引起漏磁通变化。
漏磁通包括:槽漏磁、齿部漏磁和绕组端部漏磁,这三部分漏磁在换向元件中产生电抗电势。
电抗电势的特性:,1)电抗电势相位滞后电流相位9lJ。
,但因为换向时间极短在l/loOOOs以下,所以把电抗电势看成与电流同相位,故电抗电势Pr白勺大小与电流成正比,电枢电流越大电抗电势也越大。
2)电抗电势e与电机转速成正比,电机转速高电抗电势就大。
3)电抗电势P与电枢元件匝数平方成正比,匝数越多Pr越大。
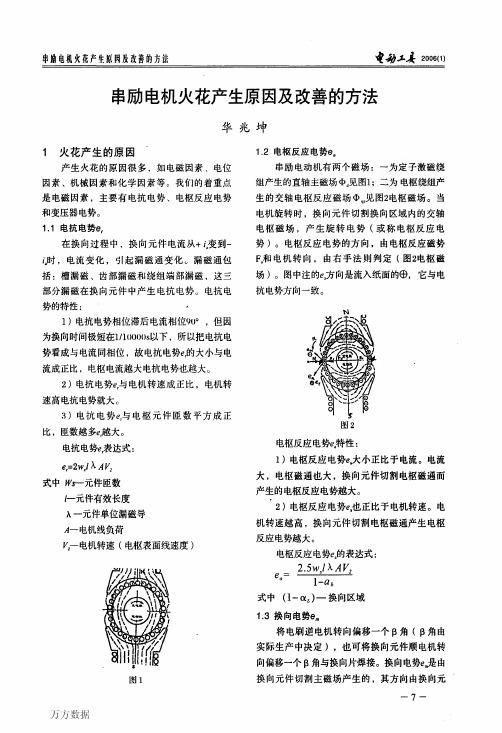
电抗电势P表达式:e,=2w,,入彳%式中肌一元件匝数卜元件有效长度入一元件单位漏磁导彳一电机线负荷吁一电机转速(电枢表面线速度)1.2电枢反应电势e。
串励电动机有两个磁场:一为定子激磁绕组产生的直轴主磁场西。
.见图1;二为电枢绕组产生的交轴电枢反应磁场中。
见图2电枢磁场。
当电机旋转时,换向元件切割换向区域内的交轴电枢磁场,产生旋转电势(或称电枢反应电势)。
电枢反应电势的方向,由电枢反应磁势F。
和电机转向,由右手法则判定(图2电枢磁场)。
图中注的ea方向是流入纸面的o,它与电抗电势方向一致。
图2电枢反应电势P特性:1)电枢反应电势P。
大小正比于电流。
电流大,电枢磁通也大,换向元件切割电枢磁通而产生的电枢反应电势越大。
2)电枢反应电势P。
也正比于电机转速。
电机转速越高,换向元件切割电枢磁通产生电枢反应电势越大。
电枢反应电势P。
的表达式:2.5w。
,入彳y,、。
1一口6式中(1一OL。
)一换向区域1.3换向电势e。
将电刷逆电机转向偏移一个B角(B角由实际生产中决定),也可将换向元件顺电机转向偏移一个B角与换向片焊接。
电刷冒火花的产生原因有哪些如何处理
电刷冒火花的产生原因有哪些?如何处理?
(1)原因:电刷与换向器接触不良。
处理:将换向器磨光、平整,用干净布蘸少量汽油洗去污(2)原因:电刷接触面太小,压力低,接触不良。
处理:处理电刷接触面,调整弹簧压力。
(3)原因:电压位置不正确。
处理:用感应法调整电刷位置。
(4)原因:电刷牌号不符或尺寸不合适。
处理:更换合适的电刷。
(5)原因:换向器后面的连接线有短路或者断线。
处理:查出故障点重焊。
(6)原因:换向器铜片间有金属末,毛刷或石墨粉等导电粉末或云母片损坏短路。
处理:清除杂物、修理换向器。
(7)原因:转子励磁绕组有短路。
处理:查明短路点,加以修复。
(8)原因:换向器磨损。
处理:更换新的换向器。
(9)原因:发电机振动过大。
处理:查明振动过大原因,加以处理。
(10)原因:励磁机电枢不平衡度超过规定值处理:将电枢作平衡
校正。
(11)原因:电枢与主磁极间隙不均匀。
处理:检查各间隙,并进行适当调整。
励磁机换向器碳刷冒火花的原因及预防措施
种类 型的励 磁 机 技 术 成 熟 , 有 电路 结 构 简 单 、 耗 具 消
低、 维护 容易 的优点 。但是 , 因换 向不 良在 电刷 与换 常 向器 之 问产 生 有 害 的 火 花 , 响 励 磁 机 正 常运 行 。 I 影
号、 3号发 电机运 行 中 , 励 磁 机碳 刷 与 换 向器 之 间经 在
因此 , 对换 向器 进行 定期 维护 , 要 至少 每季度 要 用 压缩 空气 吹扫励磁 机 一次 , 尤其 要注 意吹 扫 电枢 绕 组 , 除 消
火 效果很 好 。
O பைடு நூலகம்
2
O
槽 中的炭粉 。在 停 机 时修 刮 换 向器 片 间 的 云母 绝 缘 ,
使 片 间 云 母 露 出新 痕 , 持 槽 深 在 ( ~ 1 5 保 1 . )mm 之 间, 同时在 每片 换 向 片两 侧 刮 出 0 5 mm 宽 、 5 的 倒 . 4。 角, 这样 既可减 少 碳 刷 的磨 损 又 可 防 止 炭 粉 积 聚 。换
向 电流
为 了抵 消 电抗 电势 的影 响 , 可在 主磁 极 间 的 中 心 线 上装 设换 向极 ( 图 I , 的作 用 是 产 生 一个 换 向 见 )它
极磁 势 , 除抵 消 横轴 电枢 磁 势外 , 还在 换 向区域 建 立 一
l 换 向 器产 生 火 花 的 原 因 分 析
换 向器表 面 。这 样 , 因碳 刷 与 换 向器 接 触不 好 而 产 生 连 续火 花 , 并且 高 出 的云母 加 快 了碳 刷 的 磨 损 而 产生 大量 的炭粉 , 炭粉 沉积 在换 向片 的并 头套 中间 , 降低 了 励 磁机 的绝 缘 , 可 能 引起 线 圈 短 路 而 烧 毁 励 磁 机 。 有
直流电机换向器火花产生原因与换向极绕组极性测定
从 前 面 的分 析 可知 , 附加 电流 是 造成 换 向不 良 、 生 火 花 的 电磁 原 因 。要 尽 量 减 产 少 火花 , 必 须 对 附加 电 流 加 以 限制 。 其 就 中最 有 效 的 方 法 是 装 设 换 向磁 极 来 改 善 换
文分析 了因 电磁 方 面原 因 而产 生 火花 的具 体
方法。
关 键 词 直 流 电 机
火 花 电 磁 原 因
换 向极 绕 组
极 性 测 定
l 前 言
回路 断 开 , 向元 件 中储 存 的 磁 场 能 量 就 以 换
电火花 的形 式 在 电 刷后 端 释放 出来 。
直 流 电机 在 运 行 中 , 起 电刷 下 产 生 火 引 花 的原 因有 电 磁 方 面 的 、 械 方 面 的 和 化 学 机 方 面 的 , 中 电磁 方 面 的原 因 是 主要 的 。本 其
情况 , 并介 绍 了两 种 测 定 换 向极 绕 组 极 性 的
实 用 方法 。
向 。换 向磁极 装 设 在 相邻 主 磁极 几何 中性线 上 。应 设 法使 换 向极 产生 的磁场 在换 向元 件
中产生 感 应 电势 以抵 消 e. K的 作 用 , 而 £ +e 从
2 产 生火 花 的 电磁 原 因
ቤተ መጻሕፍቲ ባይዱ
一 。的变化 非 常迅 速 , 绕组 元 件 又 是
个 具有 铁 芯 的线 圈 , 换 向过 程 中必 然 要 在
产生 感 应 电势 e 。由楞 次 定 律可 知 ,£要 阻 £ . e
止 电流变 化 , 要 与 绕 组 元 件 换 向前 的 电 流 就
方 向相 同。
绕 组 串联 时 必 须 注 意 极 性 。 如 果 极 性 接 反 ,
直流电机碳刷打火原因

1、从直流电机换向的经典换向理论来说,电刷后边缘火花是电机延迟换向引起,电刷前边缘火花是电刷提前换向造成,这是从电气火花的角度说的,另外有可能是机械原因引起的火花,你所说的转速越高火花越大也有可能是电机在高速下电刷跳动引起的2、换向器表面同心度和光洁度一定要高,调节刷架的中心点,使其空载电流最小,或者是正反转速偏差最小,然后再固定刷架或后端盖,同意楼上的意见,换向器表面或者是安装的问题居多,此外看下电刷电密,别弄得太高!电压提高,片间电压也提高,片间电压最好不要超过27V3、当电磁能量足够大时,在电刷后边将产生明显的火花. ————————————————这就对了!但书本上对此的解释说法我想可能太模糊或牵强。
我的解释是:碳刷短路与某绕组两端相连的两个换向元件时,绕组内的电流应该等于零,但绕组内蓄积的电磁能量必定要卸除,因此只能通过与该绕组头尾相连的碳刷上构成能量泄放回路。
由于绕组头尾换向元件以及碳刷所构成的泄放回路电阻决定了最大泄放电流的大小,因此如果电机转速太高,碳刷所构成的回路将不能彻底泄放完绕组中的电磁能量。
因此当碳刷将换向元件断开时,剩余的绕组电磁能量将在碳刷的后缘与被断开的换向元件发生击穿空气的放电,以这种形式将能量迅速彻底地泄放完。
所以,如果是低转速,换向器的碳刷后缘可以没有火花,那是因为在断开之前能量已经泄放完了。
但如果是高转速,则速度超过某一特定转速,碳刷后缘必定会出现电火花。
这也就告诉我们的电机设计人员,你所设计的电机额定转速不能高于由泄放回路电阻所决定的电机特征转速,否则电机碳刷后缘将会打火花。
12楼的[赵云01]网友所说的片间电压太高,是我们在电机设计时普遍要注意避免的现象,但实际上,片间电压太高,是指绕组通电时蓄积的电磁能量会太高,这将导致碳刷在完成对换向元件的短路前,仍然有电磁能量来不及彻底泄放。
一般片间电压都是按照经验数据设定的,但这个数据的取值道理似乎所有书中都没有提到。
直流有刷电机电火花大原因

直流电机火花很大的主要原因直流电机火花很大的主要原因是:有换向火花产生的原因是多种多样的,必须在众多的因素中,找到主要原因,方能排除故障,改善换向。
检查换向恶化原因的方法,通常称换向条件正常化检查和调整,是直流电机换向事故处理中最常用方法,其原理如下。
一台直流电机在刚投入运行或过去运行中,换向一直是正常的,而在以后的运行过程中,逐渐变坏或突然恶化,说明电机在换向恶化前,其滑动接触、电机结构和电机各部件工作情况是正常的。
在电机运行过程中,某些部件的工作状态发生了改变,或周围环境发生变化,从而破坏了滑动接触,改变了正常的换向状态,而导致换向的恶化。
如果对这些影响电机换向的因素进行全面检查和调整,使其能恢复原来的正常状态,则换向即能恢复正常。
换向正常化检查是直流电机寻找换向事故原因和排除故障的常用方法,它包括如下主要项目:a.换向器片间电阻测量。
测量换向器片间电阻,能发现电枢绕组是否断线、开焊和匝间短路,升高片是否断裂以及是否存在换向器片间短路。
片间电阻检查通常采用压降法,也可采用专用片间电阻测量仪。
b.换向器摆度测量。
当换向器变形或偏心时,在运行时将会使电刷跳动,滑动接触就不理想,超过一定数值后,将导致换向恶化。
高速电机和多重路电枢绕组电机更为敏感。
c.电刷中性面的检查,直流电机电刷中性线位置,一般应严格在主磁极几何中心线上,对于大型电机,可逆运行电机和高速电机尤其如此。
因为当电刷偏离主机中性线时,换向将发生超前和延迟。
纵轴电枢反应使电机的外特性发生变化,对可逆转电动机来说,两个转向下转速不同而且外特性也不同,两个转向时换向强弱也不同。
在电刷偏离中性位置较大时,由于换向元件进入主极磁通区,电机将产生空载火花。
d.极距、刷距和气隙的检查与调整。
直流电机各排电刷之间的距离,主极之间和换向极之间距离应力求相等。
因为刷距和极距不等则会造成各排电刷下被短路元件在磁场中位置不一样,换向极磁场和换向元件电抗电势波形不重合,各个刷架下火花不等会使电机换向不正常。
换向器火花大的原因
换向器火花大的原因1. 电刷方面的问题。
电刷磨损过度呀,就像人穿破了鞋子一样,电刷如果磨损得太厉害,和换向器的接触就会不好。
这时候就容易产生火花啦。
就好比两个小伙伴牵手,如果一个小伙伴的手受伤了,牵手就不那么稳当了,电刷和换向器也是这个道理呢。
电刷的压力不合适。
如果压力太大,会让换向器磨损得快,而且还会产生很大的摩擦力,就像你用力过度去推一个东西,东西可能会坏掉,这里就容易产生火花;要是压力太小呢,电刷和换向器之间就会接触不良,就像轻轻搭着的手,很容易松开,这样也会有火花产生哦。
2. 换向器自身的问题。
换向器表面不平整。
可能是因为使用时间长了,被磨损得坑坑洼洼的,就像一条原本很平坦的路,被车轧出了很多小坑。
当电刷在这样不平整的换向器上滑动的时候,就会一跳一跳的,然后火花就冒出来啦。
换向器片间绝缘不良。
这就像房子的墙有了缝隙一样,电流可能会从这些不该走的地方走,从而产生火花呢。
3. 电机负载方面的问题。
负载过重的时候,电机需要更大的电流来带动,这时候就像一个人扛了很重的东西,走得很吃力。
电机的电流大了,就会让换向器和电刷之间的情况变得更复杂,容易产生火花。
就好像过重的负担让原本和谐的配合出现了问题。
电机负载突然变化。
就像你突然加速或者突然刹车一样,电机的负载突然改变,电流也会突然变化,这就会对换向器和电刷之间的关系产生冲击,火花就可能冒出来啦。
4. 电机的装配问题。
如果电机的电枢和磁极之间的气隙不均匀,就像两个人跳舞,距离一会儿近一会儿远,磁场就不均匀了。
这会影响到换向器和电刷之间的电磁关系,导致火花变大呢。
电机的轴弯曲了。
这就像一个人的脊梁弯了一样,整个电机的运转就不顺畅了。
电刷和换向器之间的相对位置就会受到影响,从而产生火花。
5. 电气方面的问题。
电枢绕组短路。
这就像电路里的管道堵塞了一样,电流就会乱走,在换向器这里就会表现为火花变大。
磁场不均匀。
磁场就像一个无形的手在指挥着电机的运转,如果这个手的力量不均匀,就会影响到换向器和电刷的正常工作,火花也就容易出现啦。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
换向火花产生的原因
换向火花产生的原因是多种多样的,必须在众多的因素中,找到主要原因,方能排除故障,改善换向。
检查换向恶化原因的方法,通常称换向条件正常化检查和调整,是直流电机换向事故处理中最常用方法,其原理如下。
一台直流电机在刚投入运行或过去运行中,换向一直是正常的,而在以后的运行过程中,逐渐变坏或突然恶化,说明电机在换向恶化前,其滑动接触、电机结构和电机各部件工作情况是正常的。
在电机运行过程中,某些部件的工作状态发生了改变,或周围环境发生变化,从而破坏了滑动接触,改变了正常的换向状态,而导致换向的恶化。
如果对这些影响电机换向的因素进行全面检查和调整,使其能恢复原来的正常状态,则换向即能恢复正常。
换向正常化检查是直流电机寻找换向事故原因和排除故障的常用方法,它包括如下主要项目:
a.换向器片间电阻测量。
测量换向器片间电阻,能发现电枢绕组是否断线、开焊和匝间短路,升高片是否断裂以及是否存在换向器片间短路。
片间电阻检查通常采用压降法,也可采用专用片间电阻测量仪。
b.换向器摆度测量。
当换向器变形或偏心时,在运行时将会使电刷跳动,滑动接触就不理想,超过一定数值后,将导致换向恶化。
高速电机和多重路电枢绕组电机更为敏感。
c.电刷中性面的检查,直流电机电刷中性线位置,一般应严格在主磁极几何中心线上,对于大型电机,可逆运行电机和高速电机尤其如此。
因为当电刷偏离主机中性线时,换向将发生超前和延迟。
纵轴电枢反应使电机的外特性发生变化,对可逆转电动机来说,两个转向下转速不同而且外特性也不同,两个转向时换向强弱也不同。
在电刷偏离中性位置较大时,由于换向元件进入主极磁通区,电机将产生空载火花。
d.极距、刷距和气隙的检查与调整。
直流电机各排电刷之间的距离,主极之间和换向极之间距离应力求相等。
因为刷距和极距不等则会造成各排电刷下被短路元件在磁场中位置不一样,换向极磁场和换向元件电抗电势波形不重合,各个刷架下火花不等会使电机换向不正常。
(1)刷距允许误差通常为±0.5mm,一般用铺纸等分法来检查和调整。
方法如下:首先将电机上一排刷架电刷位置调整好,使这排电刷边缘正好与一个换向片边缘重合,然后在换向器表面铺一张纸,在接缝处作好搭接标记后取下,将纸以极数进行等分;划好等分线后,再铺在换向器上,使调整好位置电刷的边缘正好压在一条等分线上,再将全部电刷落下,电刷边缘与等分线的距离就是刷距等分的误差,如将全部电刷按等分线调整,则可以纠正刷距误差。
(2)极距检查与调整。
极距允许误差为±0.75mm。
极距较准确的测量一般采用磁极靴上划中心线,再用游标卡尺和卡钳等进行测量,可以得到较精确的结果。
当电机装配完后,电枢不能抽出的情况下,可以用卡钳测量极靴边缘之间的距离,也可以检查极距等分误差。
(3)气隙检查与调整。
直流电机主极和换向极气隙必须均等,如气隙不均,则各极下磁阻不等,在相同励磁磁热下,磁流量不相等,在部分刷架下火花就会较大。
同时,由于主极下磁通量不等,还将出现电枢绕组内环流和单边磁拉力。
直流电动机主极和换向极的允许偏差均为±5%。
气隙检查通常用普通塞尺和专用固定斜度塞尺进行测量,当气隙超过规定公差时,可将主极或换向极固定螺钉松开,依*调节极顶磁性垫片来调整气隙,以符合规定公差。
e.电刷和刷握工作性能检查
(1)弹簧压力的调整。
直流电机电刷单位压力,一般规定在1.6~2.4N/cm2,并且要求全部电刷压力差不超过±10%。
电刷压力也是保证正常换向的重要条件。
电刷压力过小,会造成电刷跳动和接触压降不稳定;压力大,接触压降减小;但压力过大,则可能造成电刷机械磨损增加,换向器温升增高。
(2)刷握间隙检查。
电刷与刷握的间隙应符合一定公差,间隙过大,电刷在刷握内晃动,影响接触的稳定,有时还产生“啃边”现象;但间隙过小时,影响电刷在刷握内的自由滑动,甚至被“卡死”。
(3)刷握离换向器表面距离的检查。
刷握离换向器表面距离应保持在(2.5±0.5)mm范围内。
刷握离换向器表面距离与电刷保持稳定、防止电刷振动有很大关系。
双斜刷握与换向器表面的距离,还影响电刷宽度,当距离过大时,电刷还将产生“顶角”,影响工作。
刷握距离可用厚度为2mm和3mm的绝缘板条进行检查,当距离超过允许值时,可用2.5mm厚绝缘板垫在刷握下,作为调整基准进行调整。
(4)电刷材质和镜面检查。
电刷是构成滑动接触的主要部件,电刷材质和工作状态不正常,将影响滑动接触,或造成换向恶化。
一般说,不同型号的电刷,最好不要混用。
电刷镜面在换向正常时是平滑光亮的。
换向火花较大时,就会出现雾状和灼痕。
当电刷中含有碳化硅和金钢砂等杂质时,镜面
中就会出白色斑点或在旋转方向留下细沟。
(5)换向器表面工作状态的检查。
以保持良好滑动接触、减少电刷磨损和防止片间闪络可能性。
(6)主极、换向极绕组极性与匝间短路的检查。
直流电机定子绕组个别极性错误和匝间短路,都将影响换向。
尤其当换向极极性相反时,由于换向电势和电抗电势不能抵消,反而相加,因此即使在很小负载时也将出现严重火花。
极性检查可按图纸核对,也可用电阻磁针检查。
主极匝间短路通常用交流压降法检查。
补偿和换向极绕组匝间短路一般可用外观检查发现。
例如当端部连接线因变形相碰短路时,通过仔细观察都可以发现。
不易发现的短路故障,可在绕阻中通入适当电流,用直流压降法检查出来。