模具台账新
量具台帐(2009)

表单编号:
使用单位 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 器皿车间 报废日期
2009-10-20 2009-6-1 2009-2-4 2009-5-4 2009-2-17 2008-12-6 2008-5-21 2009-7-30 2009-3-4 2008-5-21 2008-5-21 2009-4-26 2009-2-23 2007-8-3 2007-8-3 2009-1-12
建华模具量检具管理台账
No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 25 26 27 28 29 30 31 32 33 34 本厂编号 C-DK0001-200 B-BF0001 C-DK0002-200 C-DK0003-200 B-BF0002 C-DK0004-200 C-DK0005-200 C-DK0006-200 C-DK0007-200 C-DK0008-200 C-DK0009-200 B-BF0003 B-BF0005 C-DK0011-200 B-BF0006 C-DK0012-200 C-DK0013-200 B-BF0007 C-DK0014-200 B-BF0008 B-BF0009 C-DK0015-200 C-DK0016-200 B-BF0011 C-DK0017-200 B-BF0012 C-DK0018-200 C-YK0002-300 C-YK0003-200 C-YK0004-200 C-DK0019-200 B-BF0013 名称 带表卡尺 百分表 带表卡尺 带表卡尺 百分表 带表卡尺 带表卡尺 带表卡尺 游标卡尺 带表卡尺 带表卡尺 带表卡尺 百分表 百分表 百分表 带表卡尺 百分表 带表卡尺 带表卡尺 百分表 带表卡尺 百分表 百分表 带表卡尺 带表卡尺 百分表 带表卡尺 百分表 带表卡尺 游标卡尺 游标卡尺 游标卡尺 带表卡尺 百分表 出厂编号 C710091218 G208361 C710091683 C778555 H62333 C779017 C907310259 C778204 706118 C710091319 C710091467 C400024 C016828 I31853 H147604 C710231688 H150830 C811110194 C756081 7094486 C710091643 7092670 H147560 C81110058A C710091468 E217686 C710091223 H165112 C808140208 C711210017 3-6105303 3-6118409 C648273 97571 品牌 广陆 广陆 广陆 长风 广陆 长风 长风 长风 上海 广陆 广陆 长风 广陆 广陆 广陆 广陆 广陆 广陆 长风 广陆 川 广陆 广陆 广陆 川 广陆 广陆 广陆 上海 广陆 广陆 长风 生产厂家 桂林 桂林 桂林 苏州 桂林 苏州 苏州 苏州 上海 桂林 桂林 苏州 桂林 桂林 桂林 桂林 桂林 桂林 苏州 桂林 川制 桂林 桂林 桂林 川制 桂林 桂林 桂林 上海 桂林 桂林 苏州 规格 0-200 0-10 0-200 0-200 0-10 0-200 0-200 0-200 0-300 0-200 0-200 0-200 0-10 0-10 0-10 0-200 0-10 0-200 0-200 0-10 0-200 0-10 0-10 0-200 0-200 0-10 0-200 0-10 0-200 0-300 0-200 0-200 0-200 0-10 单位 mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm 购入年月 2008-5-21 2008-12-15 2008-12-15 2008-12-15 2009-10-15 2008-12-15 2009-10-10 2008-5-21 2008-5-21
模具台账(3)

正常 正常 正常 正常 正常 正常 正常 正常 正常 正常
已被盛大调走
美智 美智 美智 美智 美智 美智 美智 美智
600*550*470
1600 2300 1600 1600
201126590467 2011265A0419 201126690190 201126690088 201126790328 201126790330 201126790331 201126790332 201126790335 201121190457 201121190459 201121190130 201121190453 201121190460 201121190460 201120190164 201121190157 201121190423 201121190423 2011211A0474 201121190056 201121190057 2011211A0120 2011211A0120 201121190006 201121190021 201121190055 201121190058 201121190059 201121190070 201121190004 201121190005 2011211A0282 2011211A0283 2011211A0294 2011211A0295 2011211A0395 2011211A0396 201121190553 201121190247 201121190469 201121190465 201121190467 201121190472 201121190308 201121190470 201121190466 201121190519 201121190520 201121190493 201121190476 201121190028 201121190031 201121190029 201121190068 201121190008 201121190001 2011211A0478 201121190157 201121190164 201121190105 201121190007 201121190007 201121390141 21121190513
模具管理系统(MMS)
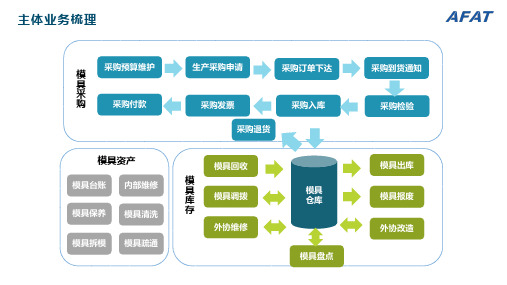
模具采购
模具资产
模具仓库
模具库存
主体业务梳理
采购预算维护
生产采购申请
采购订单下达
采购到货通知
采购检验
采购入库
采购发票
采购付款
采购退货
模具台账
内部维修
模具保养
模具清洗
模具拆模
模具疏通
模具回收
模具盘点
模具调拨
外协维修
外协改造
模具报废
模具出库
主要对模具的管理。以模具自身的台账、维修、清洗、改造、拆模、疏通等为业务主线进行管理。提供模具的台账、文件、维保变动等业务功能。
模具变动记录
清洗记录。内部维修记录。拆模记录。疏通记录。
领用记录。归还记录。调拨记录。外协维修记录。外协改造记录
模具管理系统设计及构建方案
资产管理
基础建模
库存管理
数据中台
接口中心
采购管理
模具资产管理——模具保养
支持模具的定额保养、定期保养;支持保养预警提醒。
保养预警
伺服程序监控
资产管理
基础建模
库存管理
提交采购申请
维护部门采购预算
BPM审批供应商供货
采购管理
基础建模
资产管理
数据中台
接口中心
库存管理
技术部采购部模具仓库三方检验
质量整改
模具管理系统设计及构建方案
提供采购业务管理和质量整改管理功能。
模具采购管理——综述
采购业务管理
采购预算管理生产采购申请采购订单管理采购到货通知采购检验单采购入库采购退货采购发票采购付款
卡片式管理
库存式管理
主要是对模具备件的管理。以备件的出库、入库、库位变动等为业务主线进行管理。提供库存情况、库存变动情况的查询。
工装模具管理规定

工装模具管理规定工装模具管理规定一、总则为规范企业工装模具的管理,保证工装模具的正常运行和使用,提高公司生产效益,特制定本管理规定。
二、管理责任1. 公司经营部门负责工装模具管理工作,并指派专人负责具体实施。
2. 工装模具管理人员应具有一定的专业知识和经验,并按照公司要求参加培训,提高工作能力。
三、采购流程1. 工装模具采购需提前编制采购计划,并经有关部门审批后方可进行采购。
2. 采购模具应严格按照公司的采购程序进行,必须经过比价、招投标等环节,并采纳上级主管部门的审核结果。
3. 采购的模具必须符合国家质量标准,并具有相应的检测报告和质量证书。
四、入库管理1. 工装模具的入库必须经过验收,并填写详细的入库单,以备后续管理使用。
2. 入库后,应有专人负责将模具进行分类,编号,并存放在指定的仓库或货架上。
3. 模具入库后应进行清点,确保数量、规格和型号与入库单一致。
五、领用管理1. 工装模具的领用必须提前填写领用申请单,并经主管领导批准后才能进行领用。
2. 领用模具必须按规定流程进行,由专人负责发放,并在领用单上进行记录。
3. 被领用的模具,应在规定时间内归还,并经过验收。
六、使用管理1. 使用模具前必须经过清洁,确保模具表面的清洁度。
2. 使用模具时应遵循正确的操作规程,避免过度使用、磨损和损坏。
3. 使用模具时应及时检查和维修,确保模具的完好状态。
七、维修管理1. 工装模具的维修应由专业人员负责,并按照维修计划进行。
2. 维修时应仔细检查和排除故障,并将维修记录进行归档。
3. 维修后的模具应进行试验,确保其正常使用。
八、报废管理1. 模具经过维修后,如果达到报废标准,应立即报废。
2. 报废的模具必须填写详细的报废申请单,并经管理人员审核后方可报废。
3. 报废的模具应按照环保要求进行处理,严禁随意丢弃或闲置。
九、台账管理1. 模具管理人员应根据入库和领用情况,建立工装模具的台账,并定期进行更新。
2. 台账中应包含模具的名称、编号、规格、购买时间和维修记录等信息。
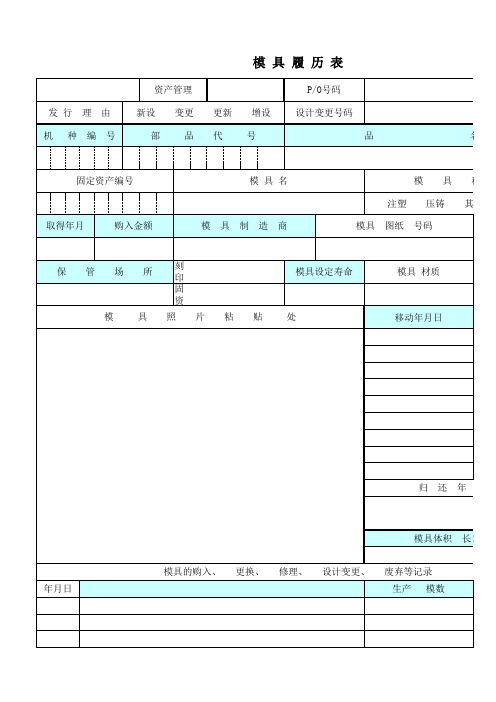
模具台账履历表
、
经手人
模 具 履 历 表
资产管理 发 行 机 种 理 编 由 号 新设 部 变更 品 更新 代 增设 号 P/O号码 设计变更号码 品 名
固定资产编号
模 具 名 注塑
模
具 压铸
种 其它(
取得年月
购入金额
模
具
制
造
商
模具
图纸
号码
保
管
场
所
刻 印: 固资编号:
有 有 粘 贴
无 无
模具设定寿命
模具 材质
模
具
照
片
处
移动年月日
归
还
年
月
日
模具体积 模具的购入、 年月日 更换、 修理、 设计变更、 废弃等记录 生产 模数
长×宽×
借入单位负责人印及单位印章: 借入年月日: 厂家代号
负责人
模 具 履 历 表
品
名
模 注塑
具 压铸
种 其它(类 ) 取 数源自模具 重量保管场所
归 还 年
月
日
模具体积 长×宽×高 修理、 设计变更、 废弃等记录 费 用
工装模具管理台帐

福裕立加 海天卧加 摇臂钻
龙门
④2408014-M4轴承盖
1.2402031-M15轴承盖铣 面钻孔夹具
福裕立加
无
无 无 无 无
2402031-M15-1 2402031-M15-2
2.2402031-M15轴承盖铣 面钻孔夹具
单面立式铣床
2402031-M15-3
工装模具管理台帐
工装编号
使用分厂
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-3
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
(2401014-M15)701-5
日照五征汽车部件 总成有限公司
使用单位 设计部门 设计人
(2401011-M4)734-1
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-2-1 (2401011-M4)734-2-2
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-3-1 (2401011-M4)734-3-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
李华英
(2402031-M15)741-1
日照五征汽车部件 总成有限公司
加工车间
技术科
石绪旺
制作日期 备注
2009.04 2009.05 2009.05 2009.04 2009.04 2009.04 2009.04 2009.03 2009.01 2009.01 2009.12
模具管理规程

1.0目的本程序规定了所有模具管理必须遵循的流程,包括:模具的导入管理、模具台账管理、模具的定期保养/维修管理、模具的设变管理、模具的使用寿命管理、模具的报废管理。
2.0范围适用于公司的所有模具(打样模具、生产模具、刀模)。
3.0职责工程部负责模具的设计、导入及台账的管理,模具使用部门负责模具的保养及维修申请,模房负责模具的维修,在其他部门的充分配合下,保证模具处于良好的生产状态。
4.0程序4.1模具的设计工程部负责模具的设计工作,应根据产品的结构及公司的生产工艺特点设计适合我们公司的最经济、最实用、最环保的模具。
模具需配备的附属零件应在设计时充分考虑。
4.2模具的导入模具的导入分为内制及外制。
对于内制的新模具工程部需配备图纸并标明模具要求完成日期,交公司模房制作,并在模房进行模具的验收、试模动作。
对于外制新模具由工程部填写《模具制造(采购)申请单》,填写清楚模具的制作要求及完成日期,并配备图纸,交经理审批后,将图纸及制作要求传给供应商报价并与供应商沟通清楚模具制作要求。
待供应商报价交经理审批通过后,外发供应商进行制作。
外制模具制作完成后,由工程部依图纸及制作要求对模具进行验收,并在《模具制造(采购)申请单》“处理(验收)结果”一栏填写验收记录及结果。
对于验收不合格的模具,通知供应商不合格原因,并退回供应商更改,直至验收合格为止。
对于验收合格的模具工程部与生产部门协商安排试模,对于试模结果记入《模具制造(采购)申请单》“处理(验收)结果”一栏中的“试模结果”项目。
若试模不合格,需更改模具,工程部第一时间通知供应商,并与供应商沟通清楚修模事项。
修模完成后重复验收、试模动作,直至试模合格为止。
4.3模具的台账对于试模合格的模具工程部将模具信息记入《模具管理台账》,应记录清楚模具的类型、数量、制造日期、供应商等信息。
并在公司内部网络上将《模具管理台账》进行共享,供其它部门查阅。
如果模具的信息变更,IM第•时间更新《模具管理台账》。
台账

20个 杜忠强 24个 12个 36根 50米 2.025km 150米 颜立异 李凌锋 颜立异 李亚朋 颜立异 150米 李亚朋 颜立异
镀铜钢绞线
R30CCS-70
镀铜钢绞线
R30CCS-70
焊药 焊药 连接器 尖头 垂直接地棒 镀铜钢绞线
R115# R90# RCR58 RCT58 R635840 R30CCS-70
线缆敷设
镀铜钢绞线
R30CCS-70
周伟民 颜立异
铁塔地线
月 1 日 11 月 2 日
PE管 硅芯管 PE管 硅芯管 PE管 硅芯管 焊药 连接器 尖头
75/65 40/33 75/65 40/33 75/65 40/33 R115# RCR58 RCT58 R635840 R30CCS-70 40米
RCT58 R635840 R30CCS-70
12个 36根 160米 12.27km
杜忠强 颜立异 杜忠强 颜立异 杜忠强 颜立异 刘荣 颜立异 370#-371#上、下行 371#-372#上、下行
光缆
GYTZA53-32B1
BTS基站O2 11 月 26 日 机柜底座支架 硅芯管 光缆
SMN:BS240_II BS-240II 450*600mm 40/32 GYTZA53-32B1
R635840 RCT58 RCR58 R115# R90# R30CCS-70
12根 4个 10个 6个 6个 68米 16个*2米
陈建忠 颜立异 陈建忠 颜立异 陈建忠 颜立异 陈建忠 颜立异 陈建忠 颜立异 陈建忠 颜立异 王思东 颜立异
382#基站 铁塔地线
热镀锌架桥
120*80*1.5毫米 22个*2米
393#基站 铁塔地线