7焊接符号大全
焊接符号标识

单边角焊缝;焊缝环绕工件一周,焊脚高 3mm。 单边 I 形焊缝。 单边角焊缝;焊脚高4mm;7段焊缝;每段 焊缝长75mm。 槽焊缝;14处;焊后打平。 单边角焊缝;焊脚高3mm;6段焊缝;每段 焊缝长50mm;焊缝间距100mm。 单边 I 形焊缝;焊后打平。 单边 形焊缝;4处;焊缝环绕工件一周。
12
双边交错断续角焊缝;焊脚高3mm;4段焊 缝;每段焊缝长55mm;焊缝间距55mm。 单边 形焊缝;10段焊缝;每段焊缝长 57mm;焊缝间距57mm。 单边 I 形焊缝;焊缝环绕工件一周;焊后打 平。 焊缝;焊脚高3mm。 槽焊缝。 单边角焊缝;焊脚15 16 17 18 19 20
双边 I 形焊缝 单边角焊缝;焊缝环绕工件一周;焊后打平 。 摩擦搅拌焊。 摩擦搅拌焊;单边I 形焊缝。 单边 I 形焊缝;2处焊缝;每段焊缝长 35mm;焊缝间距50mm。
21
22 23
24 25 26 27 28 29 30
摩擦搅拌焊;单边I 形焊缝。 点焊;3处;6点点焊;每点焊缝间距100mm 。 正面为I 形焊缝;反面角焊缝;焊脚高3mm 。 单边 形焊缝;焊脚高3mm。
22che项目常见焊接符号表序号符号图signchart描述description示意图sketchmap备注remarkv形焊缝
CHE项目常见焊接符号表
序号 NO. 1 2 3 4 5 6 7 8 9 10 11 符号图 Sign chart 描述 Description V形焊缝;焊缝有限厚度为3mm。 单边角焊缝;焊脚高3mm。 双边角焊缝;焊脚高2mm。 单边 平。 形焊缝;焊缝环绕工件一周;焊后打 示意图 Sketch map 备注 Remark
单边 I 形焊缝;焊缝表面凸起。 单边角焊缝;焊脚高3mm;焊缝环绕工件一 周;焊缝表面凹陷。
常用焊接符号大全

常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。
本标准适用于金属熔化焊及电阻焊。
2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。
焊缝的表示方法包括焊缝图示法和焊缝符号标注法。
一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。
3.2焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。
3.3当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。
焊接方法在图样上标注时,按附录B(规范性附录)的规定。
要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。
4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
表1基本符号 序号 符号名称 示意图 焊缝符号 1卷边焊缝(卷边完全熔化) 注:不完全熔化的卷边焊缝用Ⅰ形焊缝符号表示,并加注焊缝有效厚度S,见表72 Ⅰ形焊缝 3 V形焊缝 4单边V形焊缝 表1(续)序号 符号名称 示意图 焊缝符号 5 带钝边V形焊缝 6 带钝边单边V形焊缝 7 带钝边U形焊缝 8 带钝边J形焊缝 9 封底焊缝 10 角焊缝 11 塞焊缝或槽焊缝 12 点焊缝 13 缝焊缝 4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号 符号名称 示意图 符号 说明 1 平面符号 焊缝表面平齐 2 凹面符号 焊缝表面凹陷 3 凸面符号 焊缝表面凸起 注:不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
4.2.2辅助符号应用示例见表3。
焊接符号大全(详解)
焊接符号大全焊接符号以标准图示的形式和缩写代码标示出一个焊接接头或钎焊接头完整的信息,如接头的位置、如何制备和如何检测等。
焊接符号完整的代码体系在美国焊接学会(AWS)最新版本的《焊接、钎焊与无损检验的标准符号》(ANSI/AWS A2.4)规程中有详细说明。
焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分。
符号中的信息和单元问题1:焊接符号能够提供什么信息?答:焊接符号能够提供如下信息。
接头类型、焊缝坡口形状、焊缝类型、焊接方法、规程或程序、焊缝位置、质量要求、焊缝次序、焊缝尺寸、最终的焊缝轮廓、工艺要求等。
问题2:焊接符号由哪些单元组成?答:一个焊接符号可以包括如下单元。
参考线、箭头、基本焊接符号、尺寸和其他数据、补充符号、完成符号、尾缀、规程、焊接方法或其他。
参考线和箭头问题3:参考线是什么?答:参考线是构成一个焊接符号的基础,由水平位置的划线组成。
参考线必须画在靠近所要表示的焊接接头符号的旁边。
每一个焊接符号单元必须根据符号标准放置在参考线周围一个适当的位置处。
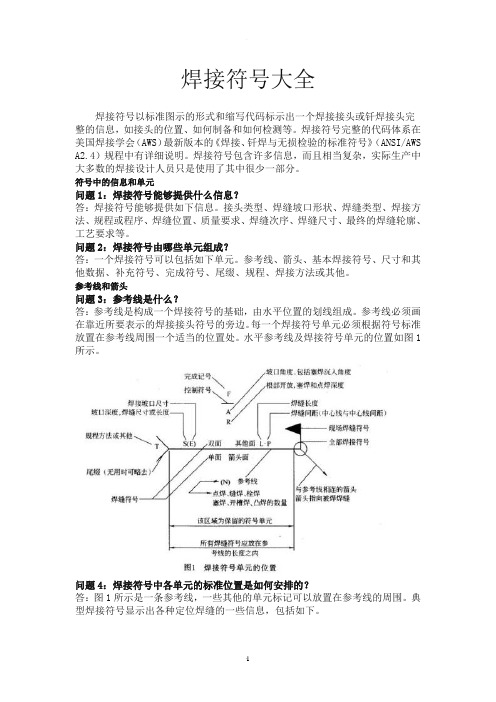
水平参考线及焊接符号单元的位置如图1所示。
问题4:焊接符号中各单元的标准位置是如何安排的?答:图1所示是一条参考线,一些其他的单元标记可以放置在参考线的周围。
典型焊接符号显示出各种定位焊缝的一些信息,包括如下。
①尾缀T 只用于特殊的焊缝,例如,焊接方法改变、焊条改变等,可以在图纸上有详细参考说明。
如果没有参考意义或无须规范,尾缀可以省略。
②参考线上的S 记号S取决于焊缝类型,如有坡口焊缝的熔深、填角焊缝的尺寸、塞焊或开槽焊缝的尺寸、点焊或凸焊焊缝的剪切强度等,这个记号一般是位于焊缝符号的左边。
③记号E 在这里代表一个开坡口焊缝的有效尺寸,也称为焊缝尺寸或焊脚高。
有效尺寸的尺度标在圆括号内,无论箭头指向哪里,这个尺寸和坡口总是位于参考线上焊缝符号的左边。
④R 在这里代表形成所需形状的焊缝数之间的空间,对于对接接头来说是敞开的根部。
焊接符号大全最全易理解
"是表示单侧断续角焊,脚长分别为 6 "是表示 V 形槽焊接。 "是表示全周焊接之意。
(X)24 " (X)25
"属于搭接接头。
(O)26 焊接符号"
(X)27 工程图"
(O)28 焊接符号" (X)29
"表示开 60 度之 V 形槽。 "中,"2"是表示焊件根面。
"是表示 V 形槽焊接,箭头反侧加焊道。
(X)137 (X)138 (O)139 (X)140 (O)141 (O)142 (X)143 (O)144 (O)145 (O)146 (O)147 (O)148 (X)149 (X)150 (X)151 (O)152 (X)153 (O)154 (O)155 (X)156 (X)157 (O)158 (X)159 (X)160 (O)161 (O)162 (O)163 (O)164 (X)165 (X)166 (O)167 (O)168 (X)169 (O)170 (O)171 (X)172 (O)173 (X)174
金属材料中目前以钢铁合金之用途最为广泛。 铸铁材料,因缺乏延展性,易使焊件发生龟裂。 含碳量较高的金属,机械加工时比较容易。 软钢的熔点温度约为 1530℃。 钢铁中如含磷量过高,焊接后焊道容易发生龟裂。 钢铁中含铬量高时其强度及耐磨性均会降低。 材料编号中 SM 是属于锅炉用轧钢料之代号。 凡金属比重在 4 以上者称为重金属。 高张力钢的抗拉强度在 490N/m ㎡(50kgf/m ㎡)。 用高碳钢制成的鎯头可经久耐用。 铝和镁是属于轻金属,其比重均在 4 以下。 制作錾子之材料以中工具钢为宜。 SS41(SS400)之碳钢材料其抗拉强度应在 400N/m ㎡(41kgf/m ㎡)以下。 CNS 钢材编号 SS400(SS41)中"400"("41")表示含碳量。 CNS 金属材料规格 SS400(SS41),其中第一个"S",表示钢料。 SS400(SS41)为中国国家标准(CNS)一般结构用轧钢料规格。 抗拉强度即表示金属在拉断之前,每单位面积能承受之最大拉力。 钢之硬度随着含碳量的增加成反比。 钢铁中含碳量增加时,抗拉强度,也跟着增加。 凡延伸率高之金属其硬度亦较高。 高碳钢于焊接后,其硬度与冷却速率成正比。 碳钢是依据含碳量之高低,可区分为低、中、高碳钢。 软钢之熔点温度较不锈钢低。 铝之比重较钢为大。 硫元素含量多时,将与铁化合成 FeS,增加钢铁材料之热脆性。 碳当量愈高的碳钢焊接后,焊接部位愈倾向于形成麻田散铁。 制造切削工具通常采用低碳钢。 通称软钢是指高碳钢。 铝及镁材料是属于重金属类。 含碳量在 0.6~0.8%之钢,多用于制造工具。 铸铁的抗拉强度与抗压强度相等。 一般而言,延性愈大的材料,焊后愈不易龟裂。 铜的延展性及导电性均比软钢为优。 一般金属会因温度的高低而影响其导电率,在温度较高时导电率较低。 金属材料之机械性质系指其强度、硬度、韧性及脆性等性质而言。 碳钢中含磷量多,则对机械性质有害。 焊件受力在降伏点以下,当外力去除后,恢复原状称之为弹性变形。 软钢的含碳量为 0.13~0.2%。
常用焊接符号大全
常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。
本标准适用于金属熔化焊及电阻焊。
2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。
焊缝的表示方法包括焊缝图示法和焊缝符号标注法。
一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。
3.2焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。
3.3当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。
焊接方法在图样上标注时,按附录B(规范性附录)的规定。
要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。
4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
表1基本符号 序号 符号名称 示意图 焊缝符号 1卷边焊缝(卷边完全熔化) 注:不完全熔化的卷边焊缝用Ⅰ形焊缝符号表示,并加注焊缝有效厚度S,见表72 Ⅰ形焊缝 3 V形焊缝 4单边V形焊缝 表1(续)序号 符号名称 示意图 焊缝符号 5 带钝边V形焊缝 6 带钝边单边V形焊缝 7 带钝边U形焊缝 8 带钝边J形焊缝 9 封底焊缝 10 角焊缝 11 塞焊缝或槽焊缝 12 点焊缝 13 缝焊缝 4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号 符号名称 示意图 符号 说明 1 平面符号 焊缝表面平齐 2 凹面符号 焊缝表面凹陷 3 凸面符号 焊缝表面凸起 注:不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
4.2.2辅助符号应用示例见表3。
点焊焊接符号
点焊焊接符号
点焊焊接符号是用来表示点焊焊接操作的图形符号,通常用于工程图纸和制造图纸中,以指示需要进行点焊的位置。
以下是常见的点焊焊接符号示例:
1. 圆圈符号(●):表示需要进行点焊的位置。
该符号可以以不同的线型或线宽绘制来表示不同的要求或规范。
2. 圆圈中带有“D”字母(○D):表示双面点焊。
即需要在两个相互接触的表面上进行点焊。
3. 圆圈中带有“X”字母(○X):表示点焊位置需要进一步详细说明。
可以通过在图例中注明具体的细节或通过图纸的文字说明来解释点焊的细节要求。
4. 线段连接的多个圆圈符号:表示需要对多个位置进行点焊,这些圆圈通常是通过一条线段连接起来。
需要注意的是,具体的点焊焊接符号可以根据不同的标准和规范而有所变化。
在具体的图纸设计中,应根据适用的标准和规范参考相关图例和说明,确保正确地使用点焊焊接符号。
另外,由于不同行业和地区可能有不同的约定和符号
表示方法,建议咨询相关专业人士以获得准确的指导。
焊接符号、补充焊接符号类型和图纸(大全)
基本焊接符号单V 型坡口焊这是坡口/对接焊缝边缘处理的常见形式。
方坡口焊缝根据焊接工艺,方坡口焊缝将受到最大截面厚度的限制。
单斜角坡口焊缝一种边缘准备工艺,通常在相邻截面只有一个边缘可供准备时使用。
基本焊接符号如果截面厚度大于12 毫米,则使用这种类型的焊接来限制所需焊接金属的数量。
如果型材的厚度大于16mm,并且只有相邻型材的一个边缘可供准备,则使用这种类型的焊缝来限制所需焊接金属的数量。
根据ISO 标准,它说明了具有凸起边缘的板之间的坡口焊缝。
根据AWS 标准,它展示了法兰凹槽接头上的边缘焊缝。
角部法兰坡口焊缝带宽根面的单V型坡口焊缝带宽宽根面单坡口焊缝宽基本焊接符号它展示了带有一个凸起边缘的坡口焊缝板。
根面的单V 型坡口焊缝的ISO 标准符号。
根面单坡口焊缝的ISO 标准符号。
尽管ISO 2553中提到了这两种情况,但最好还是避免使用。
扩口V 型坡口焊缝AWS 标准符号,用于说明由两个曲扩口斜角坡口焊缝一种AWS 标准符号,用于说明由一陡峭侧面V 型坡口焊缝陡峭侧面V 型坡口焊缝的ISO 标陡峭侧面斜角坡口焊缝陡峭侧面斜角坡口焊缝的ISO 标准符号,坡口角度为15 – 30⁰,用于边缘准备。
基本焊接符号角焊缝的符号,是最常用的焊接类型。
如果没有指定,则腿长相等。
说明边缘焊缝,通常仅沉积在一侧。
一种使用完全充满焊接金属的圆形或细长孔形成重叠接头的焊接类型。
电弧点焊电阻点焊电阻缝焊缝基本焊接符号点焊是在单个点使用高热量输入进行的。
符号说明了从接头一侧进行的电弧点焊。
符号用于说明电阻点焊,需要从两侧进行操作。
点焊通常是指电阻点焊。
焊与点焊类似,但它不是单点焊接,而是以线性形式进行。
该符号表示电阻缝焊,需要从接头两侧进行操作。
弧形缝焊符号用于说明弧形缝焊,仅从接头的一侧进行焊接。
缝焊通常采用电阻缝焊,而很少使用电堆焊顾名思义,该符号的箭头线指向要涂敷焊缝金属的整个表面。
补充焊接符号补充焊接符号用于提供有关焊接接头的附加信息。
常用焊接符号介绍
常用焊接符号介绍1. 引言在焊接行业中,焊接符号是非常重要的一部分。
焊接符号是一种图形化的表示方法,用于指示焊缝几何形状和焊接方法。
理解和掌握常用的焊接符号是进行焊接工作的基础,对于提高焊接质量和提高生产效率具有重要意义。
本文将介绍一些常用的焊接符号,帮助读者更好地理解和应用。
2. 直角焊缝符号直角焊缝符号是最常见的焊接符号之一,用于表示直角焊缝的几何形状和焊缝尺寸。
直角焊缝符号由一条横线和两条竖直线组成,横线位于两条竖直线之上。
横线的长度表示焊缝的长度,横线与竖直线的交点表示焊缝的位置。
例如,一个横线长10mm,位于两条竖直线的交点上方2mm的直角焊缝可以表示为:[20 mm(10+10)].焊缝形状符号用于表示焊缝的形状,例如直角焊缝、V型焊缝、U型焊缝等。
这些符号通过特定的图形表示焊缝的形状。
例如,垂直于水平线的两条倾斜线表示V型焊缝,两条平行线表示U型焊缝。
使用焊缝形状符号时,要注意符号的指向。
指向符号的箭头表示焊缝所在的一侧,箭头的方向表示焊缝的位置。
例如,一个倾斜向上的箭头表示焊缝在上侧,倾斜向下的箭头表示焊缝在下侧。
4. 焊缝尺寸符号焊缝尺寸符号用于表示焊缝的尺寸。
焊缝尺寸符号通常由两个数字组成,分别表示“焊缝的宽度”和“焊缝的深度”。
宽度表示焊缝的外侧尺寸,深度表示焊缝的内部深度。
焊缝尺寸符号的表示方法有多种,常见的有直线和箭头组成的符号。
直线的长度表示焊缝的宽度,箭头表示焊缝的深度。
下面是一些常见的焊缝符号示例:•直角焊缝:[20 mm]•V型焊缝:V(90°)•U型焊缝:U(10 mm)•焊缝尺寸示例:12 mm↑-20 mm↓这些示例只是常见的符号示例,实际应用中的焊缝符号还有很多种类,需要根据具体情况进行选择和绘制。
6. 总结常用焊接符号是熟悉焊接工艺和图纸阅读的关键。
本文介绍了一些常用的焊接符号,包括直角焊缝符号、焊缝形状符号和焊缝尺寸符号。
理解和掌握这些符号将有助于读者更好地应用于焊接工作中。
焊接符号大全
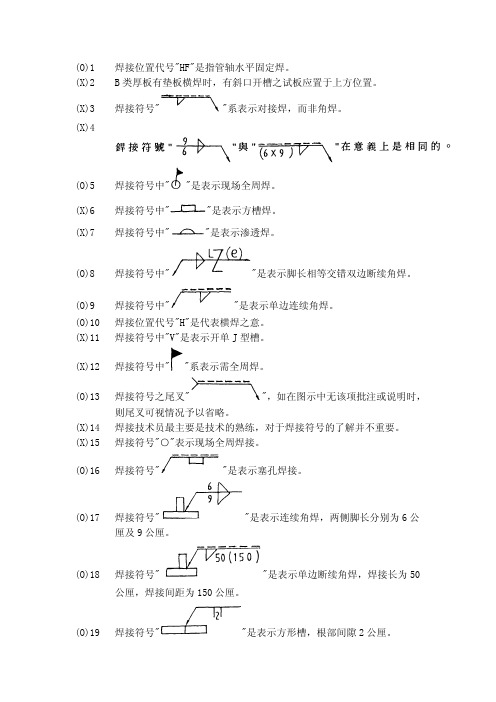
(O)1 銲接位置代號"HF"是指管軸水平固定銲。
(X)2 B類厚板有墊板橫銲時,有斜口開槽之試板應置於上方位置。
(X)3 銲接符號""係表示對接銲,而非角銲。
(X)4(O)5 銲接符號中""是表示現場全周銲。
(X)6 銲接符號中""是表示方槽銲。
(X)7 銲接符號中""是表示滲透銲。
(O)8 銲接符號中""是表示腳長相等交錯雙邊斷續角銲。
(O)9 銲接符號中""是表示單邊連續角銲。
(O)10 銲接位置代號"H"是代表橫銲之意。
(X)11 銲接符號中"V"是表示開單J型槽。
(X)12 銲接符號中""係表示需全周銲。
(O)13 銲接符號之尾叉"",如在圖示中無該項註解或說明時,則尾叉可視情況予以省略。
(X)14 銲接技術員最主要是技術的熟練,對於銲接符號的瞭解並不重要。
(X)15 銲接符號"○"表示現場全周銲接。
(O)16 銲接符號""是表示塞孔銲接。
(O)17 銲接符號""是表示連續角銲,兩側腳長分別為6公厘及9公厘。
(O)18 銲接符號" "是表示單邊斷續角銲,銲接長為50公厘,銲接間距為150公厘。
(O)19 銲接符號""是表示方形槽,根部間隙2公厘。
(O)20 銲接符號""是表示V形槽銲接。
(X)21 銲接符號""是表示單側斷續角銲,腳長分別為6公厘及9公厘。
(X)22 銲接符號""是表示V形槽銲接。
(O)23 銲接符號""是表示全周銲接之意。
(X)24 ""屬於搭接接頭。
(X)25(O)26 銲接符號" "表示開60度之V形槽。
各种焊接符号大全(图文详解)
焊接符号大全1、焊缝标注方法图样上焊缝有两种表示方法,即符号法和图示法。
焊缝标注以符号标注法为主,在必要时允许辅以图示法。
比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
3、焊缝符号及其标注(1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:(2)辅助符号是表示焊缝表面形状特征的符号。
不需要确切地说明焊缝的表面形状时可以不加注辅助符号。
辅助符号配置在基本符号固定位置。
辅助符号有3个。
(3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。
(4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注指引线由箭头线和基准线组成。
(1)箭头线:箭头可指向接头侧和非接头侧;箭头线相对焊缝的位置一般没有特殊要求; 允许箭头线弯折一次。
(2)基准线基准线含有实线基准线和虚线基准线。
虚线基准线可画在实线基准线的上方或下方;焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧;标注双面或对称焊缝时可不加虚线。
5、焊缝尺寸符号及其标注(1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。
焊缝尺寸符号共有16个(详见GB/324-88),例如:(2)焊缝尺寸符号及数据的标注原则(如图):焊缝横截面上的尺寸标注在基本符号的左侧;长度方向的尺寸标在右侧;坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
相同焊缝数量的符号标在尾部。
在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的; 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接符号大全焊接符号以标准图示的形式和缩写代码标示出一个焊接接头或钎焊接头完整的信息,如接头的位置、如何制备和如何检测等。
焊接符号完整的代码体系在美国焊接学会(AWS)最新版本的《焊接、钎焊与无损检验的标准符号》(ANSI/AWS A2.4)规程中有详细说明。
焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分。
符号中的信息和单元问题1:焊接符号能够提供什么信息?答:焊接符号能够提供如下信息。
接头类型、焊缝坡口形状、焊缝类型、焊接方法、规程或程序、焊缝位置、质量要求、焊缝次序、焊缝尺寸、最终的焊缝轮廓、工艺要求等。
问题2:焊接符号由哪些单元组成?答:一个焊接符号可以包括如下单元。
参考线、箭头、基本焊接符号、尺寸和其他数据、补充符号、完成符号、尾缀、规程、焊接方法或其他。
参考线和箭头问题3:参考线是什么?答:参考线是构成一个焊接符号的基础,由水平位置的划线组成。
参考线必须画在靠近所要表示的焊接接头符号的旁边。
每一个焊接符号单元必须根据符号标准放置在参考线周围一个适当的位置处。
水平参考线及焊接符号单元的位置如图1所示。
问题4:焊接符号中各单元的标准位置是如何安排的?答:图1所示是一条参考线,一些其他的单元标记可以放置在参考线的周围。
典型焊接符号显示出各种定位焊缝的一些信息,包括如下。
①尾缀T只用于特殊的焊缝,例如,焊接方法改变、焊条改变等,可以在图纸上有详细参考说明。
如果没有参考意义或无须规范,尾缀可以省略。
②参考线上的S记号S取决于焊缝类型,如有坡口焊缝的熔深、填角焊缝的尺寸、塞焊或开槽焊缝的尺寸、点焊或凸焊焊缝的剪切强度等,这个记号一般是位于焊缝符号的左边。
③记号E在这里代表一个开坡口焊缝的有效尺寸,也称为焊缝尺寸或焊脚高。
有效尺寸的尺度标在圆括号内,无论箭头指向哪里,这个尺寸和坡口总是位于参考线上焊缝符号的左边。
④R在这里代表形成所需形状的焊缝数之间的空间,对于对接接头来说是敞开的根部。
如果是塞焊或开槽焊缝,R在这里表示填充深度。
这个记号位于焊缝符号的中间位置。
⑤A在这里表示对接接头的坡口角度(倾斜角),也包括塞焊焊缝的沉入角度。
⑥F和A之间的水平短线—在这里代表完成的焊缝外形形状。
⑦F在这里表示获得所需焊缝外形的方法,焊缝外形可以通过下述方法获得。
打磨(G)、机械加工(M)、铲削(C)、锤击(H)、滚轧(R)或者其他(U)。
⑧L在这里表示焊缝长度,这个长度标示总是位于焊缝符号的右边。
无论箭头位于何处,这个位置总是不变的。
⑨P在这里表示当焊接中断时焊缝的中心线与中心线的间距。
⑩(N)在这里代表点焊、缝焊、栓焊、塞焊、开槽焊或凸焊焊缝所要求的数量。
问题5:箭头一般放置在哪里?答:箭头线位于参考线的一端或另一端,在焊接接头的箭头线一边有一个箭头,这个箭头能指向任何方向,向上、向下或向前、向后。
一个焊接符号甚至可以有多个箭头。
问题6:箭头符号告诉人们些什么信息?答:与箭头相关的符号放置在参考线各自接头一边的上面或下面。
参考线的术语“箭头侧”是指箭头指向焊缝接头一侧。
位于参考线箭头侧的符号是指接头的箭头侧。
位于参考线另一侧的符号是指接头的另一侧。
当从图纸的底部观看时,箭头侧总是更靠近观看者。
箭头侧和另一侧的例子见图2。
基本符号问题7:什么是基本的焊接符号?答:基本的焊接符号如图3所示。
问题8:已经定义了箭头侧和另一侧,但怎样把焊接符号填放在参考线上?答:与焊缝箭头侧和另一侧有关的参考线上、下焊接符号的位置如图4所示。
值得注意的是,如果被焊的接头只焊接一面,这种类型的接头只需一个焊接符号即可,放置在与接头施焊侧相应的参考线的一侧。
问题9:知道了基本的焊缝符号和箭头的意义,但这些基本符号如何使用呢?答:这些基本符号使用的例子如图5所示。
问题11:卷边焊缝符号如何使用?答:与其他焊接符号一样,卷边焊缝符号非常有用。
箭头侧的卷边焊缝符号的例子如图7所。
组合焊缝符号问题14:什么是组合焊缝符号?答:一个焊接接头有时往往需要不止一种类型的焊缝。
工程结构制造中,带坡口的焊缝常常与另一种焊缝(例如角焊缝)焊接在一起。
当出现这种情况时,人们能见到参考线两边都有焊缝符号,如图9所示。
问题15:为什么使用多组参考线?如何看懂这些参考线?答:多组参考线表示出焊接操作的次序。
第一次焊接操作与箭头一起显示在多组参考线上,在进行下一道线上的操作前,前一次操作必须完成。
远离箭头的每一条线都给出每次连续操作的信息,这些操作还包括一些尾缀中不包括的焊接补充信息,例如检测方法等。
多组参考线的例子如图10所示。
补充符号问题16:什么是补充符号?答:补充符号涉及到焊缝的一些重要信息,是与其他的焊接符号结合在一起的,见图11。
问题18:现场焊接符号如何表示?答:现场焊接符号是箭头和参考线结合处的一面小旗。
这个小旗表示该焊缝需要在现场进行焊接,而不是在车间中预先焊接好。
表示现场焊接的几个焊缝符号如图13所示。
问题19:焊接符号怎样表示出焊缝熔透程度?答:焊接符号表示的熔透程度是一个背面涂黑的记号(在参考线一边呈半月形)。
焊缝熔透符号表示在接头一面焊接时另一面的熔化状态,这个补充符号还包括(在符号的左边)熔化量要求的尺寸。
焊缝熔透符号的例子如图14所示。
问题21:间隔符号表示什么含义?答:位于参考线上的间隔符号,一个方框,表示在接头内放置的材料,称为间隔或插片。
像背面衬垫材料符号一样,间隔符号的特殊规定标注在尾缀中,见图16。
问题22:材料插入符号表示什么含义?答:材料插入符号是位于参考线上的一个矩形符号,这个符号表示在焊接接头处插入的填充材料带或环。
插片或环在焊接中完全熔化,与接头成为整体。
可熔插片一般采用钨极氩弧焊进行焊接。
这个符号规定放置在带坡口焊缝符号相反的一边。
美国焊接学会(AWS)规定将可熔插片分类符号放置在焊接符号的尾缀中。
可熔焊接插片符号的例子如图17所示。
问题23:焊缝外形符号表示什么含义?答:外形符号表示对焊缝表面形状的要求。
焊缝外形包括平滑、上凸、下凹。
外形符号上的字母表示整修焊缝的方法。
C铲削;G打磨;H锤击;M机械加工;R滚轧。
实际焊缝外形要求的相应符号见图18。
问题20:背面垫板符号表示什么含义?答:矩形垫板符号表示有衬垫材料放置在带坡口焊缝的背面,这个符号除了放置在带坡口焊缝符号的相反一边以外,与塞焊缝符号相似。
另一个需要注意的是,字母R可以放置在符号之内,表示焊接之后衬垫材料必须被去除。
背面符号规定的衬垫材料可以与母材相同,也可以是铜、陶瓷、玻璃带、焊剂、气体或其他材料。
要求的衬垫材料类型必须在尾缀中注明。
背面垫板材料符号的例子如图15所示。
问题17:划有圆圈的符号含义是什么?答:划有圆圈的符号位于连接参考线和箭头周围的一个圆圈内。
这个符号表示某接头周围是连续的焊缝,即使焊接方向可能发生变化。
划有圆圈的焊缝及符号的例子如图12所示。
问题13:一个完整的焊缝符号需要哪些最小的单元?答:①参考线+箭头+基本焊接符号。
②参考线+箭头+尾缀。
二者任选其一。
问题12:箭头打折表示什么含意答:箭头打折表示焊接接头两侧只有一边必须开坡口。
箭头指向的材料是操作者施焊前应开坡口的一边,如图8所示。
问题10:船形位置的V形焊缝符号如何使用?答:单面船形位置的V形焊缝及符号如图6所示。
问题24:打底焊道与封底焊道之间有什么差别?答:打底焊道是在厚板单面坡口对接焊时,为了防止角变形或为了防止自动焊时发生烧穿现象,而先在接头背面坡口根部进行的一道焊接。
封底焊道是在单面坡口对接焊中,先焊完正面坡口焊缝,在背面铲清焊根后,再进行的一道焊接,目的是保证使焊缝根部完全熔合。
问题25:打底焊和封底焊都采用了什么符号?答:这两种焊道采用了相同的符号,但焊接次序在焊接符号的尾缀中有规定,或者采用组合参考线。
打底焊道符号一般标在远离箭头的第一条线上,第二条线上是焊缝坡口符号。
打底焊道符号总是标在焊缝坡口符号的另一边。
封底焊道符号位于离开箭头的第二条线上,接着是焊缝坡口符号。
封底和打底焊道的符号如图19所示。
角焊缝尺寸问题26:什么因素决定了角焊缝的尺寸?答:角焊缝尺寸由焊缝尺寸中最短的焊脚高来决定,见图20。
问题27:角焊缝的尺寸在焊缝符号上是如何标注的?答:角焊缝尺寸用焊脚高表示,焊脚高尺寸标注在角焊缝符号的旁边,如图21所示。
问题28:角焊缝的长度如何确定?答:角焊缝是一条从一端到另一端连续的焊缝,除非有尺寸限制。
如果焊缝不要求是连续的,在角焊缝符号右边应标注一个数码,提示操作者焊缝的长度,如图22所示。
塞焊和开槽焊缝问题29:塞焊焊缝的焊接符号是如何规定的?答:对塞焊焊缝尺寸的规定主要是沉入角度和焊缝填充深度,如图24所示。
问题30:开槽焊缝的尺寸如何标注?答:开槽焊缝测量尺寸的根据是开槽的宽度,长条槽是开在被焊工件的接合面上。
焊接符号上标有开槽的长度,一般在焊缝符号的右边。
问题31:在塞焊焊缝或开槽焊缝的底部能施焊上一层焊道吗?答:可以在塞焊焊缝或开槽焊缝的底部施焊一层焊道,但是这道焊缝实际上是在塞焊或开槽焊缝中的角焊缝,不能被称为塞焊或开槽焊缝。
这种情况下形成的焊缝及符号如图25所示。
表面焊道问题32:什么是表面焊道?答:表面焊道是指那些堆焊在工件表面以改善抗磨损性、增加表面硬度或具有耐蚀性的金属。
为了改善表面硬度或抗磨损性而采用的填充金属称为表面堆焊。
这种工艺经常用于推土机刃板、铲斗以及岩石破碎设备上。
问题33:表面焊道的尺寸和焊接符号怎样表示?答:堆焊焊道的尺寸是从工件表面到焊道面,也即堆焊材料的高度。
堆焊焊道尺寸及符号如图26所示。
角焊缝尺寸l问题26:什么因素决定了角焊缝的尺寸?答:角焊缝尺寸由焊缝尺寸中最短的焊脚高来决定,见图20。
l问题27:角焊缝的尺寸在焊缝符号上是如何标注的?答:角焊缝尺寸用焊脚高表示,焊脚高尺寸标注在角焊缝符号的旁边,如图21所示。
l问题28:角焊缝的长度如何确定?答:角焊缝是一条从一端到另一端连续的焊缝,除非有尺寸限制。
如果焊缝不要求是连续的,在角焊缝符号右边应标注一个数码,提示操作者焊缝的长度,如图22所示。
窗体底端。