渐开线花键滚刀的设计与加工工艺
花键滚齿刀加工工艺研究

花键滚齿刀加工工艺研究引言:花键滚齿刀是一种应用广泛的刀具,常用于齿轮零件的加工中。
本文旨在对花键滚齿刀的加工工艺进行深入研究,探讨适合花键滚齿刀加工的工艺参数,以提高加工效率和产品质量。
一、花键滚齿刀的概述花键滚齿刀是一种用于齿轮加工的切削刀具,广泛应用于传动装置、机械制造和汽车工业等领域。
其具有高效、精准、耐磨等特点,能够提高齿轮的传动性能和使用寿命。
二、花键滚齿刀的加工原理花键滚齿刀的加工原理是通过切削刀具与工件的相对旋转及应力作用,将刀具的切削齿轮花键加工到工件表面上。
其加工精度与齿轮的模数、齿数、齿厚等参数密切相关。
三、花键滚齿刀的工艺参数1. 刀具的选择:要根据工件的材料以及加工要求选取合适的花键滚齿刀,包括刀具的直径、齿数、齿面等参数。
2. 花键滚刀的角度:花键滚齿刀的角度决定了加工出的花键的形状和尺寸,需根据实际使用需求进行调整。
3. 进给速度:进给速度对花键滚齿刀的加工效率和加工质量有着重要影响,需根据工件的材料硬度和刀具材料选择合适的进给速度。
4. 刀具磨损监测:花键滚齿刀使用过程中会有一定的磨损,监测磨损情况可以及时更换刀具,保证加工质量。
四、花键滚齿刀的加工工艺优化1. 材料选择:根据工件的材料选择合适的刀具材料,以提高切削性能和耐磨性。
2. 刀具涂层:合理选择刀具涂层,增强刀具的抗磨损性能和使用寿命。
3. 表面处理:对工件进行适当的表面处理,以提高花键滚齿刀的加工精度和表面质量。
4. 加工模拟:通过虚拟仿真软件对花键滚齿刀的加工过程进行模拟分析,优化刀具的设计和工艺参数。
五、花键滚齿刀加工工艺的应用案例以某汽车发动机的花键滚齿刀加工为例,通过优化加工工艺参数和刀具设计,使得花键滚齿刀的加工效率提高了20%,产品质量得到了显著改善。
六、结论花键滚齿刀加工工艺的研究对于提高齿轮加工的效率和质量具有重要意义。
通过选择合适的切削刀具、优化工艺参数以及加工工艺的优化,可以提高花键滚齿刀的加工效率和产品质量,满足工业生产的需求。
花键轴加工工艺及花键滚刀设计
花键轴加工工艺及花键滚刀设计花键轴加工工艺指的是制造花键轴时所采用的加工方法和流程。
花键轴是一种常用于传动轴的零件,它具有花键的特殊结构,在传递力矩时能够实现良好的传动效果和轴向定位。
花键轴的加工工艺一般包括以下步骤:1. 设计花键轴的零件图纸,确定花键的位置和尺寸。
根据轴的使用要求和承载能力,确定轴的材料和硬度。
2. 将轴的原材料切割成适当长度,并进行表面处理,如去除毛刺和氧化层。
3. 将轴的定位面加工成相应的形状和精度。
该步骤通常采用车床或铣床进行,以保证花键轴在组装时能够正确定位。
4. 根据设计要求,在轴上切削出花键槽。
花键槽的形状和尺寸应与配套的花键滚刀相匹配,以确保良好的传动效果。
5. 进行热处理,以提高花键轴的强度和硬度。
热处理过程包括加热、保温和冷却,根据轴材料的不同,采用的热处理方法也有所不同。
6. 进行精加工,如研磨和拉伸。
这些工艺可以进一步提高花键轴的表面光洁度和尺寸精度。
花键滚刀是用于加工花键槽的专用刀具。
它的设计应根据花键轴的尺寸、形状和加工要求进行。
花键滚刀的设计要考虑以下因素:1. 花键槽的形状和尺寸。
滚刀的刀头需要与花键槽相匹配,以确保加工出合适的花键。
2. 花键轴的材料和硬度。
滚刀的材料应具有足够的硬度和耐磨性,以保证长时间的使用寿命。
3. 滚刀的刀片数量和排列方式。
根据花键槽的尺寸和要求,确定滚刀的刀片数量和排列方式,以提高加工效率和质量。
4. 滚刀的材质和涂层。
合适的材质和涂层可以提高滚刀的切削性能和耐磨性,减少切削力和热量的产生。
在实际加工中,花键轴的加工和花键滚刀的设计是相互影响的。
合理的工艺和设计可以提高加工效率和质量,同时减少成本和资源的浪费。
因此,在进行花键轴加工之前,需要充分考虑设计要求和加工工艺的问题,以确保最终产品的性能符合要求。
续写相关内容:7. 加工表面处理。
花键轴的加工完成后,需要对其表面进行处理,以提高表面质量和耐腐蚀性。
常见的表面处理方法包括镀铬、热浸镀锌、阳极氧化等。
英制渐开线花键加工工艺
节 距 : =丌 (5 p 2 . /2 3 4 m 4×1 )= . 7 m p 2
据 图样 可 知 ,节 径 弧 齿 槽 宽 1 6 + ” . 02o mm, 内 7
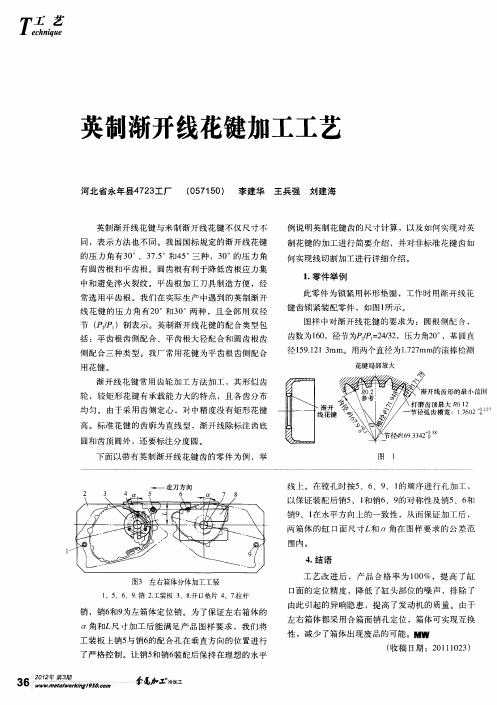
销 ,销 6 为左 箱 体 定位 销 。为 了保 证 左右 箱 体 的 和9 角和 寸加 工 后 能 满 足 产 品 图样要 求 ,我 们 将 尺 工装 板 上 销5 销 6 配合 孔 在垂 直 方 向 的位 置 进行 与 的 了严 格控 制 。让 销5 销 6 配后 保 持 在理 想 的 水平 和 装
英制渐开线花键加工工艺
河北省永年 县4 2 工厂 ( 5 1 0 李建华 73 0 7 ) 5 王 兵强 刘建 海
英 制 渐 开 线花 键 与 米制 渐开 线 花键 不仅 尺 寸 不
例说 明英 制花 键 齿 的尺 寸 计算 ,以 及 如 何实 现 对 英 制花 键 的加 工进 行 简要 介 绍 ,并 对 非标 准 花 键 齿 如
中和避免淬火裂纹。平齿根加工刀具制造方便 ,经
常 选 用平 齿 根 。我 们 在 实际 生 产 中遇 到 的英 制 渐 开 线 花 键 的 压 力 角 有 2 。 3 。 种 ,且 全 部 用 双 径 0和 0 两 节 ( 2 )制表 示 。英 制渐 开 线花 键 的 配 合类 型 包 尸
2 基本 尺寸及相关 尺寸计算 .
该 零 件花 键在 加 工前 需 要 进 行 相关 尺 寸 计 算 , 以 实现 图形 的 成 形 及操 作 程 序 的编 制 。 根 据 图样 要 求计 算 并 确 定相 关 尺 寸 :
分 度 圆直 径 :D= 54 /2 6 .3 mm 2 . P =1 93 42 z
括 :平 齿 根 齿侧 配 合 、平 齿 根 大径 配 合 和 圆齿 根 齿
渐开线螺旋花键的滚压加工
韩洪涛
开封大学 机械工程系,河南 开封 !"#$$!
摘要: 阐述了渐开线螺旋花键的滚压原理、 坯料计算、 工装设计及材料的选择, 对滚压加工进行了很好的 研究。实践表明, 采用滚压技术加工的渐开线螺旋花键, 不仅极大地提高了生产效率, 且制件的质量也 大为提高。 关键词: 滚压; 渐开线; 花键 中图分类号: %&’"()’ 文献标识码: (-$$-) * 文章编号: +$$+ , --(# $. , $$$# , $!"#"$%&’ () *’" %(++,)- ,).(+/*" #0,%$+ #0+,)" 0%(&"## /01 /234562
)
对滚压材料的相关要求
材料的滚压性能主要取决于工件材料的屈服极限
延伸率 "、 强度极限 !& 和弹性模量 ’ 。一般情况 !% 、 下, 延伸率不应小于 (( , 这是因为延伸率 (( 以下的 材料齿顶要产生龟裂而不适于滚压。对于金属流动性 较大的渐开线螺旋花键, 其延伸率应不小于 !’( , 材 料硬度不超过 56’--—&-- 的碳钢及表面渗碳钢, 都适 于滚压。 此外, 还要求材料有小的加工硬化性能和内摩擦 系数。
,
结束语
由于采用滚压加工, 使制件由原来的每班平均 &-
提高到每件 , 1 !-7, 且可以获得较好的表面 1 %- 件, 粗糙度, 耐磨性也大为提高。同时由于无削加工, 降低 了工人的劳动强度, 工位器具与工件也较清洁。
[参考文献] [!]孟少农 ! 机械加工工艺手册 第 ’ 卷 ! 北京: 机械工业出版 社 ! !88! [’]沈 莲 ! 机械工程材料 ! 北京: 机械工业出版社 ! !888 收稿日期: ’--’ 0 -% 0 -! 作者简介: 韩洪涛 (!8"! 0 ) , 男, 河南开封人, 开封大学机 械工程系副教授。 (编辑 苏伯光)
渐开线花键滚刀标准
渐开线花键滚刀标准渐开线花键滚刀是一种常用于机械加工的切削工具,它的标准制定对于保证加工质量和效率具有重要意义。
本文将就渐开线花键滚刀标准进行详细介绍,包括其定义、特点、标准制定的重要性以及相关注意事项。
渐开线花键滚刀是一种用于加工渐开线花键的刀具,其特点是在刀具的刀片上具有特殊的渐开线花键形状,可以实现高效、精确的加工。
在实际生产中,渐开线花键滚刀的标准制定对于保证加工质量和效率具有重要意义。
首先,渐开线花键滚刀的标准制定可以保证加工的精度和一致性。
通过制定标准,可以规范刀具的尺寸、形状、材质等参数,确保每把刀具都符合统一的标准要求,从而保证加工出的零件具有一致的尺寸和形状。
其次,标准化的渐开线花键滚刀可以提高生产效率。
具有统一标准的刀具可以更好地配合加工设备,减少调试时间,提高生产效率。
此外,标准化的刀具还可以降低加工过程中的故障率,减少停机维护时间,进一步提高生产效率。
标准制定对于渐开线花键滚刀的使用和维护也具有重要意义。
通过制定标准化的使用和维护流程,可以确保刀具在使用过程中能够发挥最佳效果,延长使用寿命,降低生产成本。
在使用渐开线花键滚刀时,还需要注意以下几点:首先,要选择适合加工材料和加工工艺的渐开线花键滚刀。
不同的材料和工艺需要选择不同的刀具,以保证加工质量和效率。
其次,要严格按照标准化的使用和维护流程进行操作。
在使用过程中要注意及时清洁、润滑和更换刀具,避免因刀具损坏导致的加工质量下降和生产效率降低。
最后,要定期检查渐开线花键滚刀的使用状况,及时发现问题并进行处理。
定期的检查和维护可以保证刀具的良好状态,延长使用寿命,降低生产成本。
总之,渐开线花键滚刀标准的制定对于保证加工质量和效率具有重要意义。
标准化的刀具可以保证加工精度和一致性,提高生产效率,同时也便于使用和维护。
在实际生产中,我们应该严格遵守标准要求,合理选择、正确使用和定期维护渐开线花键滚刀,以确保加工质量和提高生产效率。
渐开线花键轴滚轧轧滚的设计

个 自 由 转 动 .并 将 轧 滚 压 向 齿 式 中 .d 为齿坯 的 直径 : 2
为轧 滚
坯 。 当轧 滚 一与 齿 坯 接 触 即开 始 共 每 一周节 的12 / 中心 角 。 同 回转 .然 后轧 滚 的 齿 以齿 顶 处 的 设 轧 制 齿轮 的 齿数 为Z . 为了
d d b b
—
二一: — 一 + 2 b V ZS +
4 4
(0 1 )
根 据 上 述 确 定 的 齿坯 外 径 .由 啮合 原 理 来计 算 轧 滚 的 顶 径 和根 径 以及 齿厚 等相 关尺 寸。 图4为轧 滚 牙
式 中 .d为轧 制齿轮 的齿根 圆直径 : r b 为齿 坯 的宽 度 ;S为垂 直轧 制 齿轮
齿截形 图。 由式( ) 5 得
n
轴线 的截面 处齿 根圆 以上 的面 积 ;V
为平 行于 轧 制 齿 轮轴 线 方 向的 两端 面鼓起部 分 的体积 。
式 中 ,d 为轧 滚 的齿 顶 圆直径 :
在 回转 运 动 中总是 有 摩 擦 阻 力 的 . 当摩擦 阻 力较 大 时 ,轧 滚 齿 顶 与齿
坯外 圆之间就产 生滑动 。
1 理论分析
此 制件 实 际 工 艺 中采 用 的是 自 由分 度式 的冷 轧 方 法 .即只 使 轧滚 或 齿 坯 两 者 之 一 强 制 转 动 .而 另
( 6)
以上 所述 系认 为轧 滚 齿 顶 与 齿 坯 外 圆接 触 时 .在 接 触 部 分 不产 生
由图1 可知 :轧 滚上弦长 为
A =d i 1 B 1 n s () 1
滑 动 的情 况 。 但 实际 上 在 采 用 自 由
式 分度 滚 轧 时 ,作 为被 动 轴 的 一方
渐开线螺旋花键的滚压加工
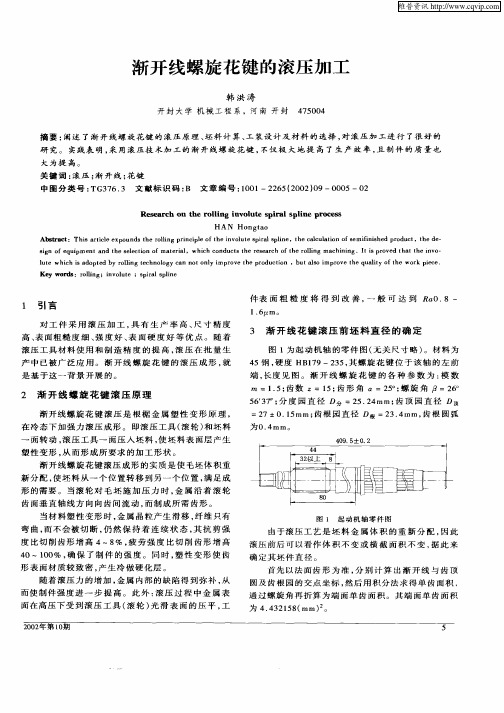
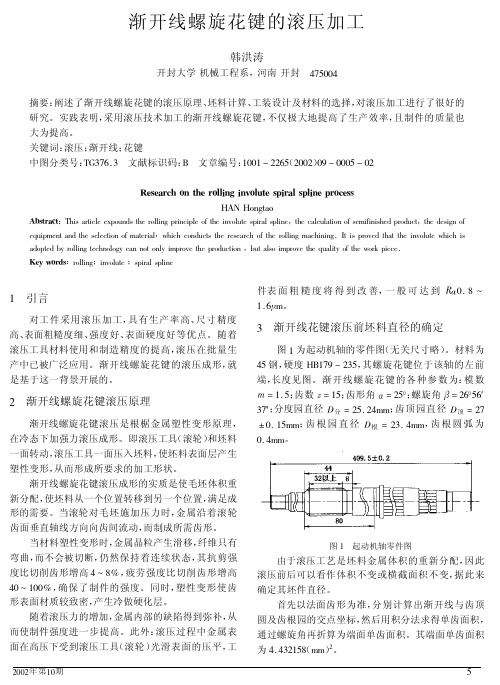
由于滚 压 工艺 是 坯 料 金 属体 积 的 重 新 分 配 , 此 因
滚 压 前后 可 以看 作 体 积 不 变 或 横 截 面 积 不 变 , 此 来 据 确 定 其坯 件 直 径 。 首先 以法 面齿 形 为 准 , 别 计 算 出渐 开线 与 齿 顶 分
Ab t a t Thi ril x un s t e r li rn i eoft nv l es r ls i e,t ac l to emi n s d p o c sr c : s a tce e po d h olng p icpl hei out pia pln hec u a in ofs l i f ihe r du t,t e d — h e
2 渐 开 线 螺 旋 花 键 滚 压 原 理
渐开 线 螺 旋 花 键 滚 压 是 根椐 金 属 塑性 变 形 原 理 ,
在 冷 态 下 加 强 力 滚 压 成 形 。 即 滚 压 工 具 ( 轮 ) 坯 料 滚 和
一
5 7 ; 度 园 直 径 D分 =2 .4 63 分 5 2 mm; 顶 园 直 径 D顶 齿
s g f e i m e nd t e s l c i n o i n o qu p nt a h e e to f mat r a , whi h c du t he r s a c f t o lng ma hi ng、 I s p ov d t t t e i vo e il c on c s t e e r h o he r l i c ni t i r e ha h n —
是基 于 这 一 背景 开 展 的 。
特殊渐开线直齿内花键专用插齿刀的设计与计算
]i
…
…
, , rI。
《 lf I 一
, , , , , I ‘
26 5
71 9
,;
一
图 1
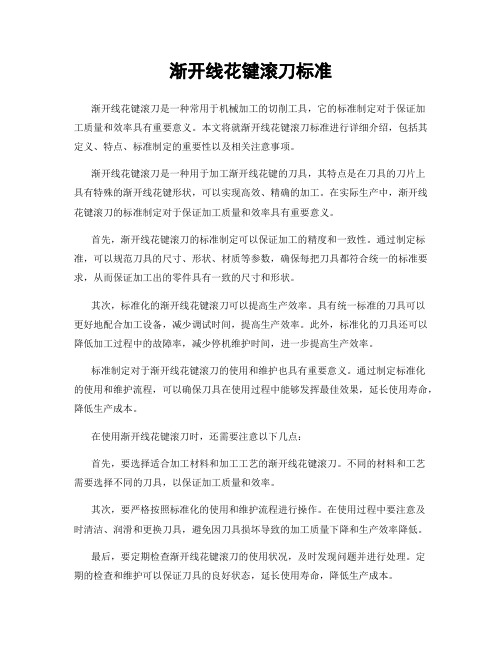
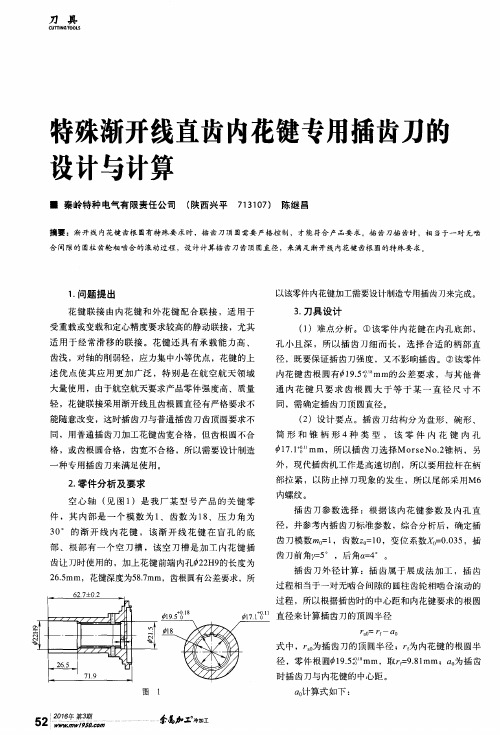
以该零件内花键加工需要设计制造专用插齿刀来完成 。
3.刀 具设 计
(1)难点分析。①该零 件内花键在 内孔底部 , 孔 小 且 深 ,所 以 插 齿 刀 细 而 长 ,选 择 合 适 的 柄 部 直 径 ,既要保证插齿刀强度 ,又不影响插齿。②该零件 内 花 键 齿 根 圆有 19.5+0 mm的 公差 要 求 ,与 其 他 普 通 内 花 键 只 要 求 齿 根 圆 大 于 等 于 某 一 直 径 尺 寸 不 同 ,需 确 定 插 齿 刀顶 圆直 径 。
2.零 件分 析及 要 求 空心 轴 (见 图1)是我 厂某 型号产 品的关键 零 件 ,其 内部 是一个 模数 为1、齿数 为 1 8、压力 角为 30。 的渐开 线 内花 键 ,该 渐 开线 花 键在 盲 孔的 底 部 、根部 有一个空 刀槽 ,该空 刀槽是加 工 内花 键插 齿让 刀时使用的 ,加上花键前端 内 ̄L ̄22H9的长度为
计 算 过 程为
2 ( 一 o) ·tana
Z — Z O
in懈0 —西j +j“v3。。 -048 699
查 渐 开 线 函数a。=29。6 ,则有
1 . (】8 — 10) cos30 ̄
, 、
刀 具
CUTTlN6TOOLS
特殊渐开线直齿内花键专用插齿刀的 设计与计算
一 秦岭特种 电气有 限责任公 司 (陕西 兴平 71 31O7) 陈继 昌
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
渐开线花键滚刀的设计与加工工艺任务书1.设计的主要任务及目标(1)了解渐开线花键滚刀的工作原理。
(2)掌握渐开线花键滚刀的齿形设计。
、(3)了解渐开线花键滚刀切削过程及其特点。
(4)了解渐开线花键滚刀结构参数的确定。
(5)了解渐开线花键滚刀的公差与技术要求。
(6)掌握渐开线花键滚刀的设计步骤。
(7)掌握渐开线花键滚刀加工工艺并编制加工工艺过程卡。
2.设计的基本要求和内容(1)要求了解渐开线花键滚刀的工作原理。
(2)要求基本掌握渐开线花键滚刀的齿形设计及结构设计,并能出产品图纸。
(3)要求了解渐开线花键滚刀加工工艺。
(4)根据设计的产品图,编制加工工艺过程卡。
3.主要参考文献(1)袁哲俊编《齿轮刀具设计》上、下册,新时代出版社,1983年(2)四川省机械工业局编《复杂刀具设计手册》上、下册,机械工业出版社,(3)太原工具厂齿轮刀具工艺资料4.进度安排审核人:年月日I渐开线花键滚刀的设计与加工工艺摘要:本篇论文就渐开线花键滚刀的设计与加工工艺进行了详细的阐述,渐开线花键滚刀的设计最主要的就是其齿形的设计。
本篇论文先对渐开线花键滚刀做了一些简单的介绍,然后根据已知被切齿轮参数,选定渐开线花键滚刀的模数、外径、长度、内径、容屑槽数等以及选定设计30°压力角渐开线花键滚刀,A级精度。
然后就是齿形计算,计算其轴向齿形尺寸、法向齿形尺寸、切削部分尺寸等等,列表总结了各个参数的计算精度,根据计算出来的各个参数绘制产品图以及规定技术条件。
最后部分是其加工工艺的设计,附上工艺卡。
关键词:渐开线花键滚刀、齿形计算、计算精度、技术条件、工艺卡Involute spline hob design and processing technology Abstract:the paper has a detailed elaboration about involute spline hob design and processing technology ,and the main design of involute spline hob is the tooth profile designing. This paper made some simple introduction about involute spline hob firstly,then according to the known by grinding wheel parameters, selected the modulus involute spline hob, outer diameter, length, diameter, let crumbs slot number and so on, and selected 30 ° pressure Angle involute spline hob, which is grade A precision. And next step is tooth shapeCalculation,including axial tooth size,normal tooth size, cutting parts, etc.,and the list summarizes the calculation precision of each parameter,according to the calculation of each parameter map product technical conditions and regulations.The last part is Design of process technology, attached a process card.Keywords:involute spline hob, tooth profile calculation, precision, technical conditions, process CARDSI I目录1 绪论 (1)1.1 渐开线花键滚刀简介: (1)1.2 滚刀的国内外发展现状: (3)1.3 齿轮滚刀材料与结构: (4)2 已知条件: (5)2.1 已知被切齿轮参数: (5)2.2 渐开线花键滚刀的结构参数: (5)3 齿形计算: (9)4 计算精度 (12)5 产品图的绘制: (13)6 技术条件 (14)7 工艺设计 (17)7.1 工艺路线: (17)7.2 剃前齿轮滚刀的加工方法: (17)7.3 工艺过程卡: (18)8 结论: (21)参考文献 (22)致谢 (23)II1 绪论1.1 渐开线花键滚刀简介为了更深入的了解渐开线花键滚刀,必须先了解齿轮滚刀的工作原理。
我们先说一下齿轮滚刀的工作原理,齿轮滚刀是一种最常见的刀具,它既可以加工直齿和斜齿圆柱齿轮也可以加工变位齿轮和非变位齿轮。
齿轮滚刀按结构形式可分为整体滚刀和镶齿滚刀。
按精度等级可分为四级:AA级、A级、B级、C级,在一定工艺条件下,分别用于加工7、8、9、10级精度的齿轮。
齿轮滚刀加工齿轮的原理图如下图,其工作原理好比俩个相错轴渐开线圆柱齿轮的啮合传动过程。
滚刀刀齿的左右两侧刃口与理论切削刃口的形状相符是为了能够正确的切出渐开线齿轮。
滚刀其实就是一个渐开线斜齿圆柱齿轮,只不过是具有一定切削角度的齿轮。
滚刀的头数即相当于螺旋齿轮的齿数。
渐开线花键滚刀和齿轮滚刀一样是按展成法加工直齿轮以及斜齿轮的刀具。
滚刀它可以加工直齿轮、斜齿轮、非变位齿轮、变位齿轮。
齿轮滚刀按结构形式分类可分为整体滚刀和镶齿滚刀,生产实际中一般最常见的是整体齿轮滚刀。
本文要设计的渐开线花键滚刀选择整体滚刀的结构形式。
渐开线花键滚刀精度按GB 5104-85规定的30压力角渐开线花渐开线花键滚刀,精度分为A级和B级和C级三种,本文选用的键滚刀,选用A级精度。
滚刀分为俩种型式:I型为平齿顶滚刀,用于加工平齿根的花键轴;II型为园齿顶滚刀,用于加工圆齿根的花键轴。
渐开线花键滚刀是用来加工渐开线花键轴的。
它的设计方法与齿轮滚刀的设计方法基本一致。
渐开线花键滚刀精度按GB 5104-85 规定的渐开线花键滚刀,精度分为A级和B级和C级三种,A级为精加工滚刀(不留磨滚刀),B级为粗加工滚刀(留磨滚刀)。
30、与标准标准GB 3478·1-83《圆柱直齿渐开线用于加工)m mm、压力角为~105.0(花键(齿侧配合)模数、基准齿形、公差》相符的渐开线花键轴。
GB 5105-85规定的渐开线花键滚刀精度等级为C级一种精度等级。
用于加工)5.2.0(m mm、压力角为25~45、与标准GB 3478·1-83《圆柱直齿渐开线花键(齿侧配合)模数、基准齿形、公差》相符的渐开线花键轴。
设计渐开线花键滚刀时,要参考标准滚刀的设计程序、计算公式、图表和依据外齿形花键的主要参数进行刀具设计。
渐开线花键滚刀可分为30°压力角渐开线花键滚刀和45°压力角渐开线花键滚刀:30压力角渐开线花键滚刀,滚刀分为俩种型式:I型为平齿顶滚刀,用于加(1)工平齿根的花键轴;II型为园齿顶滚刀,用于加工圆齿根的花键轴。
滚刀为单头、右旋、容屑槽做成平行其轴心线的直槽。
滚刀的结构型式见图1。
渐开线花键滚刀的基本尺寸应符合表1的规定。
(2)45°压力渐开线花键滚刀滚刀为圆齿顶一种型式,用于加工圆齿根的花键轴。
滚刀为单头、右旋、容屑槽做成为平行其轴心线的直槽。
45压力角,不做介绍)。
滚刀的结构型式见图1。
滚刀的基本尺寸(这里由于不选用轴向齿形如下路所示:1.2 滚刀的国内外发展现状我国的滚刀设计技术虽然现在已达到世界较先进水平,但是由于起步较晚,仍然和一些欧洲国家存在差距。
在几百年以前人们就开始使用磨前滚刀了,磨前滚刀的设计在国内也有相当熟练的技术,意大利的SU公司和西班牙的FHUSA等公司的磨前滚刀现都已得到广泛应用,代表着世界最先进水平。
此外对于一些新型滚刀和特殊型滚刀国内外学者和技术人员也进行了相当长时间的研究并有了很大的成果。
欧洲许多国家目前使用的刀具制造设备基本上已实现数控化。
刀具的设计、制造现已经普遍采用CAD/CAM/CAPP技术,技术人员只需要输入相应的刀具图号,数控加工机床即可自动从中央计算机系统中提取机床调整数据和加工工艺数据,从而实现自动加工。
设计新的刀具时,会根据用户对工件的要求,先采用CAD进行滚刀的齿形设计,之后还用计算机模拟描绘设计的刀具所加工出来的齿轮齿形。
若不符合用户的需求则重做,若符合用户的要求,在确认无误后再将设计数据输入数控砂轮修整器,进行齿轮的磨削。
在刀具磨削的过程中均采用带数控砂轮修整器的数控工具磨床,而且配备了完善的加工软件,可以根据刀具轮廓形状自动计算和挑选砂轮的形状和运动修正。
数控车床和数控铲齿机用来做齿轮滚刀的车齿、铲齿工序;用数控滚刀铲磨机来铲磨齿形,用数控砂轮修整器修整砂轮的运动形式,对于一些模数不大于5mm的滚刀,其齿形的两个侧面、齿底面、齿顶面、齿底圆弧、齿顶圆弧都可以通过单次修整砂轮运动一次性完成加工。
1.3 齿轮滚刀材料与结构通过查阅相关资料对齿轮制造行业的了解,得出了一些关于目前齿轮滚刀的制造材料以及使用方式的结论。
就目前而言齿轮滚刀的制造材料主要是M35+TiN、M35+TiNC、ASP60+TiAlN、硬质合金四类。
其中M35M35+TiN和M35+TiNC主要用于湿式切削,这俩种材料对于湿式切削而言哪个更好需要长期的生产实践和研究。
而ASP60+TiAlN和硬质合金用于干式切削,硬质合金虽然具有硬度大、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,但是通过一系列的生产实践表明,ASP60+TiAlN滚刀效果更好。
随着科技的进步和人们的不断研究齿轮滚刀的结构也在不知不觉中慢慢变化着。
第一个方面比如说滚刀滚齿头数和滚刀加工被切齿轮的速度有关,滚刀的基本结构参数和根据被切齿轮的结构参数以及滚刀的使用寿命要求有关。
因此,我们在设计滚刀时,先得了解到加工工件的具体参数以及每次重磨后滚刀的参数变化来确定滚刀的基本结构参数。
第二个方面就是0°前角滚刀和正前角滚刀的选取问题,正前角滚刀的切削性能在只考虑齿形设计时,其切削速度等各方面性能是优于0°前角滚刀的,但是正前角滚刀在制造方面却有很多问题,它的齿形较为复杂,制造起来困难,因此目前常用的还是0°前角滚刀。
最后一个就是随着技术的进步和生产的要求,有时候需要将多把滚刀集成于一体可以实现在同一台机床上可以一次性加工不同的齿轮。
实现了效率的提升。
随着科技的发展和生产实践中的不断摸索,齿轮表面的涂层材料也在发生着翻天覆地的变化。