重复性和再现性分析报告
重复性和再现性分析报告
重复性和再现性分析报告引言一、重复性的定义和意义重复性是指在相同或相似条件下,独立重复进行实验并得到的结果之间的一致性。
重复性的高低可以反映实验方法的可靠性和稳定性。
对于一个研究结果来说,如果其重复性很好,那么我们可以相信这个结果是真实可信的。
重复性的低下可能导致科研成果的无效性和误导性。
由于科学研究是建立在先前研究结果的基础上的,如果先前的研究结果无法重复,那么后续的研究可能会受到影响,甚至会导致整个科学领域的信誉问题。
二、再现性的定义和意义再现性是指在不同的实验条件下,通过独立的实验来得到相似的结果。
再现性的高低可以反映实验结果是否普遍适用于不同的场景和情况。
如果一个研究结果具有良好的再现性,那么我们可以相信该结果不仅仅适用于特定的情况,而且可以推广到更广泛的领域。
再现性是科学研究的核心价值之一、科学研究的目标是发现可重复和可推广的规律和真理,只有当研究结果具有良好的再现性时,我们才能对其进行广泛应用和推广。
三、评估重复性和再现性的方法评估重复性和再现性需要采用科学严谨的方法,以下是几种常见的评估方法:1.独立重复实验:通过独立的实验来验证原始研究结果是否可重复。
为了保证实验的独立性,可以由不同的研究团队或不同的实验室来进行。
2.统计分析:使用统计学方法对多个独立实验的结果进行分析,计算其一致性和可信度。
常用的统计指标包括标准差、相关系数等。
3.文献回顾:通过回顾相关的文献和先前的研究结果,评估重复性和再现性的程度。
还可以参考其他研究者的验证实验结果来判断一个研究的可靠性。
四、重复性和再现性在科学研究中的重要性1.提高研究结果的可靠性:重复性和再现性可以保证研究结果的可靠性和稳定性,避免因为一次实验的偶然性而引起的误解和错误。
2.确保科学方法的有效性:通过重复性和再现性分析,可以评估和验证科学方法的有效性和稳定性。
如果一个方法在多个实验中都能得到相似的结果,那么它就可以被广泛应用。
3.促进科学发展:只有具有良好的重复性和再现性的研究结果才能被广泛接受和应用,从而促进科学知识的进一步发展。
量具重复性和再现性分析报告

6
0.020 0.014 0.000
7
0.000 0.014 0.000
8
0.010 0.014 0.000
9
0.000 0.014 0.000
2
3
4
5
6
7
8
9
10
1
析图)
10
112.3133 112.318 112.307
3
4
5
6
7
8
9
10
112.3133 112.3100 112.3167 112.3067 112.3200 112.3200 112.3000 112.3133
%R&R
=
100 R&R
[ /
TV
= 9.75
%PV
=
100 [ PV / TV ]
= 99.52
1.41(PV/ ndc = R&R)
14.38633 =
注:当实验次数为2次时D4=3.267,A2=1.880;为3次时D4=2.575,A2=1.023;实验次数小于7时,D3 均为0
评价结论: □ %R统是可接受的;
量具可接 □ 10%≤%R&R≤30%,且数据级数ndc大于5,分析原因,参考过程能力并与客户商
受
定;
评价人: □ %R&R>30%,或数据级数ndc小于5时,系统不能接受,必须进行改进。
XXX
日期:
XXX
1
2
112.3100 112.3167
112.318 112.318
112.307 112.307
1
112.31
112.32 112.31 112.31 112.32 112.30 112.32 112.32
量具测量值重复性与再现性的评定

量具测量值重复性与再现性的评定1、相关概念1、重复性:传统上把重复性看作“评价人内变异性”。
重复性是指由一个评价人,用同一种测量仪器,多次测量同一零件的同一特性时获得的测量变差。
它是设备本身固有的变差和性能,通常指设备变差,尽管这样容易使人误解。
但事实上,重复性是在确定的测量条件下连续试验得到的普通原因(随机变差)变差。
当测量环境固定和已定义时,即确定了-固定的零件、仪器、标准、方法、操作者、环境和假设条件时,对于重复性最佳的术语是系统内部变差。
除了设备内部变差以外,重复性也包括在特定测量误差模型下任何情况下的内部变差。
2、再现性:传统上把再现性看作“评价人之间”的变异。
再现性通常定义为由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
手动仪器受操作者技术影响常常是实际情况,然而,在测量过程(即自动操作系统)中操作者就不是主要的变差源了。
由于这个原因,为此,再现性被看作是测量系统之间或测量条件之间的平均变差。
2、数据来源本案例数据节选自深圳市佳宝隆科技有限公司《重复性与再现性分析报告》,为避免重复,笔者采取了其中的前两次测定,结果如下:2 32.00 31.99 31.99 32.00 31.98 31.99 32.00 31.99 31.99 32.00在该实验中,n=10,k=3,m=2。
完成测量任务后应有60个数据,下面将对这些数据进行分析。
3、测量系统评定1、均值极差法(1)软件操作:统计-质量工具-量具研究-量具R&R(交叉)研究(2)运用minitab软件绘制均值控制图与极差控制图结果:(3)结果分析从均值控制图中我们可以看到,30个均值点中有13个处在控制界限外面,达到了65%,大于50&,而从极差控制图中我们可以看到其是受控的,所以我们认为实验中的重复测量数据能用来做出零件间的标准差的估计,同时也说明该测量系统都能够很好的反应零件的区别。
重复性与再现性研究
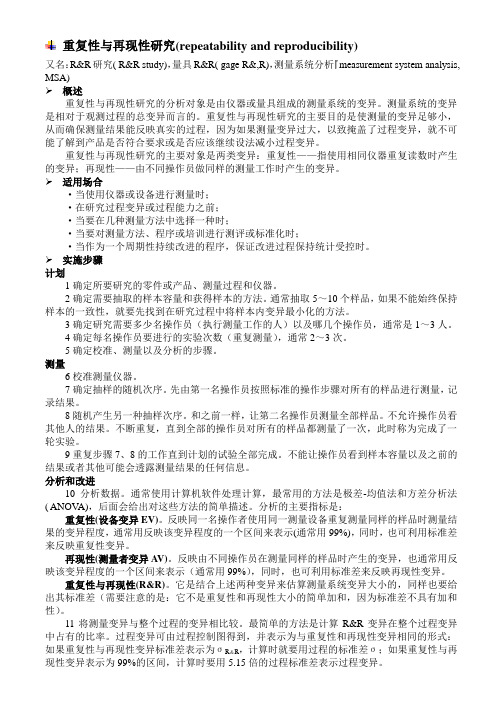
重复性与再现性研究(repeatability and reproducibility)又名:R&R研究( R&R study),量具R&R( gage R&,R),测量系统分析『measurement system analysis, MSA)概述重复性与再现性研究的分析对象是由仪器或量具组成的测量系统的变异。
测量系统的变异是相对于观测过程的总变异而言的。
重复性与再现性研究的主要目的是使测量的变异足够小,从而确保测量结果能反映真实的过程,因为如果测量变异过大,以致掩盖了过程变异,就不可能了解到产品是否符合要求或是否应该继续设法减小过程变异。
重复性与再现性研究的主要对象是两类变异:重复性——指使用相同仪器重复读数时产生的变异;再现性——由不同操作员做同样的测量工作时产生的变异。
适用场合·当使用仪器或设备进行测量时;·在研究过程变异或过程能力之前;·当要在几种测量方法中选择一种时;·当要对测量方法、程序或培训进行测评或标准化时;·当作为一个周期性持续改进的程序,保证改进过程保持统计受控时。
实施步骤计划1确定所要研究的零件或产品、测量过程和仪器。
2确定需要抽取的样本容量和获得样本的方法。
通常抽取5~10个样品,如果不能始终保持样本的一致性,就要先找到在研究过程中将样本内变异最小化的方法。
3确定研究需要多少名操作员(执行测量工作的人)以及哪几个操作员,通常是1~3人。
4确定每名操作员要进行的实验次数(重复测量),通常2~3次。
5确定校准、测量以及分析的步骤。
测量6校准测量仪器。
7确定抽样的随机次序。
先由第一名操作员按照标准的操作步骤对所有的样品进行测量,记录结果。
8随机产生另一种抽样次序。
和之前一样,让第二名操作员测量全部样品。
不允许操作员看其他人的结果。
不断重复,直到全部的操作员对所有的样品都测量了一次,此时称为完成了一轮实验。
量具重复性与再现性
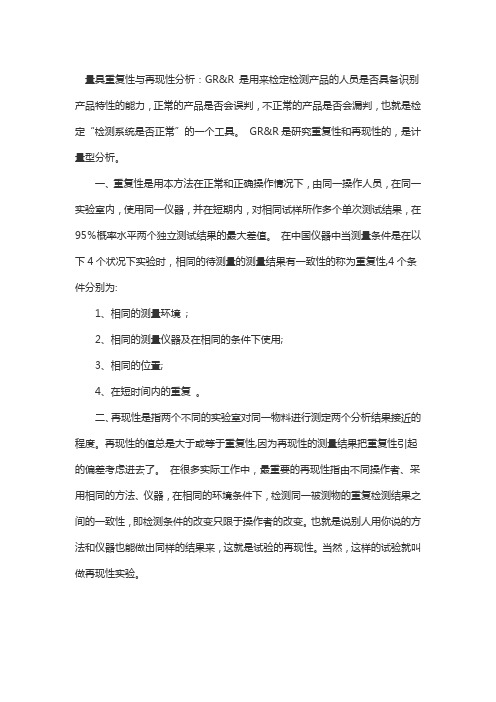
量具重复性与再现性分析:GR&R 是用来检定检测产品的人员是否具备识别产品特性的能力,正常的产品是否会误判,不正常的产品是否会漏判,也就是检定“检测系统是否正常”的一个工具。
GR&R是研究重复性和再现性的,是计量型分析。
一、重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作多个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
在中国仪器中当测量条件是在以下4个状况下实验时,相同的待测量的测量结果有一致性的称为重复性,4个条件分别为:
1、相同的测量环境;
2、相同的测量仪器及在相同的条件下使用;
3、相同的位置;
4、在短时间内的重复。
二、再现性是指两个不同的实验室对同一物料进行测定两个分析结果接近的程度。
再现性的值总是大于或等于重复性,因为再现性的测量结果把重复性引起的偏差考虑进去了。
在很多实际工作中,最重要的再现性指由不同操作者、采用相同的方法、仪器,在相同的环境条件下,检测同一被测物的重复检测结果之间的一致性,即检测条件的改变只限于操作者的改变。
也就是说别人用你说的方法和仪器也能做出同样的结果来,这就是试验的再现性。
当然,这样的试验就叫做再现性实验。
测量系统重复性和再现性分析报告
均值图123 Nhomakorabea4
5
6
7
零件 极差图
UCL LCL
0.537 0.537 0.537
0
0
0
0.537 0
0.537 0
0.537 0
2
3
4
5
6
零件
注:
分析报告
使用公差法 使用零件间变差
XH-JS-CHY-001
XDL-B测厚仪 0.001μm
8
12.114 12.089 12.358 12.187 0.269 11.866 11.843 12.049 11.919 0.206 12.051 12.238 11.985 12.091 0.253 12.066
零 5
14.622 14.532 14.398 14.517 0.224 14.348 14.066 14.135 14.183 0.282 14.531 14.387 14.615 14.511 0.228 14.404
件 6
11.109 11.089 11.014 11.071 0.095 10.991 11.018 11.101 11.037 0.110 10.946 11.212 10.979 11.046 0.266 11.051
日 期:
零件名称
特 性 公差(容差)
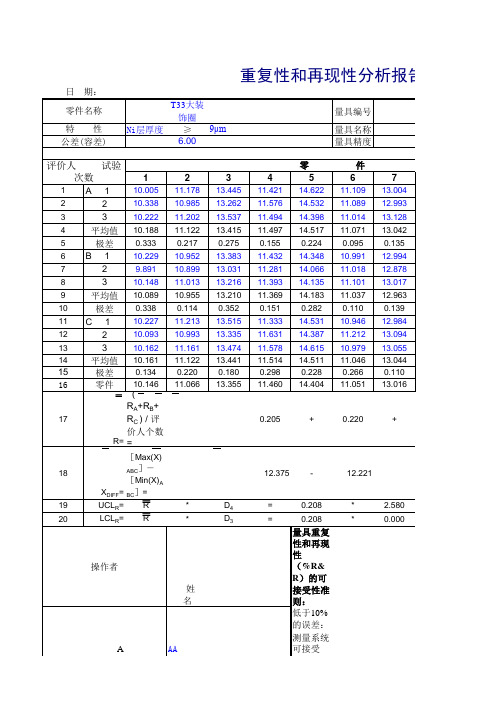
重复性和再现性分析报告
T33大装 饰圈
Ni层厚度 ≥ 9μm 6.00
量具编号
量具名称 量具精度
评价人 试验
次数
1
1 A1
10.005
2
2
10.338
3
3
10.222
4
平均值 10.188
MSA重复性和再现性分析
第1页,共3页2.5±0.2文件编号 Record No.:端盖 HP HUBCAP,GREASE NON-VENTEDE32628-1、E32628-3材料厚度thickness dimensionHD/ZL-SP15-BD002外径千分尺outside micrometerA1-23计量型Measurement type规范 Specifications :特性 Characteristics :零件编号 Part Name :量具名称 Gage Name :量具编号 Gage No.:量具型式 Gage Type.:单位 Units :mm页码 Page No.:B————2015.01.07零件名称 Part No.:部景荣宋宪玉王在军A————C————日期 Date :评价人 Appraiser :第2页,共3页2.5±0.2文件编号 Record No.:端盖 HP HUBCAP,GREASE NON-VENTEDE32628-1、E32628-3材料厚度thickness dimensionHD/ZL-SP15-BD002外径千分尺outside micrometerA1-23计量型Measurement type规范 Specifications :特性 Characteristics :零件编号 Part Name :量具名称 Gage Name :量具编号 Gage No.:量具型式 Gage Type.:单位 Units :mm页码 Page No.:B————2015.01.07零件名称 Part No.:部景荣宋宪玉王在军A————C————日期 Date :评价人 Appraiser :第3页,共3页2.5±0.2文件编号 Record No.:端盖 HP HUBCAP,GREASE NON-VENTEDE32628-1、E32628-3材料厚度thickness dimensionHD/ZL-SP15-BD002外径千分尺outside micrometerA1-23计量型Measurement type规范 Specifications :特性 Characteristics :零件编号 Part Name :量具名称 Gage Name :量具编号 Gage No.:量具型式 Gage Type.:单位 Units :mm页码 Page No.:B————2015.01.07零件名称 Part No.:部景荣宋宪玉王在军A————C————日期 Date :评价人 Appraiser :。
重复性和再现性
量具重复性与再现性分析:GR&R 是用来检定检测产品的人员是否具备识别产品特性的能力,正常的产品是否会误判,不正常的产品是否会漏判,也就是检定“检测系统是否正常”的一个工具。
GR&R是研究重复性和再现性的,是计量型分析。
1.简称:重复性(EV)(equipment variance)设备偏差、(再现性AV)(appriser variance)人員偏差、产品偏差(PV)(products variance),2.重复性(Repeatability):重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作多个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
在中国仪器中当测量条件是在以下4个状况下实验时,相同的待测量的测量结果有一致性的称为重复性,4个条件如下:a、相同的测量环境b、相同的测量仪器及在相同的条件下使用c、相同的位置d、在短时间内的重复3.再现性(Reproducibility)是指两个不同的实验室对同一物料进行测定两个分析结果接近的程度.再现性的值总是大于或等于重复性,因为再现性的测量结果把重复性引起的偏差考虑进去了。
在很多实际工作中,最重要的再现性指由不同操作者、采用相同的方法、仪器,在相同的环境条件下,检测同一被测物的重复检测结果之间的一致性,即检测条件的改变只限于操作者的改变。
也就是说别人用你说的方法和仪器也能做出同样的结果来,这就是试验的再现性。
当然,这样的试验就叫做再现性实验。
4.测量结果的重复性:是指“在相同测量条件下,对同一被测量进行连续多次测量所得结果之间的一致性”。
上述定义中的“一致性”是定量的,可以用重复性条件下对同一量进行多次测量所得结果的分散性来表示。
而表示测量结果分散性的量,最为常用的是实验标准。
重复性条件。
质言之,就是在尽量相同的条件下,包括程序、人员、仪器、环境等,以及尽量短的时间间隔内完成重复测量任务。
重 复 性 和 再 现 性 分 析 报 告
文件号:零件名称芯片推力量具编号量具名称>100g 量具精度评价人试验次数123456781 A 1180.500110.000260.000130.500100.200100.200110.200120.60022180.200120.200260.200130.800100.300100.300110.200120.50033180.300120.300260.500130.900100.800100.200110.500120.200180.333116.833260.233130.733100.433100.233110.300120.4330.30010.3000.5000.4000.6000.1000.3000.4006 B 1180.500120.400250.900130.700100.900100.500110.800120.40072170.500110.500250.800130.600100.200100.600110.500120.40083150.600110.600300.000130.800100.200100.800110.300120.500167.200113.833267.233130.700100.433100.633110.533120.43329.9009.90049.2000.2000.7000.3000.5000.10011C 1180.900130.000280.000130.800100.500100.500110.600120.300122190.200130.500280.500120.900100.600100.600110.200120.800133180.500140.000280.800130.900100.800100.700110.600120.700183.867133.500280.433127.533100.633100.600110.467120.6009.70010.0000.80010.0000.3000.2000.4000.500177.1333#######269.3000129.6556100.5000100.4889110.4333120.488917R= ( R A +R B +R C ) / 评价人个数 =3.3600+10.1000+ 3.240018X DIFF =[Max(X)ABC ]-[Min(X)ABC ]=139.900-135.55019UCL R =R *D 4= 5.567*2.58020LCL R =R *D 3= 5.567*0.000 姓 名量具重复性和再现性(%R&R )的可接受性准则:A低于10%的误差: 测量系统可接受B10%至30%的误差: 根据应用的重要性。
可重复性及可再现性分析报告
A
B
C
来 自 测 可 重 复
直到量具工程更改/版本变化 R = 0.00267
使使用峰态为负的数据组,记录的测量值与真实值差别为负的数据组,记录
的测量值与真实值差别将小于1%,如果 GR&R 小于 30%. 如果您需要更多
信息请与质量小组联系 分析:圈出那些超出限值的点,查明原因并采取纠正措施;让相同的评价人
使用相同的量具用原来的方法重新读值,或剔除这些数值并由其余的数值重
新平均和计算R,以及控制限值.
XDIFF = 0.00733
RPART = 0.13222 基于制件间差别
性
-
设
备 变
化
(E
V)
% EV =
EV = R * K1
100[EV/
EV = 0.00158
Trials
K1
% EV =
3.77
(P
V)
RPART *
PV= K3
PV= 0.04160 总 差 异
(T
V)
(R&R2 TV= + PV2)
Parts
K3
10 0.3146
0.3146 #REF!
TV= 0.04180 量具可重复性和再现性(%R&R)的接受原则:
小于 10% 错误: 计量器系统 OK 10% 至 30% 错误: 根据其重要性决定是否接受。计算 "突变点" = RPN x (% Gage
可重复性及可再现性分析报告
非破坏性 测试
使用公差的方法 使用制件之间的变化
请
恰
当
填
写
以
下
参
数
并
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Part Certification
NON DESTRUCTIVE TEST 非破坏性试验
PLEASE SPECIFY THE FOLLOWING PARAMETERS AND COMPLETE THE FORM ACCORDINGLY PARAMETERS ARE
K 1Number of Trials 试验次数Must be either 2 or 3必须为2或33OK K 2
Number of Operators 操作人数Must be either 2 or 3必须为2或3
3
OK
K 3Number of Parts 零件数
Can be any value between 2 and 10可以2和10之间的任意数
10OK '01 PSW''01 PSW'!A6
'01 PSW'!A21
'01 PSW'!A54
'01 PSW'!H54
MUST ENTER RPN #
Part number 零件号Part name 零件名称Plant 厂家Characteristic 特性 平面度Gage number 量具编号 I0409131Coord by Tolerance
0.03
Gage name 量具名称Phone #
Tolerance (Tol)公差/6
Gage ECL/revision
Date 日期
2013.1.10
OPERATOR P A R T RESULTS
TRIAL #1
2
3
4
5
6
7
8
9
10
AVG A 1
0.020.020.010.020.020.020.020.020.010.01A 10.0191020.020.020.010.020.020.020.020.020.010.01A 20.0186030.020.020.010.020.020.020.020.020.010.01A 3
0.01850Average 均值0.022670.018670.013670.021670.0230.023330.018330.019670.013670.01267X A 0.01873Range 极差0.0030.0010.0010.0020.0030.0010.0010.0020.0010.001R A
0.00160B 1
0.020.020.020.020.020.010.010.020.020.01B 10.0190020.020.020.020.020.020.010.010.020.020.01B 20.0188030.020.020.020.020.020.010.010.020.020.01B 3
0.01860Average 均值0.0230.022670.021330.021670.018670.013670.012330.021330.0220.01133X B 0.01880Range 极差0.0030.0010.0010.0030.0010.0010.0010.0010.0020.001R B
0.00150C 1
0.020.020.020.020.020.020.020.020.020.01C 10.0193020.020.020.020.020.020.020.020.020.020.01C 20.0186030.020.020.020.020.020.020.020.020.020.01C 3
0.01920Average 均值0.021330.018670.017670.021330.021330.022670.018670.0180.018670.012X C 0.01903Range 极差0.0010.0010.0010.0010.0010.0010.0010.0020.0010.002R C
0.00120Part Avg 0.02233
0.02
0.01756
0.02156
0.021
0.01989
0.01644
0.01967
0.01811
0.012
x PART =0.01886Part Range
R PART =
0.01033R =R A + R B + R C / No. of operators =0.00160+0.00150+0.00120/3
R =0.00143X DIFF =
[Max (X )ABC ] - [Min (X )ABC ] =
0.01903-0.01873X DIFF =
0.00030UCL R =R *D 4 =0.00143* 2.570
UCL R =0.00368LCL R =
R
*
D 3 =0.00143
*
0.000
LCL R =
0.00000
OPERATOR NAME
NOTE : It has been statistically proven that the Tolerance Method is better A chan to determine measurement equipment reliability. Even with negative
B lee Kurtosis data sets, the recorded measurements will be less than 1% away
C zhang
from the true value if GR&R is below 30%. Contact Quality Group if you GOOD UNTIL GAGE ECL/revision CHANGE
need more information.
FROM DATA SHEET:R =0.00143X DIFF =0.00030R PART =0.01033
Measurement Unit Analysis 测量数据分析
Based on the TOLERANCE Method 采用公差法
Repeatibility - Equipment Variation (EV)重复性-设备变差
EV =R * K 1% EV = 100[EV/Tol]
EV =0.00085Trials
K 1% EV =25.21
30.5908
Reproducibility - Appraiser Variation (AV)再现性-评价人变差AV= [ ( X DIFF * K 2)2 - (EV 2 / nr)](n parts, r trials)
% AV = 100[AV/Tol]
AV=0.00003Oper
K 2% AV =0.8030.5231
Repeatibility & Reproducibility (R & R)重复性和再现性
% R&R = 100[R&R/Tol]R&R= (EV 2 + AV 2
)% R&R =25.22
R&R=0.00085
Part Variation (PV)零件变差
% PV = 100[PV/Tol]PV=R PART * K 3Parts K 3% PV =96.77PV=0.00325
10
0.3146ndc =(1.41PV/R&R)
Total Variation (TV)总变差
0.3146 ndc = 5.41017702
TV= (R&R 2 + PV 2)#REF!
Gage may be accepted, see next page
TV=0.00336
温岭市正茂汽车零部件有限公司三坐标2L 168316-51 T846010038 缸盖
Part Certification
NON DESTRUCTIVE TEST 非破坏性试验
PLEASE SPECIFY THE FOLLOWING PARAMETERS AND COMPLETE THE FORM ACCORDINGLY PARAMETERS ARE
K 1Number of Trials 试验次数Must be either 2 or 3必须为2或33OK
K 2Number of Operators 操作人数Must be either 2 or 3必须为2或3
3
OK
K 3Number of Parts 零件数
Can be any value between 2 and 10可以2和10之间的任意数
10OK '01 PSW''01 PSW'!A6
'01 PSW'!A21
'01 PSW'!A54
'01 PSW'!H54
MUST ENTER RPN #
Part number 零件号Part name 零件名称Plant 厂家Characteristic 特性 平面度Gage number 量具编号 I0409131Coord by Tolerance
0.03
Gage name 量具名称Phone #
Tolerance (Tol)公差/6
Gage ECL/revision
Date 日期
2013.1.10
温岭市正茂汽车零部件有限公司
三坐标2L 168316-51 T846010038 缸盖。