电子秤内校记录表
电子天平电子秤校准作业指导书.pdf
电子天平电子秤校准作业指导书.pdf电子天平电子秤校准作业指导书1.介绍电子天平电子秤是一种精确测量物体质量的仪器,其准确度对于科研实验和生产过程非常重要。
为了保证电子秤的准确性和可靠性,需要进行定期的校准作业。
本文档旨在提供电子天平电子秤校准的详细步骤和指导。
2.校准的目的校准的目的是为了确保电子天平电子秤能够准确显示被称量物体的质量。
通过校准,我们可以确定电子秤的误差,并进行相应的调整,以达到预期的精确度。
3.所需工具●校准物体(可以是标准物体或者已知质量的物体)●计算机或者数据处理设备●校准软件(如果适用)●校准记录表格4.校准步骤4.1 准备工作●确保电子天平电子秤处于稳定的工作环境,无干扰物。
●检查仪器的外观,确保无损坏和污染。
●打开电子秤电源,等待其稳定。
4.2 初始校准●在空秤状态下,按下校准按钮,进行初始校准。
●根据电子秤型号和校准要求,输入初始参数。
4.3 校准前准备●打开校准软件(如果适用),连接电子秤与计算机。
●确保校准物体已准备好,其质量范围应覆盖所需校准范围。
4.4 校准过程●将校准物体放在电子秤上,并记录显示的质量数值。
●对于不同的校准质量点,重复此过程。
●根据校准软件的要求,输入记录的数值,并进行计算。
4.5 校准调整●根据校准软件的结果,进行电子秤的调整。
●重复校准过程,直至满足校准要求。
●记录最终的校准结果。
5.校准记录●在校准记录表格中记录每次的校准过程和结果。
●包括校准时间、校准质量点、校准物体质量、电子秤数值等信息。
6.附件本文档涉及的附件包括校准记录表格、校准软件及相关说明。
7.法律名词及注释●校准:对仪器进行准确度检查和调整的一系列操作。
●电子天平电子秤:一种利用电子传感器测量物体质量的仪器。
●校准物体:已知质量的物体,用于在校准过程中对电子秤进行比对。
●校准软件:用于辅助校准过程,进行数据处理和结果计算的软件工具。
注意:请根据实际需求进行修改和完善文档内容,以确保符合具体校准要求。
电子秤校准规程

电子秤校准规程1.目的通过对电子秤的内部校准,确保测量结果准确可靠。
2.范围适用于公司内所有在用电子秤。
3.职责3.1品控部:负责内部校准规程的制定及校准工作监督管理,负责按照相关规定对电子秤进行第三方鉴定并负责鉴定记录的归档、保管,并负责本部门所用电子秤日常自校并做好记录。
3.2生产部:负责按规程规定要求对所用电子秤日常自校并做好记录。
4.校准程序4.1角差校准和线性校准4.1.1校准频率:a)新购回首次使用前b)长时间未用重新使用前c)正常使用时每三个月4.1.2校准前准备:秤体稳定地放置在水平台面上,调节电子秤水平气泡至中心位置。
四周无物体相碰,秤台上无杂物,观察其显示器是否为零,若不为零,按“置零”键置零,若不能置零,按不合格测量设备处理。
4.1.3校准:首先进行角差校准,然后进行线性校准。
4.1.3.1角差校准:4.1.3.2线性校准:选择用20% Max和60% Max的砝码,将标准砝码放在电子秤台面的中央,分别进行称量,读数与标准砝码对照,偏差不得超过允许误差。
4.1.4允许误差判断:查下表得允许误差,若超出范围,则该电子秤存在称量误差不能使用。
表一:容量0-500d500-2000d (不含500)2000d利用中误差1.0e2.0e3.0e注:容量:指标准砝码为多少倍的分度值d:实际分度值(对模拟示值,指相邻两个刻线对应值之差;对数字示值,指相邻两个示值之差)e:检定分度值,用于对秤进行分级和检定时使用的,以质量单位表示的值。
对于Ⅲ级的衡器,e=dn:分度值,最大秤量与检定分度值之商。
n=max/d举例:例如一台电子秤的铭牌如下:则我们很简单得知,最大称量max=15Kg。
e=5g,以是:角差校准:2.5kg除以分度值5g,得1000d,查表二,得到允许误差为±2e(2个分度值),即±10g。
线性校准:1.校准用标准砝码I拔取20%的最大称量值15kg*0.2=3kg;2.3kg除以分度值5g,得600d,查表二,得到答应误差为±2e (2个分度值),即±10g;3.校准用标准砝码II选取60%的最大称量值15kg*0.6=9kg;4.9kg除以分度值5g,得1800d,查表二,得到允许误差为±2e(2个分度值),即±10g。
电子秤内部校准规程
(2)任何电子秤在正式校准之前,要用洁净的真丝绸布沾少许的无水酒精去污。电子秤在校准之前要预热半小时以上。校准用的工作台应平整、稳固、具有良好的刚度,并具有一定的防震、隔震效果,且应避免阳光直接照射在电子秤和砝码上。
(3)先将电子秤调到水平,然后将电子秤置零,具体测试时,载荷应从零载荷开始,逐渐单调地往上加载,直加到电子秤的最大称量,然后逐渐单调地卸载,直至零载荷为止。实验测试的具体载荷点,由具体的检定人员视电子秤的情况选取,但必须注意要对空载、自动指示称量、最大称量、最大允许误差值的转换点所对应的载荷进行测试。在周期校准或日常的计量特性检查时,测量点数可适当减少,但最少不能少于5点,各载荷点的示值E是不能超过该电子秤相应载荷时的最大允许误差。
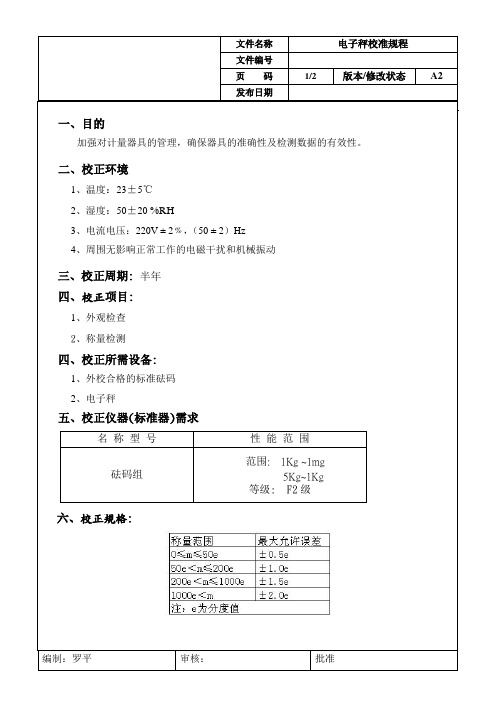
一、目的
加强对计量器具的管理,确保器具的准确性及检测数据的有效性。
二、校正环境
1、温度:23±5℃
2、湿度:50±20%RH
3、电流电压:220V±2﹪,(50±2)Hz
4、周围无影响正常工作的电磁干扰和机械振动
三、校正周期:半年
四、校正项目:
1、外观检查
2、称量检测
四、校正所需设备:
1、外校合格的标准砝码
2、电子秤
五、校正仪器(标准器)需求
名称型号
性能范围
砝码组
范围:1Kg~1mg
5Kg~1Kg
等级:F2级
六、校正規格:
七、校正程序:
1、外观检查:
检查电子秤要干净、无污迹,能调节至水平位,指针式电子秤表头指针要完好、无松动、刻度清晰,秤重表头平稳、平滑;数显式电子秤读数清楚而且能归零。
2、量检测:
(4)不同量程的电子秤可选用不同的基准砝码或其组合进行校准。并将校准结果记录在《校正记录表》中。
最全仪器设备内校作业规程附内校记录表
5.4.3 用千分尺量测针规,两端按限点检测,各测四点,测量值与标准值的误差不可超0.002mm,否则视为不合格;5.4.4 校验合格的针规贴上校准合格证标签,并记录校准数据;5.4.5 校验不合格的贴上不合格标识,并报废或改作他用。
5.5卡尺内校作业细则:5.5.1内校工具:外校合格的卡尺专用量块、干凈碎布;5.5.2准备工作:用干凈的布条将使用平台清洁干凈,再将待校件与量块置于平台上;5.5.3清洁完毕的待校件和量块应置放于平台上至少30分钟以上,使其与环境温度同等;5.5.4校正规程:将游标卡尺外测测爪密合,将其朝向光源,视其两外测量爪间不得有光线透过,且内测间不得有微光透出,如图1:图1 图2 图35.5.5将游标卡尺测深度尺垂直与量块密合,视其表针必须归零且表针应垂直向上(带表)如图2:5.5.6将游标卡尺缓慢推动其手轮,感其是否平稳顺畅;5.5.7归零后用标准的量块进行量测,视其测量结果必须与被测量块尺寸一致;5.5.8用游标卡尺的外量爪测一个10mm的量块,若其测量结果为10,则将其固定,平放在工作平台上,用千分尺测量其张开之内测量爪,视其测量结果必须与块规标准结果一致,如图3:5.5.9目测游标卡尺之外测和内测量爪不得有撞伤,且主尺游标刻度和表内刻度必须清楚,不得模糊不清;5.5.10标准块规应定期送国家单位校正合格;5.5.11数据及报告,由校正人员校正完成后填写《校验记录表》;5.5.12校正结果如为降级使用或暂停使用,在被校验件贴上校验状态标签;5.5.13送修完成的游标卡尺应再实施校正,校准合格后可发放使用;5.5.14游标卡尺之外卡,内卡,深度尺标准测定值如下(图4),示值误差应不大于0.01mm:规格mm 测定点示值误差分度值0~150 5.1 41.2 81.5 121.8 / ±0.01 ±0.020.01/0.020~300 5.1 41.2 81.5 121.8 250 ±0.02 ±0.040~500 5.1 41.2 81.5 121.8 250 ±0.02 ±0.045.5.15 电子卡尺测量值与显示的数值应一致,校验流程同游标卡尺。
车间计量工具内校记录表
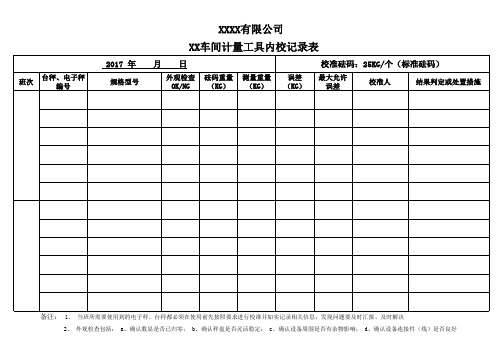
班次 台秤、电子秤 编号 规格型号
月
日
外观检查 OK/NG 砝码重量 (KG) 测量重量 (KG) 误差 (KG)
校准砝码:25KG/个(标准砝码)
最大允许 误差 校准人 结果判定或处置措施
备注: 1、 当班所需要使用到的电子秤、台秤都必须在使用前先按照要求进行校准并如实记录相关信息;发现问题要及时汇报、及时解决
2、 外观检查包括: a、确认数显是否已归零; b、确认秤盘是否灵活稳定; c、确认设备周围是否有杂物影响; d、确认设备连接件(线)是否良好
检验室内部校准规程

内部校准规程(电子秤、电子天平)1.0目的------------------用于规范电子称和电子天平的内部校准方法,以保证称量结果的准确性。
2.0范围--------------------本标准适用于所有电子称和电子天平的内部校准。
3.0工具---------------- 外校标准200g 祛码。
4.1 校准步骤 -------------------- 4.2电子称的校准4.2.1 清洁被校电子秤进行归零调平。
4.2.2 分别在电子秤托盘上的五个位置(四个角和中心点)置放200g 的祛码进行称量,将五个 重量读数取平均值,祛码必须使用由计量检定检验机构校准合格的祛码。
4.2.3 根据下式计算误差 △ (%) = (G — g ) X100%/G 式中G ——祛码示值g ——电子称的平均读数。
4.2.4 误差:△觥)在±5%。
以内,判校准合格,如果出现误差,无论误差数值的大小,现场的校 准人员都必须通知实验室的计量管理员,计量管理员首先应查询是否有备用的电子称。
如果没有 备用的电子称然后在看误差是否在允许误差范围内,再投入使用。
4.3电子天平的校准4.3.1 零位稳定后按CAL 键,显示器显示:CAL -C200-(闪烁等待放置200g 校准祛码) 4.3.2 校准祛码放上后,显示:__(等待校准) 4.3.3 待稳定后,显示:200.00,校准完成。
4.4 如发现电子称有问题及时上报实验室,由实验室人员处理。
5.1校准频率: -----------------------内部校准规程(容量仪器)目的 ------------- 了解容量仪器校准的意义和方法。
1.01.11.22.0初步掌握移液管的校准和容量瓶与移液管间相对校准的操作。
6.0 参考文件 中华人民共和国国家计量检定规程 JJG196范围 --------------------本标准适用于所有滴定管、移液管、容量瓶的内部校准。
电子秤校准测量不确定度评估
电子秤校准测量不确定度评估1. 背景电子秤是一种常用的测量工具,用于测量物体的重量。
为了确保测量结果的准确性和可靠性,电子秤需要进行定期的校准。
校准过程中,评估电子秤的测量不确定度是非常重要的,它反映了测量结果的可信度和误差范围。
2. 测量不确定度的定义测量不确定度是对测量结果的估计,表示为一个范围。
它表示了测量结果与真实值之间的差异,并反映了测量过程中存在的各种误差源。
3. 电子秤校准的误差源在电子秤校准中,存在多种误差源,主要包括以下几个方面:- 称量物体与电子秤的接触不良- 温度和湿度的变化- 电子秤的线性误差- 电子秤的重复性误差4. 电子秤校准不确定度评估方法电子秤校准的测量不确定度评估方法一般可以采用以下步骤:1. 确定校准点:选择合适的校准点,通常是在电子秤测量范围内均匀分布的几个点。
2. 进行校准:在每个校准点上进行多次测量,记录测量结果。
3. 计算平均值:对于每个校准点,计算多次测量结果的平均值。
4. 计算标准偏差:根据多次测量结果的平均值,计算标准偏差,用于评估测量的精度。
5. 估计不确定度:根据标准偏差和置信水平,计算测量不确定度。
5. 实际案例以某电子秤为例,校准范围为100g-1000g。
在3个不同的校准点上,分别进行了10次测量,测量结果如下表所示:根据上表,我们可以计算出每个校准点的平均值,并计算标准偏差。
然后,在给定的置信水平下,通过公式计算出测量不确定度。
6. 结论通过电子秤校准测量不确定度的评估,我们可以得到测量结果的可信度和误差范围。
根据实际情况,我们可以采取相应的措施来减小误差源,提高电子秤的测量精度。
参考文献以上为电子秤校准测量不确定度评估的文档。
在实际应用中,请根据具体情况进行调整和完善。
台秤(电子秤)校准规程
台秤(电子秤)校准规程1、目的通过对电子秤的内部校准,确保计量结果准确、可靠,本规程适应公司台秤(电子秤)。
2、校准前的准备秤体稳定放置在水平台面上,调节电子秤水平气泡至中心位置,四周无物体相碰,秤台上无杂物,正常温、湿度中进行校准,观察其显示器是否为零,若不为零,按“置零”键置零,若不能置零,按不合格计量设备处理。
3、校准首先进行角差校准,然后进行线性校准,角差校准:选择1/3max砝码(max为电子秤最大称量数),将标准砝码放在电子秤台面的4角,分别进行称量,4个角的读数偏差均不得超过允许误差。
线性校准:选择用20%max和60%max砝码,将标准砝码放在电子秤台面的中央,分别进行称量,读数与标准砝码对照,偏差不得超过允许误差(计量精度按单台秤额定能力计算)。
4、校准结果记录填写《电子秤校准记录表》,根据校准结果作出不同的标识处理,品管建立《计量器具管理档案》。
5、不合格及报废处理校验结果不合格衡器处理:封存后停止使用。
通知维修人员或厂家进行修复。
修复后重新校准,确认合格后再投入使用。
报废处理:不能修复的衡器,进行停用报废处理,报废衡器不得在车间其他岗位使用,悬挂封存或报废停用标识。
6、要求标准频率:①新购回首次使用前;②长时间未用重新使用前;③正常使用时每班前一次,班中一次;④不准岗位交换使用和借用。
标准职责:使用台秤(电子秤)岗位的班、组长负责规程的具体校准工作,车间主任负责校准工作监督管理并做好记录。
品管、他储部门计量管理员负责按照相关规定对电子秤进行送外修复和定期外检及第三方监督并负责监督记录,归档。
卫生清洁:①做好防腐、防尘、防水工作,不得用水、油、清洗剂、气体直接对衡器进行清洗(扫),需用干抹布进行擦拭。
②不得用铁器或其它硬物对衡器本身进行造成表面或内部伤害的物质进行污垢清理及敲打;③非校准人员不得使用配置衡器的砝码进行校正或与校准无关的项目。
生产部2014年10月28日。