造纸机传动系统设计(DOC69页)
基于晶闸管的长网造纸机传动系统主电路设计
S = ( j + ) = 壬( 3 3 6 9 3 + 3 3 6 9 3 ) 3 3 6 9 3 ( V ・ , 哇 ) 3 3 7 ( K V ・ / { )
式中:s 为变压器 的容量 ,m 1 、m 2 分别为一次侧 ,二 次侧绕组 的相 数,变比为:
K = /U 22 0/l 1 8 . 9 6 2
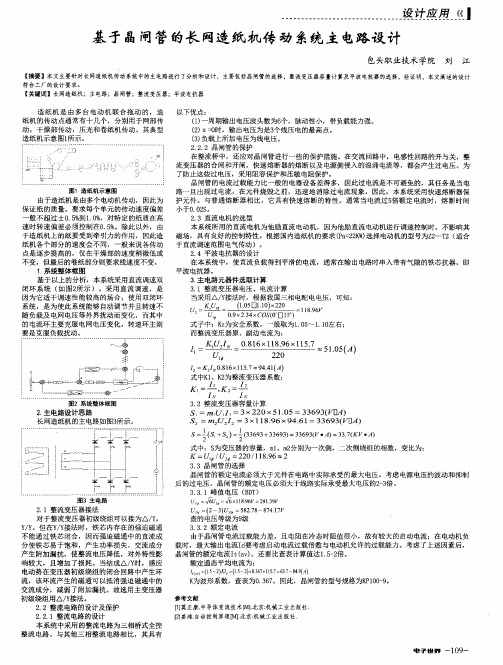
造 纸 机 是 由多 台 电动机 联 合 拖动 的 ,造 以 下优 点 : 纸机 的传动点通 常有十几个 ,分别用 于网部传 ( 1 ) 一周 期输出 电压波头数为6 个 ,脉动性小 ,带负载 能力 强。 动 ,干 燥部传动 ,压光和卷 纸机传动 。其典型 ( 2 ) a = 0 时,输 出电压为是3 个线压 电的最高点 。 造纸机示 意图l 所 示。 ( 3 ) 负载 上所加 电压为线 电压 。 2 . 2 . 2 晶闸管 的保护 ‘ 一盈 在 整流桥 中,还应对 晶闸管进行一些 的保护措 施。在交流 回路 中,电感 性回路的开与关 ,整 0 , l _ _ 4 、 , , I t { 0 流变压器 的合闸和开 闸,快速熔断器 的熔 断 以及 电源侧侵入 的浪涌 电流等 ,都会产 生过 电压 。为 … 。 1 。 ‘ 一 。 一 - J : 了防止这些过 电压 ,采 用阻容保护和压敏 电阻保护 。 晶闸管的 电流过载 能力 比一般 的 电器设备差得 多,因此过 电流是不可避 免的,其任务是 当电 图1造纸机示意图 路一旦 出现过 电流 ,在元件烧 毁之前 ,迅速 地消除过 电流现象 。因此 ,本系统采用快速 熔断器保 由于造 纸机是 由多个 电动机传动 ,因此为 护元件 。与普通 熔断器相 比,它具有 快速熔断 的特性 。通 常当 电流过 5 倍额定 电流 时 ,熔 断时 间 . 0 2 S 保证纸 的质量 ,要求每个单 元的传动速度 偏差 小 于 0 般不超 过 ±0 . 5 % 到1 . O % ,对特 定 的纸质 在高 2 . 3直流 电机 的选 型 速时转 速偏差必 须控制在0 . 5 % 。除此 以外 , 由 本系统所用 的直流 电机为 他励 直流 电动机 ,因为他 励直流 电动机进行调速控 制时,不影响其 于造纸机 上的纸 要受到牵 引力 的作用 ,因此造 磁场 ,具有 良 好 的控 制特性。根据国 内造纸机 的要求 ( P n = 2 2 K W ) 选择 电动机 的型号为z 2 一T 2( 适合 纸机各个 部分 的速度 会不 同,一般来说各传 动 于直流调速 范围电气传 动)。 点是逐步 提高 的,仅 在干燥 部的速度稍微低 或 2 . 4平波 电抗器 的设计 不变,但最后 的卷纸 部分则要求线速度不变 。 在本 系统中 ,使直流负载得 到平滑的 电流 ,通 常在输 出电路时串入带有气 隙的铁 芯抗器 ,即 1系统整体框 图 平波 电抗器 。 基于 以上 的分析 ,本系 统采用直流调速双 3 . 主 电路元器件选 取计算 闭环系 统 ( 如 图2 所示 )。采用直 流调 速 ,是 3 . 1整流变压器 电压 、电流 计算 因为它适 于调速性能较 高的场合 ;使用双 闭环 当采用 △/ Y 接法时 ,根据 我国三相电配 电电压 ,可知 : 系统,是 为使此系统 能够 自动调节 并且转速不 £ / : 兰 一…_ C - t o + 2. U 一: 1 l 8 9 6 l f , 随负载及 电网 电压等 外界扰动而变 化,而其 中 { O . 9 x 2 . 3 4 x C O S ( 0 口l 5 ) 的电流环主要 克服 电网电压变化 ,转速环主则 式子 中:K z 为安全系数 ,一般取 为1 . 0 5 ~1 . 1 O 左右 ; 要 是克服负载扰动 。 而整流变压器原 、副边 电流 为:
造纸机传动控制系统

造纸机传动控制系统造纸机传动控制系统是现代科技发展的产物,是一种在纸张印刷和制造过程中广泛使用的设备。
传动控制系统主要包括电机、减速器、离合器、连杆、齿轮、链条等组件。
它们的协作能够实现从原材料到成品的各个环节。
本文将从三个方面来介绍造纸机传动控制系统,分别为系统组成、系统工作原理、系统维护。
一、系统组成造纸机传动控制系统主要由以下四部分组成:传动机构,控制系统,液压系统和电气系统。
1. 传动机构传动机构是实现造纸机运转的关键部分。
它主要由电动机、减速器、离合器、链条和齿轮等组件组成。
传动机构形成一个完整的闭环来驱动整个机器,实现纸张传输和制造。
2. 控制系统控制系统是一个重要的组成部分,用来控制传动机构的运行。
它主要由互联网通信模块、PLC控制器、文本显示屏和操作按键等组成。
在制造纸张的整个过程中,控制系统会不断检测生产的参数,以保持纸张的质量和数量。
3. 液压系统液压系统主要是利用流体压力来控制制造过程。
它主要由液压泵、液压阀、电磁阀和油管等组成。
液压系统不仅可以减少传动机构中的摩擦和磨损,也能够为设备提供更稳定的动力和速度。
4. 电气系统电气系统是整个系统的动力源之一。
它主要由变压器、半导体器件、开关和电缆等组成。
在运行过程中,电气系统可以保证传动机构的正常电流和电压。
二、系统工作原理造纸机传动控制系统通过将传动机构、控制系统、液压系统和电气系统有机地结合在一起,来完成制造纸张的加工过程。
传动机构是送纸筒、洗浆和造纸部分的核心部件。
电机可以通过减速器将高速的电动机转化为低速高转矩的转动力,以达到合适的传动效果。
离合器可以在需要时分离传动机构,从而避免过载损坏机器。
控制系统是整个系统的大脑,可以根据生产的需求及时调整机器的速度、材料质量等参数。
它可以通过传感器来采集生产数据,并将其传回控制室。
操作员可以通过按键或触摸屏实时监测各个环节的工作情况,并进行相应的调整和管理。
液压系统主要用于控制设备的能量传递和稳定性。
造纸机传动控制系统
造纸机传动控制系统日期:2007年7月31日 11:14 来源: admin字号 [ 小中大 ]本文采用森兰sb80系列变频器和西门子s7-200 plc组成一套文化纸机传动控制系统。
通过可编程逻辑控制器〔plc〕和变频器之间的通信,控制传动点的启动、停止、增速、减速、紧纸等操作,由软件自动实现负荷分配、速度链等功能,充分满足造纸工艺及电控的需要。
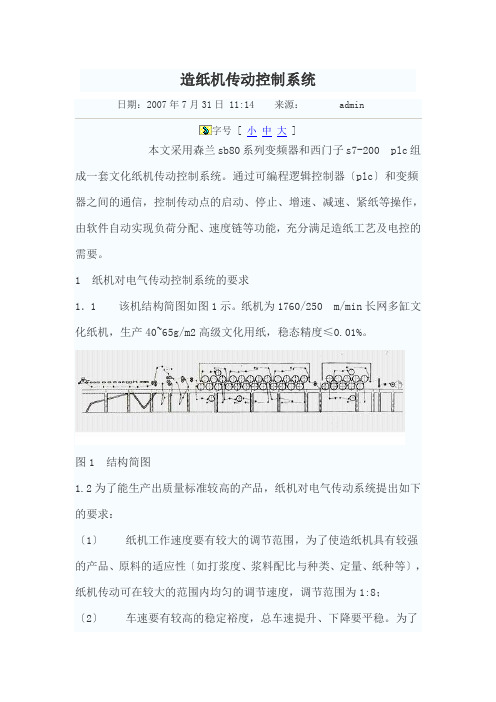
1 纸机对电气传动控制系统的要求1.1 该机结构简图如图1示。
纸机为1760/250 m/min长网多缸文化纸机,生产40~65g/m2高级文化用纸,稳态精度≤0.01%。
图1 结构简图1.2为了能生产出质量标准较高的产品,纸机对电气传动系统提出如下的要求:〔1〕纸机工作速度要有较大的调节范围,为了使造纸机具有较强的产品、原料的适应性〔如打浆度、浆料配比与种类、定量、纸种等〕,纸机传动可在较大的范围内均匀的调节速度,调节范围为1:8;〔2〕车速要有较高的稳定裕度,总车速提升、下降要平稳。
为了稳定纸页的定量和和质量、减少纸幅断头,要求纸机稳速精度为±0.05~0.01%;〔3〕速差控制,速比可调、稳定。
纸幅在网部和压榨部时,其纵向伸长横向收缩,而在烘干部时,两向都收缩,因此纸机各分部的线速度稍有差异,即速差。
速差在一定范围内变化不引起纸页质量的突变。
此时的速差对成纸来说,主要影响纸页的克重。
误差应控制在0.1%以内保持纸张不被拉断。
纸机各分部的速比的最大波动值与浆料配比、定量、车速、生产工艺、纸页收缩率及分部之间的纸幅无承托引段的张力等因素有关。
因此,造纸机各相邻分部间应有适当的速差来形成良好的纸页。
纸机各分部的速度必须是可以调节的,为±10~15%。
利于工作时调整。
为了生产较高质量的纸幅和减少断头率,还要保持各分部间速比的稳定;〔4〕各分部点具有速度微升、微降功能,引纸操作时的紧纸、松纸功能。
具有刚性联结或软联结的传动分部,如网部、压榨部、施胶部,能进行负荷动态调节。
造纸机传动工艺要求和变频器选择与参数设置

造纸机传动工艺要求和变频器选择与参数设置造纸机有多种形式,不同的生产品种要求有不同的形式,对于分部传动控制系统可以有多种选择。
本章重点讨论纸机各个部位对传动的不同工艺要求,在此基础上选择不同的控制方法,用于选择对应的传动系统。
3.1造纸机的传动要求和传动形式造纸机传动装置的形式应按造纸机的生产品种、产量和质量等来选择。
大型高速造纸机的主要传动点分别为:真空伏辊、驱网辊、导网辊、真空吸移辊、毛毯压榨、传递压榨、烘缸、压光机和卷纸机等。
由于造纸机的压榨部和烘干部的组数、机内配置情况等的不同,其传动点总数达14~20个或更多,中,低速造纸机的传动点一般的相对较少一些。
有的纸机机内配置有涂布机、软压光机, 其传动点总数多达45个以上。
3.1.1造纸机传动的要求任何配制的造纸机对于传动系统都有如下的要求:1、工作速度的调节:为了使造纸机有较大的产品和原料的适应性,造纸机传动应能保证在较大的范围内均匀的调节速度。
这是由于生产的纸种和定量的不同,需要改变纸机的车速。
又由于具体生产条件如打浆度、浆料配比与种类等的变化会影响浆料在网上的脱水速度和烘缸单位面积的产量。
因此,即使生产同一种纸,也常常需在10%~15%的范围内调节车速。
在专用造纸机(例如新闻纸机)上调速范围I=1:2.5或I=1:2。
在生产印刷及书写用纸的造纸机上,I=1:5。
而在生产工业用纸及高级纸的造纸机上,I=1:8及I=1:10。
2、维持车速稳定:纸机的速度往往由于电源的电压、频率以及纸机负荷等因素的变化而发生变动。
为了稳定纸的定量和减少纸幅断头,要求纸机采用稳速装置。
稳速精度决定于纸的定量的偏差和纸幅不发生断头。
速度偏差最大允许值,对包装纸为±2~3%,对中等质量的纸为±1~2%,对印刷纸为±0.5~1%。
顺便指出,要很准确的调节上网的浆料量是比较困难的,因此在生产规定定量的纸种时,往往用稍稍调节纸机车速的方法来控制纸的实际定量使之符合要求。
造纸机变频传动控制系统电磁兼容牲的分析与设计
・
收稿 日期 :0 2 5 1 2 1— — 8
式 中:
电子 线路 受 干扰 的程 度 ;
干 扰源 的 强
2 9
雹圈一 纸 匝■ 7
度 :C 干扰 源 通过 某途 径 到 达受 干 扰处 的耦 合 因 - _
数 : 受 干扰 电路 的抗干 扰性 能 卜 这 三个环 节相 当复杂 .不 同的场合 有不 同的表 现 , 起来 说 , 总 根据 电磁 感 应 、 电磁 振 荡 与 电磁 波传 播等 基本 物理 规律可 知 .电磁物 理量 随时 间变 化越 快 ,越容 易感 生 电磁 干扰 :频率 越高越 容易产 生辐 射: 电磁 场强度 与距离 平方 成反 比 : 一些 灵敏度 高 的 未屏 蔽 电路容 易产生耦 合 等等
炙
造纸机 变频传动控制系统 电磁
兼 容 牲 的分析 与设 计
王 红 艳
( 西科技 大 学 , 西 西安 ,10 1 陕 陕 7 02 )
…
…
…
…
…
…
…
…
…
…
…
…
。摘
要 …
。 …
。 … ‘
…
…
…
’ …
…
…
…
…
。 .
: : :
在对 电磁 兼容原理 介 绍的基 础上 ,详 细 分析 了 变频 调速 系统 电磁 干扰 产 生的原 因与 途径 , 并 分析 和设 计 , 出了一 些 可供 电气传动 系统设 计 时的参考 措施 。 提 关键词 : 电磁 兼容 分析 与设 计 造 纸传 动
因数 低 . 波 电流 大 , 流 回路 需要 大 的储 能 电容 , 谐 直
造纸机的电气传动系统设计

造纸机的电气传动系统设计随着现代社会的快速发展,纸张作为必不可少的物质之一,其需求量日益增大,需要大量的生产加工来满足需要。
在纸张生产过程中,造纸机是非常重要的生产设备,而其电气传动系统的设计则是决定其工作效率和稳定性的重要因素。
本文将介绍造纸机的电气传动系统设计。
一、造纸机的简介造纸机是指将纸浆喷洒在毛毯上,经过刮刀和避震梁的作用,调整纸浆厚度,并旋转将纸浆挤至排水网上进行脱水处理,最后经过烘干设备,完成纸张的生产。
造纸机涉及的过程较为复杂,需要多机联动协作完成。
因此,其电气传动系统设计非常重要。
二、电气传动系统的设计要点(一)总体方案设计造纸机的电气传动系统需要根据其生产要求和使用要求进行总体方案设计。
要考虑的主要因素有:产量、设备的运转速度、状态检测、用户交互界面、定义数据格式、控制模式等方面。
总体框架设计可以采用三层次结构,即上位机、下位机和I/O层。
下位机通过工控机与上位机进行通讯,I/O层则负责控制各个设备的开关和信号传输。
(二) 驱动控制方案设计驱动控制方案设计要考虑的主要因素为:驱动电机的功率、转速范围、CNC系统性质、设备的互动性要求等。
在造纸机的控制系统中,要实现对设备的控制和监测,可以采用伺服控制技术。
伺服控制系统能够实时检测设备的运转状态,可以通过控制电机转速,达到控制设备的效果。
此外,如果设备运转过程中遇到故障,也能通过伺服控制系统快速响应,并进行记录与诊断。
因此,采用伺服控制技术是造纸机的电气传动系统的更优选择。
(三)三维模型方案设计三维模型方案设计是针对造纸机的结构、驱动、控制等因素进行的模型设计。
通过三维模型,可以快速的模拟出机器运转状态、检测细节等。
在模型设计过程中需要注意的是,尽量减小电机的振动幅度,减少系统的噪音和震动,以使机器在运转过程中不会产生过大的动态变化。
(四)安保系统的设计安保系统的设计是为了保障造纸机的正常运转,确保在不应出现的状况下能够保障机器和人员的安全。
纸机传动控制系统

一般的造纸机主要由网部、压榨部、干燥部、完成部等部分组成。部分纸机还会有施胶部、涂布部、切纸部等。据我了解,我公司PM1主要由网部、压榨部、干燥部、施胶部、完成部(即自动接纸)、切纸部等几部分组成。
当造纸机运行时,由制浆车间来的纸浆经由流浆箱流到网部,经过压榨部脱水,干燥部进行烘干,最后由完成部卷取。纸浆经由纸机的各个传动部分形成纸张,这期间由于纸张的伸缩度不同,传动各个分部之间的速度也不一样,通常称为速差。为了保持传动分部间的纸张的伸缩度和传动分部间的速度一致,就要进行分部的速差控制,使各个分部间严格保持一个相对的速度稳定。不同的纸机,控制的速差也不一样,一般低速纸机约为0.1%左右,高速纸机约为0.05-0.01%左右。
1、传动监控系统(管理级)
◆ 系统构成:工业控制计算机、打印机、WinCC人机监控软件。
◆ 系统任务:对整个传动系统进行集中监控、管理、事件记录、报表处理与打印。人机界面组态、程序调试等。
◆ 管理总线:工业以太网。主要用于和第二级系统之间进行数据交换。并且还可以同时与车间DCS、QCS、车间管理系统等相互通讯。
1、 全数字速度链控制:采用自动化控制级,以造纸机传动系统的第一个点为起点,逐级向后,在整个纸机中形成一个数字化的速度控制链。
2、 速度闭环控制:实现电机同步速度控制,采用直流或交流变频传动控制方案,交流母线(AC BUS)或直流母线(DC BUS)。根据项目的具体要求,采用光电编码器反馈方式,速度控制精度在0.1-0.001%。
1、全数字控制,精度高,稳定性好;
2、高护方便、简单;
4、结合计算机技术和通讯技术,扩展能力强;
5、安装周期短,节省大量有色金属电线电缆等投资;
包装印刷造纸机传动系统设计方案

根据控制系统方案,设计合适的控制程序,包括主程序、中断
程序、子程序等。
05
传动系统关键技术问题 及解决方法
负载特性分析
总结词
了解设备运行过程中的负载特性是传动系统设计的关键。
详细描述
通过分析造纸机的负载特性,可以更好地选择合适的传动元件,如电动机、减速机、轴承等,以适应不同的工况 需求。同时,对于一些特殊的负载波动情况,如突然的冲击载荷或负载突变,也需要采取相应的措施来确保传动 系统的稳定性和可靠性。
优化设计参数确定
齿轮设计
根据机器的运行特性,选择合适的模数、齿数、齿形等参数,以 提高齿轮的传动效率、降低噪音和振动。
轴承选型
根据轴的尺寸和载荷分布,合理选择轴承类型、尺寸和配置方式 ,以实现轴承的可靠运行和支撑。
轴的设计
对轴的材质、截面尺寸、长度和刚度等方面进行合理设计,以满 足机器的运行要求并降低成本。
造纸术是中国古代四大发明之 一,对人类文明的发展做出了 重要的贡献。
包装印刷造纸机是现代造纸工 业中的重要设备,其传动系统 是保证设备正常运行的关键部 分。
目前,包装印刷造纸机的传动 系统存在一些问题,如传动效 率不高、维护成本较高等。
研究目的和意义
01
研究包装印刷造纸机传动系统设 计方案,以提高设备的传动效率 和稳定性,降低维护成本。
06
包装印刷造纸机传动系 统优化设计建议
优化设计方法选择
1 2 3
模拟仿真技术
利用先进的模拟仿真技术对传动系统进行模拟分 析,以预测可能存在的问题和瓶颈,提前进行优 化。
有限元分析
应用有限元分析方法,对传动系统各部件的应力 、应变进行分析,找出潜在的强度和稳定性问题 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要纸对于人们而言是必不可少的一种生活用品,在工作、学习当中都经常会用到。
并且在人类历史的流传以及文化的交流也起着极其重要的作用,在材料中属于最基本的层次。
在我国历史长河中,造纸出现的极早,我国在这个领域当中技术也属于走在世界前沿的,而这个行业对于我国经济的发展也有着极为重要的作用。
目前,我国这个行业的特色是:行业内企业数量较多,但从规模而言都并不大,并且纸张的品种远远跟不上人们的需求,技术层次上并没有突破,大多数工作都要依靠人力进行,对环境造成了恶劣影响。
而根据有关数据显示,在企业方面规模中等的数量在三千左右,在造纸时,选择的都是效率比较低的机器,也就是速度低于300m/min,并且在控制系统方面选择的也一般是开环方式;而速度属于中等范围,也就是300m/min到550m/min之间的,在工作时性能极不稳定,会出现速度链无法达到一致,有时还会出现断纸的现象,由此看来在制造机器时并没有将可能发生的故障灯纳入考量范围,导致生产时出现事故的可能性较大,对企业也有很大的负面影响;而技术较为先进的机器,基本上都是从国外引进,因此在这方面的开销也较大,对于企业的压力也有所提升。
而且因为这方面的限制,引进的机器必须包含有关的所有设备,并且在维修方面因为国内外的差异,造成了很大的阻碍,所以这类机器在真正使用时难度系数较大。
而相关行业竞争相当激励,我国技术方面也没有较大的突破,所以要对这方面予以足够的重视,并且控制系统也要进行不断完善,使得我国在竞争当中不至于处于劣势地位。
在上世纪八十年代,矢量变频技术相对而言已经较为先进,并且为了在实际应用当中,少一些阻碍,以ABB、SIEMENS、AB等公司为代表的电气公司着手针对控制系统进行改进,利用公共直流母线进行技术上的突破,使得传动更为顺畅,并且在那个时期将其应用于各种相关的行业当中,如造纸。
而在1994年,苏州紫兴纸业便逐步开始利用PPS-200系统,到后期,便从国外引进了这类系统构成的规模较大的造纸机,其控制便是利用上述提到的集散控制系统进行的,并且国内研究人员在国外技术的基础之上,不断进行学习和研究,到1997年,天津电气传动研究所便开发了一种基于上述系统但具有自主知识产权的相似系统,并且在实际应用中效果也较好,至此,我国便在这方面不再需要依赖于国外的机器才能进行相应的生产制造。
本文在简要介绍造纸机的国内外发展情况和造纸机的基本结构,主要部分的功能以及工艺流程,机械传动和变频原理的基础上,根据造纸机工艺及传动特点,选用了ABB公司具有直接转矩控制功能的ACS800系列逆变器和西门子公司的S7-400 PLC组成控制系统。
这类机器可以借助参数的变化而改变操作的方式,以及实现不同的功能,进而达到目的。
本控制系统是由ACS800逆变器通过PROFIBUS-DP通讯板与西门子S7-400 PLC组成PROFIBUS-DP总线串行通讯控制系统实现对纸机传动点的启动/停止、增速/减速、爬行/运行等控制功能。
利用PLC编程达到控制的目的,对于速度链、负荷分配、张力等都可以开展,并且利用上述提到的各种配置组成的闭环控制系统,在精细程度上也有了大幅度的提升。
这种应用PLC和逆变器构成的纸机变频传动控制系统能够较好的完成纸机生产工艺中的多种控制功能。
关键词:造纸机,多传动,可编程逻辑控制器,系统设计Paper Machine Common DC Bus System DesignABSTRACTThis paper is briefly introduces the internal and external development situation and the basic structure of paper machine , the main part of the function and the technological process, based on the principle of mechanical transmission and frequency conversion, according to paper machine process and transmission characteristic, chose ABB ACS800 series with direct torque control inverter and Siemens S7-400 PLC control system. ACS800 inverter can be set parameters to choose different ways of operation and various functions to achieve control of the system. This control system is made up of ACS800 inverter through the Profibus-dp communication board with Siemens S7-400 PLC serial communication of Profibus-dp bus control system of paper machine transmission point start/stop, growth/deceleration, crawl/run control function. Through the PLC programming transmission control technology to realize the speed chain, load distribution and tension control function. Through ACS800 inverter and feedback, pulse encoder board of closed loop control system, the transmission point to realize high precision control to the system. The application of PLC and inverter paper machine frequency conversion transmission control system can better to complete the paper machine in the process of production of a variety of control functions.KEYWORDS: Paper machine, Multi drive, PLC, System design1 绪论1.1 造纸机的发展现代造纸技术最早出现在17世纪,发源地是西方国家,在1799年法国就研发出了连续抄纸的机器,由罗贝尔特研发,其组成构建是两个辊子以及在其之间的无端网,和所需的其他配件。
1803年,法国人达都(Leger Didot)和英国机师唐金(B.Donkin)在上述机器的基础上进行改良,发明出来第一台可以在实际生产中大规模使用的机器,被人们称作唐金纸机。
而在1908年,英国纸商福尔德黎尔(Fourdrinier)兄弟将上述提到的机器都收入囊中,变成了至今为人。
所以可以说,造纸机是由罗尔贝特发明,达都和唐止这类发明的唯一法[1]金改进设计的,而由福尔德黎尔兄弟所投资,因而国外均将长网造纸机称为Fourdrinier造纸机。
而根据纸业的结构上的差异可以划分为长网、圆网和夹网三种。
前两种在纸页成型时借助的形式都是单面脱水,所以在最终纸张上两面会有所差异,而最后一种利用的是喷浆达到两面一起脱水的目的,有效减少上述情况发生的可能性。
图1-1 新一代造纸机在相关造纸步骤中极为重要,对于纸张最终形成起了决定性的作用,备受人们青睐。
而我国相关行业领域在经过50多年的不断创新和乳品之后,在技术方面也有了很大的提升,从刚开始的单机工作,到如今大规模的生产,在机器上的发展历经了下述四个时期:(1)起步阶段从二十世纪五十年代后期,我国就针对造纸技术开始研发和创新,在这个时期,在政府的协助以及相关业界的帮助下,在上海,诞生了第一台3150 mm 纸机。
而在计划经济时期,相关行业利用的原材料主要是非木纤维,并且生产的主力军企业规模都并不大,所用的也基本上都是单机,发展路径主要为数量型为主。
在这个时期,技术较为落后,机器配置不够高,造出的纸张质量较大,大部分车速都低于160 m/min。
(2)第一次提升而在二十世纪八十年代,在引进国外技术的基础上,我国也开展了相关的研究,在技术上有了新的突破。
在后期,和美国贝洛依特(Beloit)公司共同创建了西贝造纸胶辊公司,其工作的范围主要与高压线压胶辊有关;与芬兰维美德(Valmet)公司共同创建了西安维美德造纸机械有限公司,工作内容以挡造纸机为主;并且还将奥地利福依特(V oith)位于当时世界前沿的有关部件和刮刀涂布机方面的先进技术也进行引进。
在这个时期,创新发展,研究出了每天可以制造50~75t的长网文化纸机以及100t的叠网纸板机及多圆网纸机,而在速度方面也有了新的突破,达到了最高450 m/min。
(3)第二次提升在二十世纪九十年代,相关研发进一步深入,开发出来规模较大的造纸机,在这个时间段主要突破的为蒸煮、制浆设备,利用不同类型的新型流浆箱、高冲量压榨、袋通风、全数字电控系统;车速最高提到700 m/min,幅宽达到4~5 m,整机配置水平有较大提高。
(4)第三次提升而在本世纪开始,相关行业发展的速度日益提升,在需求上也不断突破,推动了行业不断进步。
尽管如此,和走在世界前沿的技术之间差异仍然很大,在设备上远远匹配不了相应的需求,进口设备的数量也在不断提升。
而随着行业的兴旺,国家也将更多的目光放在这方面,因此设备的研发更加顺畅。
而我国几家规模较大的企业和欧洲的几家进行了技术上的合作,从而使得我国相关技术能够突破到新的层次,在这个时期,在机器和有关设备上都有了新的突破。
而造纸行业的不断进步,并且加上我国的政府的协助,有了市场需求的刺激,相关设备制造行业也必然会迎来新的发展热潮。
而造纸机对于纸张的形成有着决定性的作用,结合有关的先进技术,并且在我国现今科学技术不断突破的时代背景下,必定在将来的五年计划中有着本质上的突破。
1.2 造纸机的工艺流程(1)打浆与配浆打浆从其概念上进行分析,就是将纸浆中的纤维进行处理,使其更加紧密,并且纤维在进行这步操作时吸水可以润胀,从而达到提升弹性的目的。