焊接符号-机械图十讲(第2版)
焊接符号大全
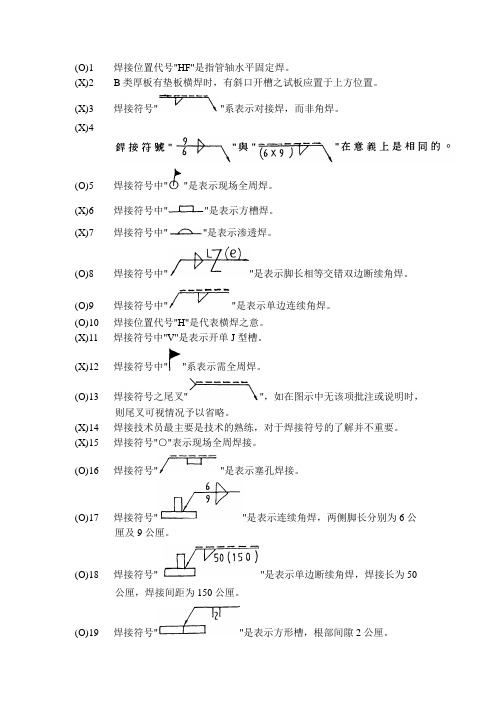
(O)1 焊接位置代号"HF"是指管轴水平固定焊。
(X)2 B类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。
(X)3 焊接符号""系表示对接焊,而非角焊。
(X)4(O)5 焊接符号中""是表示现场全周焊。
(X)6 焊接符号中""是表示方槽焊。
(X)7 焊接符号中""是表示渗透焊。
(O)8 焊接符号中""是表示脚长相等交错双边断续角焊。
(O)9 焊接符号中""是表示单边连续角焊。
(O)10 焊接位置代号"H"是代表横焊之意。
(X)11 焊接符号中"V"是表示开单J型槽。
(X)12 焊接符号中""系表示需全周焊。
(O)13 焊接符号之尾叉"",如在图示中无该项批注或说明时,则尾叉可视情况予以省略。
(X)14 焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。
(X)15 焊接符号"○"表示现场全周焊接。
(O)16 焊接符号""是表示塞孔焊接。
(O)17 焊接符号""是表示连续角焊,两侧脚长分别为6公厘及9公厘。
(O)18 焊接符号" "是表示单边断续角焊,焊接长为50公厘,焊接间距为150公厘。
(O)19 焊接符号""是表示方形槽,根部间隙2公厘。
(O)20 焊接符号""是表示V形槽焊接。
(X)21 焊接符号""是表示单侧断续角焊,脚长分别为6公厘及9公厘。
(X)22 焊接符号""是表示V形槽焊接。
(O)23 焊接符号""是表示全周焊接之意。
(X)24 ""属于搭接接头。
(X)25(O)26 焊接符号" "表示开60度之V形槽。
焊接符号及识图培训讲义
焊接符号及识图培训讲义一、焊接符号介绍1.1 焊接符号的作用焊接符号是用来表示焊接工艺和焊接要求的一种图形化标示方法。
通过焊接符号,可以清晰地表达焊缝的形式、尺寸、质量要求以及焊接工艺。
焊接符号广泛应用于工程制图、焊接工艺规程和产品标准中。
1.2 焊接符号的分类根据ASME标准,焊接符号分为两大类:一类是表示焊接缝的符号,另一类是表示焊接工艺的符号。
1.2.1 表示焊接缝的符号表示焊接缝的符号主要包括直线型焊接缝符号、间隔型焊接缝符号、角焊缝符号和T型焊缝符号等。
1.2.2 表示焊接工艺的符号表示焊接工艺的符号包括焊接方法、填充金属、气体保护和焊接位置等。
1.3 焊接符号的常用规范常用的焊接符号规范主要包括ASME、ISO、GB和AWS等。
在不同的国家和地区,可能会有所不同,需要根据具体情况选择相应的规范。
二、焊接符号的识图方法2.1 焊缝表示方法(1) 直线型焊接缝符号直线型焊接缝符号用于表示直线焊接缝,通常在连接的两侧画上一条横线,中间标注焊缝的尺寸和质量要求。
(2) 间隔型焊接缝符号间隔型焊接缝符号用于表示具有间隔的焊接缝,通常在两条平行的直线之间画上交替的短、长横线,中间标注焊缝的尺寸和质量要求。
(3) 角焊缝符号角焊缝符号用于表示角焊缝,通常在两条相交的直线的交点处画上一个小角标,中间标注焊缝的尺寸和质量要求。
(4) T型焊缝符号T型焊缝符号用于表示T型焊缝,通常在T型焊缝的两侧画上一条横线,中间标注焊缝的尺寸和质量要求。
2.2 焊接工艺表示方法(1) 焊接方法表示焊接方法的符号一般在连接的两侧画上相应的符号,如SMAW(手工电弧焊)、GTAW(氩弧焊)、GMAW(气体保护焊)、SAW(埋弧焊)等。
(2) 填充金属表示填充金属的符号一般在连接的两侧画上相应的符号,如E7018(焊条)、ER70S-6(焊丝)等。
(3) 气体保护表示气体保护的符号一般在连接的两侧画上有关的符号,如Ar(氩气)、CO2(二氧化碳)等。
焊接符号标注
1)箭头线
箭头线可由接头的焊缝侧引出,也可由接头的非焊
缝侧引出。
箭头线可由基准线的左端引出,也可由基准线的右
端引出。
当标注位置受到限制时,箭头线允许弯折一次。
箭头线相对焊缝坡口的位置一般是没有特殊要求的, 但对一侧接头是直坡口而另一侧接头是斜坡口的单 边焊缝,箭头线应指向带有坡口一侧的工件。
(3)剖视图、剖面图
• 金属熔焊区通常采用涂黑表示。 • 若需要画出坡口时,采用粗实线画 出焊缝轮廓,用细实线画出焊前坡 口形状。
(4)局部放大图
• 必要时可绘制焊缝的局部放大图并 标注有关尺寸。
(5)补充说明
• 当仅用图示法尚不能完全传递焊缝
参数时,必须辅以焊缝符号标注法,
补充注出图示法未能传递的信息。
各区标注内容
E区:标注补充符号中的三面焊缝符号。 F区:标注补充符号中的现场焊缝符号和周围焊缝符 号。 G区:标注补充符号中的尾部符号。在尾部符号后标 注相同焊缝条数N值,以及焊接方法代号、焊缝质量 和检测要求。
三、 几种标注说明
1、坡口尺寸
坡口尺寸定的是否合理,关系焊接工艺的 优劣,直接影响焊接工艺评定和焊接工艺试 验。一个固定的坡口尺寸相当于限定了一个 有限的焊接工艺。
1、坡口尺寸
设计人员对加工单位焊接工艺状态不甚清楚时,对一 般焊缝设计,在图样上只标注基本符号,不标注坡口 尺寸,坡口尺寸由工艺决定,给予工艺自由度,以提 高工艺性,降低加工成本。 遇到某些特殊焊缝,如有强度要求、气密性要求的焊 缝或受结构限定的特殊坡口,设计方提出强度要求、 检验要求、结构要求与工艺方共同商定坡口尺寸(也 可包括坡口形状)后,在图样上除用标注法标注焊缝 符号外,再用图示法绘制坡口结构图及标注坡口尺寸。
焊接符号标注及详细表示方法
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载焊接符号标注及详细表示方法地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容焊接符号标注及表示方法—详版什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载 HYPERLINK "/zt-hanjiefuhao/%E7%84%8A%E6%8E%A5%E7%AC%A6%E5%8F%B7%E8%AF%B4%E6%98%8E%E5 %A4%A7%E5%85%A8.xls" 焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) HYPERLINK"/biaozhun/showbz_915.html" \t "_blank" GB324一2008《焊缝代号》。
焊接符号及识图讲义课件
焊接符号的标准化是实现焊接 工艺规范化和保证焊接质量的 重要基础。
焊接符号的种类
01
02
03
基础符号
表示焊接方法、焊接位置 和焊接接头形式等基本要 求的符号。
辅助符号
表示焊缝表面质量要求、 焊缝尺寸标注等辅助信息 的符号。
补充符号
表示焊缝补充信息,如焊 缝表面加工符号、焊缝质 量检验标记等。
焊接符号的应用
THANKS
在工程图纸和焊接工艺文件中, 使用焊接符号来描述焊接要求。
焊接符号的正确使用是保证焊接 质量、提高施工效率的重要前提
。
焊接符号的应用需遵循相关标准 和规范,以确保图纸和工艺文件
的准确性和一致性。
02
焊接符号的识别
焊接符号的识别方法
了解焊接符号的组成
掌握基本符号的含义
焊接符号通常由基本符号、辅助符号、指 引线、尺寸符号等组成,熟悉这些组成部 分是识别焊接符号的基础。
焊接符号及识图讲义课件
目录 Contents
• 焊接符号概述 • 焊接符号的识别 • 焊接符号的绘制 • 焊接符号的识图 • 焊接符号的应用实例
01
焊接符号概述
焊接符号的定义
焊接符号:用于表示焊接工艺 要求、焊接方法、焊接位置和 焊接参数等的图形符号。
焊接符号是一种通用的技术语 言,用于指导焊接施工和检验 。
手绘工具
使用铅笔、绘图笔、尺子等手绘 工具进行绘制。
焊接符号的绘制步骤
确定符号类型
根据需要绘制的焊接符 号类型,选择合适的符
号。
确定符号大小
根据图纸要求和实际情 况,确定符号的大小。
确定符号位置
根据图纸要求和实际情 况,确定符号的位置。
焊接符号及识图讲义

第二章:焊缝的基本形式和基本坡口形状
一、焊缝的基本形式 焊缝:焊件经焊接后所形成的结合部分。 分类: 1、按空间位置可分为:平焊缝、横向焊缝、纵向焊缝
、立焊缝、仰焊缝; 2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝; 3、按焊缝断续情况可分为:连续焊缝、断续焊缝; 4、按承载方式可分为:工作焊缝、联系焊缝; 5、其它焊缝形式:定位焊缝、环缝、螺旋形焊缝、密
术内容的符号; 二、焊接符号的组成:
(一)焊缝符号: 1.基本符号:表示焊缝横断面形状的符号。 2.辅助符号:表示焊缝表面形状的符号。 3.补充符号:为了补充说明焊缝的某些特征而采用的符号。 4.指引线:由箭头线和基准线组成。 5.焊缝尺寸符号:表示焊缝形状尺寸的符号。
三、焊缝符号在图样上的标准位置说明:
封型焊缝。
焊缝是构成焊接接头的主体部分,对接接头焊缝、 角接接头焊缝是焊缝的基本形式。
1.对接焊缝
对接焊缝是沿着两个焊件之间形成的,有不开坡 口(或开I形坡口)和开坡口的两种。焊缝表面形状 有上凸的和与表面平齐的。
焊缝表面形状上凸
焊缝表面平齐
2.角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
角焊缝截面形状
焊接符号及识图讲义
目录
第一章:焊缝的基本搭接形式 第二章:焊缝的基本形式和基本坡口形状 第三章:焊缝的基本尺寸及其相关概念 第四章:焊接符号 第五章:焊接识图
第一章:焊缝的基本搭接形式
电弧焊接头包括4部分: 焊缝、熔合区、热影响区、焊缝附近的母材。
熔化焊焊接接头的组成
a) 对接接头
b) 搭接接头
也可以采用技术制图方法来表示,但用图形或文字 详细地说明焊接接头的焊接加工要求和注意事项是非常 繁琐和复杂的。
焊接符号详解ppt课件
在指引线的尾部表注相同焊缝的数量N和焊接方 法。
焊缝标注与说明见表7-4。
可编辑课件PPT
12
表7-4 常见焊缝标注及说明
可编辑课件PPT
13
图7-37 焊接可装编辑配课图件实PPT例(支架)
14
在CAXA电子图板中的尺寸标注中提供了焊接符号的标注 方法。选择尺寸标注中的焊接符号将弹出如图7-38所示的对话框。
焊接及其表达
可编辑课件PPT
1
焊接件及其表达
焊接是将零件的连接处加热熔化,或者加热加压熔化(用 或不用填充材料),使连接处熔合为一体的制造工艺,焊接属 于不可拆连接。
焊接图样是焊接加工时要求的一种图样。焊接图应将焊 接件的结构和焊接有关的技术参数表示清楚。国家标准中规 定了焊缝的种类、画法、符号、尺寸标注方法以及焊缝标注 方法。
辅助符号见表7-2所示,它是表示焊缝表面形状的符号, 如凸起或凹下等;
补充符号见表7-3所示,它是用来表示焊缝的范围等特 征的符号。
可编辑课件PPT
4
表7-2 焊缝的辅助符号
可编辑课件PPT
5
可编辑课件PPT
6
(2)、指引线采用细实线绘制,一般由带箭头的指引线(称为 箭头线)和两条基准线(其中一条为实线,另一条为虚线,基 准线一般与图纸标题栏的长边平行)必要时可以加上尾部 (90°夹角的两条细实线),如图7-31所示。
图7-31 焊缝的指引线
可编辑课件PPT
7
(3)、箭头线对于焊缝的位置一般没有特殊的要求。当箭头 线直接指向焊缝时,可以指向焊缝的正面或反面。但当标注单 边V形焊缝、带钝边的单边V形焊缝、带钝边的单边J形焊缝时, 箭头线应当指向有坡口一侧的工件。如图7-32a、b所示。
工程制图及CAD 第2版 第11章 焊接图
表示对称点焊,d 表示焊点直 径,e 表示焊点的间距,α表示焊 点至板边的距离。
返回 下一页 退出
五、尺寸及标准 必要时可以在焊缝符号中标注尺寸(尺寸符号见下
表)。尺寸标注的方法是横向尺寸标注在基本符号的 左侧;纵向尺寸标注在基本符号的右侧;坡口角度、 坡口面角度、根部间隙标注在基本符号的上侧或下侧 ;相同焊缝数量标注在尾部;当尺寸较多不易分辨时 ,可在尺寸数据前标注相应的尺寸符号。当箭头方向 改变时,上述规则不变。确定焊缝位置的尺寸不在焊 缝符号中标注,应将其标注在图样上。
的外焊缝代号为 为 6mm。
,焊缝代号中的“○”表示环绕工件周围焊接,“ ”表示角焊缝,焊角高度
法兰盘和弯管的内焊缝代号为
, 其中
表示焊缝表面凹陷。弯管和底盘间焊缝
下 一
页
为
,其中
表示该焊缝为 I 型焊缝,对接间隙 b=2mm,“111”表示全部焊缝均采用手
工电弧焊。
返
回
退 出
2.进料管
进料管是化工精馏过程中
。
出
整体式画法
下 一页 返 回 退 出
二、组合式
这种画法的特点
是:焊接图着重表达
装配连接关系、焊缝
要求等,而每个零件
下
图要另画零件图表示
一页
。即焊接图相当于一
张组件图,零件图补
返
充说明各零件的具体
回
情况。它适用于结构
退
比较复杂的焊接件,
出
如图所示。
1.弯头
三、举例
所示弯头为化工的一个焊接件,它由法兰盘、弯管和底盘三个零件组成。法兰盘和弯管
补充符号(GB/T 324-2008)
下 一页
返 回 退 出
焊接图纸符号标注图解示例
焊接图纸符号标注图解示例焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
下面小编就为大家介绍焊接图纸符号标注图解示例,一起来看看吧。
一、焊接图纸符号标注图解示例★焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
二、焊接符号表示方法1钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
2钢结构焊缝符号表示的方法及有关规定:(1)焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
(2)基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
(3)若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
(4)当为双面对称焊缝时。
基准线可不加虚线。
(5)箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
(6)基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
(7)焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
焊接符号
焊接符号焊接符号提供了表述图纸上完整的焊接信息。
它们能迅速提供给设计者,绘图员,工长,焊接人员,包括焊接检验员每个接头须用何种焊接方法才能达到满意的材料强度和满足使用条件。
对于焊接生产人员,焊接符号经常能转达影响所要生产件的最终尺寸的信息。
例如,根部间隙的变化会实际改变工件尺寸导致与图纸上提供的设计尺寸不符。
检验师必须知道这些要求及改变的指定参数。
焊接生产人员必须了解装配焊的尺寸及位置。
超尺寸的定位焊,及不在指定焊接区域布置定位焊会导致过多步骤完成一项工作。
典型的例子有在指定的交错角焊缝区域外布置定位焊。
另外一个例子是焊工将过量的定位焊熔在所需焊缝处得到的焊缝外观。
这些例子通常是在检验师的检验职责的要求下,因此焊接检验员必须要熟悉焊接符号的含义,以便完成其职责。
在这一段中,焊接检验员须基本了解在焊接符号信息的含义,基本焊缝符号的标识,辅助符号的使用,及对关联于基本焊接符号的术语的理解。
焊缝及焊接符号的相关细节和对应术语在AWS A2.4“焊接,钎焊和无损检测标准术语”现行版本中。
这一标准见图 4.36,由美国焊接学会出版。
焊缝符号及焊接符号AWS给出了焊缝符号及焊接符号区别,焊缝符号(见图4.38)标识了焊缝的指定类型,它仅是焊接符号的一部分,焊缝符号标注在焊接符号参考线的上部或下部。
焊接符号(见图4.39) 表示出了全部符号,包括标识焊缝所需的全部信息。
所有焊接符号须有参考线和箭头,见图4.37。
焊接符号要素除非有特殊说明,否则除了参考线和箭头外,其它的要素并不是都要使用的。
一个焊接符号可以包含下列要素:∙参考线(必要要素)∙箭头(必要要素)∙尾巴∙基本焊缝符号∙尺寸和其它数据∙辅助符号∙外形符号∙技术要求,工艺,其它参考线总是划成水平线。
它用来表示焊缝符号和其它数据,对在其上标识的任何要素都有其具体的含义。
参考线以下被称为箭头端,参考线以上称为另一端。
在图4.40表示了这一惯例。
箭头方向不改变参考线的含义。