海天注塑机的资料共51页
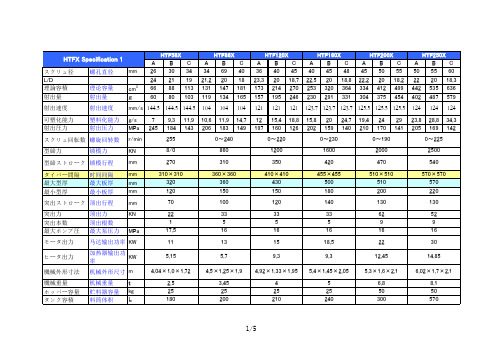
海天注塑机规格参数
260
突出力
顶出力
KN
62
110
110
158
175
突出本数
顶出根数
13
13
13
17
17
最大ポンプ圧 最大泵压力 MPa16 Nhomakorabea16
16
16
16
モータ出力
马达输出功率 KW
30
37
45
55
30+30
ヒータ出力
加热器输出功 率
KW
17.25
19.65
23.85
41.85
46.45
機械外形寸法 机械外形尺寸 m
6.3×2.0×2.4
6.9×2.1×2.5
7.9×2.3×3.2
8.9×2.3×3.7
9.9×2.4×3.8
機械重量
机械重量
t
11
ホッパー容量 贮料器容量 kg
50
タンク容積
料筒体积
L
580
15
19
100
100
922
1050
30 200 1250
36 200 1487
2/5
HTFX Specification 3
23678
17557
31990
39310
51460
射出速度
射出速度
mm/s 1048 1216 1325 1148 1252 1349
1252
1507
1779
2095
2095
2450
可塑化能力
塑料化能力 g/s 147.6 171.2 186.7 167.4 183 196.7
183
201
海天注塑机资料ppt

-
注塑机的注射量是以PS原料为标准,在对空注 射条件下螺杆或油缸柱塞做一次最大的注射行 程,注射装置所能达到的最大注射量。
-
同型号海天注塑机按螺杆直径划分为A、B、C、D四种( 小设备只有A、B、C三种)。A型螺杆直径最小,注射压 力最大,注射量最小;D型螺杆直径最大,注射压力最 小,注射量最大。
保证制品质量,比如出黑点,发黄现象 2.阻燃级制品也必须采用镀铬或不锈钢,如果采用
氮化公司无法保证螺杆使用寿命
-
螺杆的选择
• 根据塑料的粘度选择螺杆直径: • PP<PE<PS<ABS<PA<POM<PC+ABS<PC
A,B,C型
• 热固机螺杆选 B型 • PVC螺杆 A,B型
-
A,B型
机筒
• 氮化机筒 (38CrMoAl) • 双金属机筒 (40Cr+离心浇铸)
1.普通注射螺杆螺纹有效长度通常分成加料段(输送段)、压缩段(塑化段)、均化段(计量段)。
因塑料性质不同,螺杆根据压缩段占整体的百分比可分为渐变型螺杆、突变型螺杆、通用型螺杆。
螺杆类型 加料段(L1) 压缩段(L2) 均化段(L3)
渐变型
25~30%
50%
15~20%
海天注塑机技术参数

HTF 海天注塑机技术参数 3
型号参数
单位
螺杆直径
mm
理论注射容量
cm3
注射重量 PS
g
注射压力
Mpa
注射行程
mm
螺杆转速
r/min
料筒加热功率
KW
锁模力
KN
拉杆内间距(水平×垂直) mm
允许最大模具厚度
mm
允许最小模具厚度
mm
移模行程
mm
移模开距(最大)
mm
液压顶出行程
mm
液压顶出力
KN
液压顶出杆数量
75 1423 1295 156
70 1424 1296 204 370 0~160 23.85
80 1860 1693 156
84 2050 1866 141
型号参数
单位
螺杆直径 理论注射容量 注射重量 PS 注射压力 注射行程 螺杆转速 料筒加热功率 锁模力 拉杆内间距(水平×垂直) 允许最大模具厚度 允许最小模具厚度 移模行程 移模开距(最大) 液压顶出行程 液压顶出力 液压顶出杆数量 油泵电动机功率 油箱容积 机器尺寸(长×宽×高) 机器重量 最小模具尺寸(长×宽)
400×400ຫໍສະໝຸດ 410160340
750
100
33
5
13
210
4.7×1.3×1.85
3.4
280×280
40
45
48
253
320
364
230
291
331
202
159
140
201
0~230
9.3
1600
455×455
500
企业培训-海天注塑机维修保养培训资料精品
注射部分故障:检查注射部分是 否漏油,注射活塞和止回阀是否 磨损,需要更换密封圈和止回阀
安全门故障:检查安全门是否能 够正常关闭,安全门限位开关是 否正常工作
05
海天注塑机维修保养培训效 果与反馈
海天注塑机维修保养培训的目标与内容
目标
提高维修人员的技能水平,确保注塑机的稳定运行,降低故障率,提高生产效率 。
3
配备先进的液压和电气控制系统,实现高精度 、高速度的注塑成型,提高生产效率和产品质 量。
海天注塑机的应用领域
海天注塑机广泛应用于汽车、家电、电子、包装、医疗、 建材等众多行业。
针对不同行业的需求,海天注塑机提供专业的解决方案和 定制化服务,帮助客户提高生产效率、降低成本、提升产 品质量。
02
海天注塑机维修保养基础知 识
注射压力不足
可能是由于液压系统泄漏或泵体损坏等原因引起的。排除方法包括检查液压系统密封件、 更换损坏的泵体等。
模具无法锁紧
可能是由于模具调整不当、锁紧机构故障等原因引起的。排除方法包括重新调整模具、维 修锁紧机构等。
03
海天注塑机维修保养实操技 巧
海天注塑机电气系统的维修保养技巧
总结词:了解电气系统的构成和功能、掌握海天 注塑机电气系统的维修保养技巧
01
02
详细描述
介绍海天注塑机机械系统的基本组成、功能 和工作原理。
03
ห้องสมุดไป่ตู้
04
讲解海天注塑机机械系统常见的故障类型及 原因,并提供预防性维护措施。
针对海天注塑机机械系统的常见故障,提供 详细的诊断步骤和维修方法。
05
06
强调安全注意事项,确保维修过程中的安全 操作。
04
海天注塑机维修保养案例分 析
海天注塑机资料

a
20
02合模部分
1.自锁作用 2.增力作用
a
21
移动模板滑脚
a
22
移动模板滑脚
a
23
自动润滑系统
定阻式
润滑点
润滑点
定量加压式
润滑点 润滑点
其它分配器
其它分配器
其它分配器
其它分配器
a
24
自动润滑脂:00号二硫化钼极压锂基脂
a
32
注射
合模
模拟量输入 托模
注射位置尺 合模位置尺 托模位置尺
电子尺零位:关模到底、托退到底 注射到底、座退到底
位置有效区:设备正常工作时,所允许的动作实际位 置和设定位置差值的范围
a
33
模拟量输出
K型热电偶 显示温度=室温+Xmv×25℃ 显示977、770表示无电源,T1010变压器损坏 显示988、888表示热电偶断路 显示990、999表示短路、进入强电
a
50
谢谢! 请多支持!
a
51
a
37
油泵噪音大原因: • 过滤网阻塞 • 液压油乳化变质 • 油泵内部磨损或吸进空气 • 电机和油泵的联轴节损坏 • 电机轴和油泵轴不同心
a
38
液压系统性能的优劣主要取决于构成液压 系统的压力、流量、方向三大阀类 性能的好坏
a
39
三通比例压力流量阀
建立压力:流量、负载 比例压力阀线圈10欧姆,电流0~0.75A 比例流量阀线圈40欧姆,电流0.12~0.7A 因比例压力阀阀芯上端的液压油需经比例流量阀阀芯流过去,所以 比例流量阀必须有起始开口
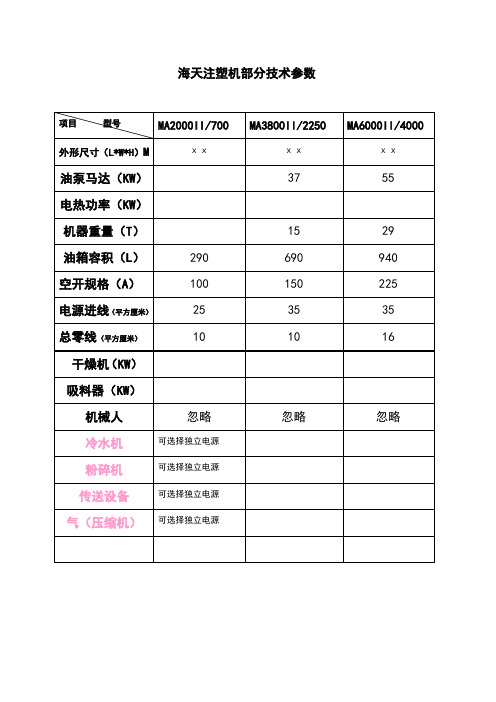
海天注塑机型参数
10
10
16
干燥机(KW)
吸料器(KW)
机械人
忽略
忽略
忽略
冷水机
可选择独立电源
粉碎机
可选择独立电源
传送设备
可选择独立电源
气(压缩机)
可选择独立电源
项目 型号
MA9000II/6800
MA10000II/8400
MA12000II/8400
外形尺寸(L*W*H)M
11.2xx
12xx
1940
2240
2240
空开规格(A)
电源进线(平方厘米)
总零线(平方厘米)
干燥机(KW)
吸料器(KW)
机械人
忽略
忽略
忽略
冷水机
可选择独立电源
粉碎机
可选择独立电源
传送设备
可选择独立电源
气(压缩机)
可选择独立电源
项目 型号
MA28000II/50000
外形尺寸(L*W*H)M
xx
油泵马达(KW)
110+55+55
xx
油泵马达(KW)
22+55
37+55
55+37
电热功率(KW)
机器重量(T)
45
51
60
油箱容积(L)
1280
1480
1480
空开规格(A)
250
300
300
电源进线(平方厘米)
50
95
95
总零线(平方厘米)
16
16
16
干燥机(KW)
吸料器(KW)
机械人
忽略
忽略
海天注塑机电器电脑部分资料

海天注塑机电器电脑部分资料电器电脑部分⽬录⼀、电器理论基础⼆﹑电⼦元器件简介,使⽤及维护检测系统电器1.⾏程开关2.接近开关3.位移传感器4.光电开关5.热电偶6.压⼒传感器执⾏系统电器1.电磁阀、⽓动阀线圈2.加热圈3.电动机4.接触器5.报警灯指令系统电器1.控制器及显⽰器2.继电器其它系统电器1.空⽓开关2.快速熔断器3.变压器4.导线5.开关电源三﹑注塑机电⽓电路分析1. 系统主回路2. 电机启动回路3. 加热回路4. 电源回路5. 接地回路6. 输⼊回路7. 输出回路8. 电⼦尺回路9. 30欧规12机械⼿四、弘讯电脑基础知识1. 电源系统。
2. 位置尺(A/D)的测量。
3.料筒(A/D)温度的测量和控制。
4.⽐例压⼒,流量(D/A)。
5.⾯板控制及显⽰器。
6.⽅向阀驱动及⾏程输⼊。
7. 使⽤U盘传程序⽅法8. 常见电器故障分析五、⽇本富⼠(FUJI)电脑知识1、各级别密码2、FUJI电脑传输软盘程序3、FUJI控制器系统时间重新设定4、01版FUJI控制器原始资料进⼊⽅法5、电⼦尺归零6、富⼠电脑常见故障分析六、KEBA107X控制器介绍1. 主机板接线和安装2. ⾯板说明3. 流程1、加载程序及调⽤机器和模具参数参数4. 流程2、I/O(输⼊输出)检查5. 流程3、设定各位置尺及压⼒传感器参数6. 流程4、调整各⽐例阀线性7. 流程5、温度设定及优化8. 流程6、润滑参数的设定9. 流程7、⽇期及时间设定10. 流程8、设置机器内部参数11. 流程9、参数存储七、科强控制器售后常⽤知识1. 科强产品体系2. 密码体系3. 售后⼯程师常⽤画⾯4. 常见报警处理5. 硬件更换注意事项6. 现场应急处理7. 程序升级操作⼋、新安全标准1、关于海天380T-4000T安全标准机的主要特征和与客户使⽤有关的注意事项2、关于新安全标准的解释说明3、关于液压安全异常4、⼩机器安全继电器回路5、⼤机器安全继电器回路6、⼤机器光幕回路⼀、电器理论基础什么是电器?对电⼒⽹或电⼒电路实⾏通、断和操作转换者是电器;对电动机实⾏起动、停⽌、正转、反转完成控制任务者是电器;对电路负载、电⼯设备或电动机进⾏过载、过压、短路、断相等保护的电⼯器械也是电器;在电路中传递、变换、放⼤电的或⾮电的信号达到⾃动检测和调节的电⼯器械也是电器。
企业培训-海天注塑机维修保养培训资料精品

注塑机的常见故障及原因
注塑机的常见故障有 喷嘴漏胶、注射压力 不足、制品精度差、 模具温度异常等。
喷嘴漏胶的原因可能 是喷嘴损坏、料筒螺 杆磨损或安装不当。
注射压力不足的原因 可能是注射行程不足 、料筒螺杆磨损或安 装不当、注射油缸漏 油等。
制品精度差的原因可 能是模具损坏或磨损 、成型条件不正确、 塑料原料质量差等。
2023
企业培训-海天注塑机维修 保养培训资料精品
目 录
• 注塑机维修保养基础知识 • 海天注塑机维修保养实操技巧 • 海天注塑机常见故障及排除方法 • 海天注塑机保养维护规范和安全注意事项 • 海天注塑机维修保养培训课程设计思路 • 海天注塑机维修保养培训课程实施方案
01
注塑机维修保养基础知识
检查液压油温、冷却器是否清洁及工作状态、各 电动机的轴承是否缺油、各电器箱及线路是否清 洁、完整等。
每季度必做
检查液压系统的过滤器是否清洁、液压油的污染 程度等。
注塑机安全注意事项
操作前
操作人员必须穿戴齐全的个人防护用品,检查设备的电源线、插头、插座是否牢固,电气 保护装置是否良好,机械防护装置是否完好等。
模具温度异常的原因 可能是冷却水系统故 障、冷却水不充足或 分布不均匀等。
02
海天注塑机维修保养实操技巧
注塑机维修工具和维修配件的介绍和使用
工具箱
应包括各种规格的螺丝刀、钳子、锤子、扳手等,以及一些 专业维修工具,如解码器、示波器等。
配件
包括电源模块、控制板、显示屏、开关、传感器等,不同型 号的注塑机所需配件略有不同。
注塑机常见故障排除步骤和维修实例
• 故障排除步骤 • 初步检查:观察故障现象,检查电源、线路、接口等是否正常。 • 调试程序:进入调试模式,检查程序运行情况,排查错误代码。 • 检查硬件:检查机械部件是否正常,如传感器、开关等。 • 排查故障:根据故障现象,逐步排查故障原因,确定故障部位。 • 维修实例 • 显示屏无显示:可能是电源模块故障或控制板故障,需要逐一排查。 • 油泵不工作:可能是电源故障或油泵本身故障,需检查电源和油泵。