焊接质量控制验收记录表
焊钉焊接工程检验批质量验收记录
焊钉焊接工程检验批质量验收记录一、工程概况工程地点:______施工单位:______监理单位:______质检单位:______二、质量验收依据1.《焊接工程质量验收规范》(以下简称《规范》)。
2.相关设计、施工图纸和技术文件。
三、检验依据和标准1.检验依据:根据《规范》和工程设计要求。
2.检验标准:根据相关规范和设计文件中所要求的焊接工艺和质量要求。
四、检验项目及结果序号检验内容检验方法检验结果1 焊接材料检验进货检验焊钉焊接工程所使用的焊条、焊丝等材料应符合标准要求。
检验结果合格。
2 焊缝外观检验目测检验焊缝外观应平整、均匀、无裂纹、挤压、气孔等缺陷。
检验结果合格。
3 焊缝尺寸检验测量检验焊缝尺寸应符合设计要求。
检验结果合格。
4 焊接质量检验非破坏性检验使用超声波、射线等非破坏性检验方法对焊缝进行检验。
检验结果合格。
5 焊缝抗拉强度检验拉力试验对焊缝进行拉力试验,检验焊缝的抗拉强度是否符合要求。
检验结果合格。
五、检验结论经上述检验项目的检验,焊钉焊接工程检验批质量验收结果合格。
六、质量问题与处理1.根据施工单位提供的材料进货检验记录,已无质量问题。
2.焊缝外观检验结果合格,未发现任何缺陷。
3.焊缝尺寸符合设计要求。
4.经非破坏性检验,焊缝无任何缺陷。
5.焊缝抗拉强度符合设计要求。
七、工程质量意见与建议根据本次质量检验情况,焊钉焊接工程质量符合相关规范和设计要求,建议施工单位继续保持施工质量水平,并加强施工过程中的质量控制。
八、相关附件1.焊接材料进货检验记录。
2.相关焊接工艺文件和检验记录。
九、参加质量验收人员施工单位代表、监理单位代表、质检单位代表等。
十、编制人:。
工程质量验收记录

7
给排水管道耐压试验条件确认与试验记录
□合格□不合格
8
给排水无压力管道闭水试验条件确认与试验记录
□合格□不合格
9
给排水管道阀门井隐蔽工程记录
□合格□不合格
10
厂区给排水管网排水管道隐蔽工程
□合格□不合格
11
管道静电接地测试记录
□合格□不合格
12
工艺管道水压试验施工方案
□合格□不合格
13
机器安装检查记录(搅拌器)
□合格□不合格
20
机器单机试车记录(机泵、搅拌器)
□合格□不合格
质量控制资料
□合格□不合格
施工单位质量检查员:
施工单位专业技术质量负责人:
日期:
建设(监理)单位验收结论:
专业技术负责人:(监理工程师)
日期:
单位工程质量验收记录
工程
名称
成品罐区扩建项目—减压侧线油罐区
施工
单位
项目经理
周圣国
项目技术负责人
刘德平
序号
检验项目
施工单位检验结果
建设(监理)单位
验收结论
1
储罐基础允许偏差项目复测记录
□合格□不合格
2
立式储罐罐底板预制检验批质量验收记录
□合格□不合格
3
立式储罐罐底板焊接检验批质量验收记录
□合格□不合格
4
罐底板隐蔽工程记录
□合格□不合格
5
罐底真空试漏检查记录
□合格□不合格
项目
技术负责人
刘德平
竣工日期
2011、4
序号
项目
验收记录
结论
1
分部工程
共2分部,经检查2分部,符合标准及设计要求
焊接材料检验批质量验收记录
焊接材料检验批质量验收记录一、检验概况本次检验的焊接材料为X公司提供的焊条,共计1000根。
根据相关标准的要求,对焊接材料进行了外观质量检验、化学成分分析、力学性能测试等多项检验。
二、外观质量检验1.观察焊接材料的外观,焊条表面应平整光洁,无氧化皮和裂纹等缺陷。
检验人员对每根焊条进行了目测,并使用放大镜进行详细观察,均符合要求。
三、化学成分分析1.检验人员从各个焊条中取出试样,并送往实验室进行化学成分分析。
该实验采用XX标准方法进行,测试结果如下:(表格省略)2.检验结果显示,焊接材料的化学成分符合相关标准的要求。
四、力学性能测试1.随机选取10根焊条进行力学性能测试,并对每根焊条进行拉伸试验。
测试结果如下:(表格省略)2.检验结果显示,焊接材料的力学性能符合相关标准的要求。
五、检验结论1.综上所述,根据对焊接材料的外观质量检验、化学成分分析以及力学性能测试,结合相关标准的要求,对本批焊接材料进行质量验收判定如下:a)外观质量:符合要求;b)化学成分:符合要求;c)力学性能:符合要求。
2.本批焊接材料的质量达到验收标准,可以投入使用。
六、意见和建议1.在后续的工作中,建议对焊接材料的质量进行更加严格的控制,以确保每批材料的质量稳定可靠。
2.同时,也建议进一步优化测试方法和标准,以满足不同焊接工艺和材料的需求。
七、备注1.本次检验记录的焊接材料是从X公司采购的,具有供应商提供的质量证明,并合乎相关的标准。
2.检验过程中,未发现任何异常情况或质量问题。
以上是本次焊接材料检验批质量验收记录,供参考使用。
验收表格填写说明及示例

验收表格填写说明及样例一、检验批验收记录表的填写检验批的质量验收应在班组自检的基础上,由施工项目专业质量检查员检查并记录,由监理工程师(建设单位项目专业负责人)组织项目专业质量检查员等进行验收,并按附表3.0.18-1记录。
验收前,施工单位先填好“检验批和分项工程的质量验收记录”(有关监理记录和结论不填),并由项目专业质量检查员和项目专业技术负责人分别在“检验批质量验收记录”和分项工程质量检验记录的相关栏目中如实填写,并在“施工单位检查评定结果”栏填写检查结果,签字完整;然后由监理工程师(建设单位项目专业负责人)组织项目专业质量检查员和项目专业技术负责人等严格按规定程序进行验收,并在“监理(建设)单位验收记录”、“监理(建设)单位验收结论”栏中填写验收情况及结论。
(一)表头的填写1、工程“编号”——依各工程验收范围划分表确定。
2、“表号”——与企业标准(《110kV-1000kV变电(换流)站土建工程施工质量验收及评定规程》(Q/GDW 183—2008)中“验收标准与检验方法”的表号一致。
3、从“单位(子单位)工程名称”至“分包项目经理”如实填写,表头部分必须打印。
4、“施工执行标准名称及编号”一栏,统一填写《110kV-1000kV变电(换流)站土建工程施工质量验收及评定规程》(Q/GDW 183—2008)。
(二)主控项目的填写1、“施工单位自检记录”:原则上用文字简述的方式填写。
涉及“材质证明”、试验报告、复试报告的项目应填写报告编号;如果“材质证明”、试验报告、复试报告较多,按“检验批质量验收附件表”(表3.0.18-2)要求进行汇总,并将其编号填入“施工单位自检记录”。
2、“监理(建设)单位验收记录”:简述验收情况,如“抽查试验报告xx份,结果合格”、“抽查xx组,结果满足要求”等。
3、“质量标准”一栏中没有具体标准,仅有“应符合设计要求”、“应符合现行标准的规定”时,施工单位项目专业技术负责人、专业监理工程师应事先查找“相应标准”或“设计要求”并补充到“质量标准”中。
焊接检验验收情况报告

焊接检验验收情况报告1. 引言本报告旨在对焊接检验验收情况进行详细记录和总结。
通过对焊接工艺、焊接材料、焊接过程以及焊接接头的检验过程和结果的分析,评估焊接接头的质量,并提出改进建议。
2. 焊接检验验收标准在进行焊接接头的检验和验收之前,我们需要明确使用的检验标准。
根据国际标准,我们选取了以下标准进行检验验收:•AWS D1.1/D1.1M:钢结构焊接规范•ASME BPVC Section IX:焊接与热切规范以上标准涵盖了焊接材料的选择、焊接工艺的评估、焊接过程的监测和焊接接头的非破坏性检测等方面的要求。
3. 检验方法和工具在进行焊接接头的检验和验收时,我们使用了以下方法和工具:1.目视检验:通过目视观察焊缝表面,检查是否有明显的焊缺陷,如熔合不良、气孔等。
2.渗透检验:使用渗透剂涂覆焊缝表面,再经过清洗和显像,检查是否有裂纹、孔洞等缺陷。
3.尺寸检验:使用卡尺、游标卡尺等工具测量焊接接头的尺寸是否符合设计要求。
4.声波检测:利用超声波探测仪对焊缝进行检测,检测焊接接头中的内部缺陷,如气孔、夹杂物等。
4. 焊接检验验收流程4.1 焊接工艺评定在进行焊接接头的检验和验收之前,我们首先进行了焊接工艺评定。
根据规范要求,我们制定了焊接试验方案,进行了试块的焊接并进行了相应的力学性能测试。
测试结果表明,焊接接头的强度和韧性符合要求,焊缝的熔深和焊缝形状良好,因此我们采用了该焊接工艺进行焊接接头的制作。
4.2 焊接过程监测在焊接过程中,我们严格按照焊接工艺规范进行操作,并进行了焊接过程的监测。
监测参数包括焊接电流、焊接电压、焊接速度等。
通过监测,我们确保了焊接接头的质量。
4.3 焊接接头检验完成焊接后,我们对焊接接头进行了检验。
首先进行了目视检验,检查了焊缝表面是否有明显的缺陷。
然后进行了渗透检验,发现了一些微细的裂纹,但并不影响焊接接头的使用。
最后进行了尺寸检验,确定焊接接头的尺寸符合设计要求。
4.4 非破坏性检测在进行焊接接头的检验验收过程中,我们还进行了非破坏性检测。
焊缝补强施工及质量检验批质量验收记录
焊缝补强施工及质量检验批质量验收记录一、项目基本信息项目编号:建设单位:设计单位:施工单位:监理单位:质检单位:验收单位:二、施工方案及施工准备1.施工方案:根据设计要求和施工任务书,制定了焊缝补强施工方案。
施工方案包括焊接方法、焊接参数、焊接材料、焊接工艺、焊接顺序等内容。
2.施工准备:(1)材料准备:检查焊条、焊剂、焊接底材等材料的质量,并按照施工方案要求进行储存和保护。
(2)设备准备:检查焊接设备的工作正常,并进行必要的维护和调试。
(3)人员准备:组织焊接作业人员进行相关培训,确保具备焊接作业所需的技术和安全防护知识。
三、施工过程记录日期:天气:施工地点:施工单位:施工过程:施工注意事项:(可以根据实际情况进行详细记录)四、质量检验记录1.焊接前检查(1)焊条焊剂的质量检查:检查焊条焊剂的外观和颜色是否正常,并进行必要的试验,如焊条焊剂湿度试验、焊条焊剂元素成分试验等。
(2)焊接底材的表面清理:检查焊接底材的清洁度是否满足要求,如有油污、锈蚀等现象,需进行清理处理。
2.焊接过程控制(1)焊接参数的控制:检查焊接参数是否符合施工方案的要求,如焊接电流、电压、速度等。
(2)焊接工艺的控制:检查焊接工艺操作是否规范,如焊接顺序、焊缝焊接顺序等。
(3)焊接质量的控制:检查焊缝的焊接质量,如焊缝的焊接均匀度、焊缝的焊缝形状等。
3.焊接后检查(1)焊缝外观检查:检查焊缝的外观质量是否符合要求,如有裂纹、气泡、凹凸等缺陷。
(2)焊缝的力学性能检验:根据设计要求进行相应的力学性能测试,如拉力试验、硬度试验等。
五、质量验收结果经过质量检验,焊缝补强施工符合相关施工要求和质量规范,验收结果合格。
六、存在的问题及改进措施(可根据实际情况记录)七、工程总结(可根据实际情况记录)八、签字建设单位:设计单位:施工单位:监理单位:质检单位:。
焊接过程确认记录
焊接过程确认记录
过程确认记录
需确认的过程电路板手工焊接过程确认部门生产部作业程序和方法文件的操作可行性、合理性、有效性评价:
制定有完整合理的电路板手工焊接工艺规范,通过执行和实践证明可以确认为电路板手工焊接工艺规范是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,能保证目前产品的质量要求.
确认人员:日期:
设施设备的能力确认:(包括完好性、性能的可靠性、安全性等)
焊接过程所使用的设备性能完好,各项技术参数安全可靠。
对焊接设备进行计划地预防性维护和定期保养,保证焊接设备始终处于完好状态。
可以确认为焊接过程所使用的设施设备完全能满足电路板手工焊接工艺规范要求。
确认人员:日期:
人员资格/技能确认:
本项目部目前从事焊接过程的操作人员都具有两年以上手工焊接工作经验,并经本公司资格确认合格后上岗;从这近一
年来的实际工作情况来看,他们确实具备了相应的实际工作能力。
本公司确认他们具有从事手工焊接过程的作业的能力。
确认人员:日期:
监控及记录情况确认:
建立有焊接过程的验收记录并配置合格的监测设备(如老化试验室振动试验台等)进行控制。
验收记录涉及监控内容如:焊接温度、时间等参数要求;确保焊接过程的质量符合要求。
确认人员:日期:
确认结论:
√过程本领充分。
□
□过程能力不足,需要改进。
钢结构(焊钉焊接)分项工程检验批质量验收记录
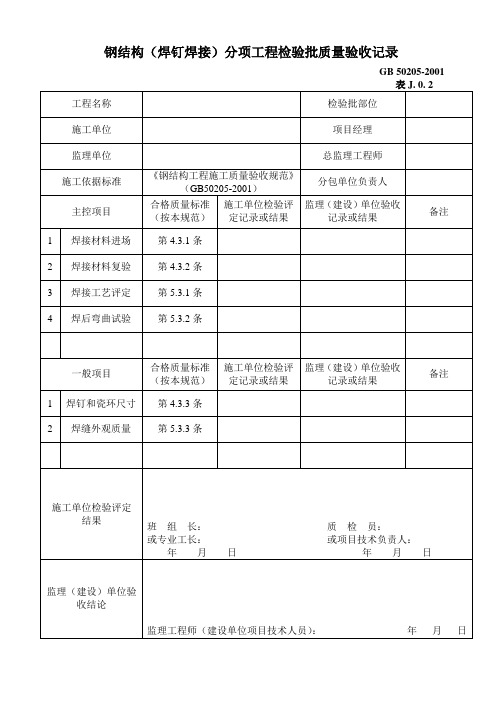
钢结构(焊钉焊接)分项工程检验批质量验收记录GB 50205-2001附带:文明施工重新制作规范的“三板一图”,于4 月10 前完成。
做好宣传鼓舞工作,应在现场大门,塔吊等位置挂设安全质量标牌。
在其他醒目位置部位挂设安全及防火标牌。
设吸烟室(拟定在现场会议室),其他部位严禁吸烟。
加强现场平面管理,现场施工料具码放必须按阶段性指定位置,码放整齐,该成方的成方,该码垛的码垛。
加强现场用火管理,未经项目经理批准,任何人不得擅自动火。
按“三清”、“六好”要求定期进行文明施工检查。
此项工作由项目经理负责组织,一般每月一次。
派专人清扫厕所,经常扫除,定期扫除,定期洒专用药物,宿舍区由组长负责各自卫生区的清扫,以保证职工有一个良好的居住环境。
食堂要坚持卫生责任制,确保饮食卫生。
对食堂外的垃圾进行一次清除,以后要定期清除。
雨期施工技术措施表演池、鲸鱼池、2 号工作间及地下通道施工均可赶上雨期,因而必须采取必要的雨期施工措施。
每次搅拌混凝土前,对砂、石含水率进行现场测定,并相应调整用水量,确保配合比的准确。
浇筑混凝土时(尤其是表演池池壁),因配备塑料薄膜以防临时降雨,以尽可能保证浇筑混凝土连续施工。
如确因突然大雨无法继续施工时,则因留置后浇带(不是施工缝),然后按后浇带做法处理。
表演池底板、池壁的混凝土浇筑时间应根据阶段性天气预报安排,避开降雨天气。
对于尚未进行基础施工的坑壁,进入六月份后要用塑料薄膜覆盖,以防因雨水冲刷造成塌方。
对于表演池观众厅基础处(最南面的三个)已出现边坡裂处安排人尽早清除,以防降雨,引起塌方。
备潜水泵、离心泵各两台,降雨后及时抽走基抗内积水。
鲸鱼池北边基抗边缘进入六月份后须培土挡水,以防外面积水流入基坑。
六月上旬进行一次现场用电线路及机械设备全面检查以确保雨期施工安全。
如需在水泥库外面码垛放水泥时,垛底面必须高出地面300mm,且排水通畅,垛子顶面必须铺塑料薄膜一层,且备足苫布,以防水泥受淋变质,露天码存放的水泥最长时间不得超过7d,局部受潮结块水泥,不得用于结构工程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接质量控制验收记录表
项目信息
- 项目名称:
- 项目编号:
- 项目负责人:
- 验收日期:
1.验收目的
本验收记录表旨在确认焊接工作的质量控制措施是否符合要求,并对焊接质量进行评估和验收。
2.验收内容
2.1 焊接工艺文件
- 验证焊接工艺文件的正确性和完整性。
- 检查焊接工艺文件是否符合国家和行业标准。
2.2 焊工资质
- 验证焊工的证书和技术资质是否合格。
- 检查焊工是否具有相关经验并熟悉所需焊接工艺。
2.3 材料准备
- 检查焊接材料的合格证书和原材料质量。
- 验证焊接材料的存放和保管是否符合要求。
2.4 设备和工具
- 确认使用的焊接设备和工具是否符合安全和质量要求。
- 验证焊接设备的检定合格证书是否有效。
2.5 焊接过程控制
- 观察焊接过程中的操作是否规范,包括焊接流程、焊接参数等。
- 检查焊接过程中的试样或测试记录。
2.6 焊接质量检测
- 根据焊接工艺要求进行焊缝外观检查。
- 验证焊缝的尺寸、几何形状和密实性是否符合要求。
3.验收结果
3.1 焊接工艺文件
- 验证结果:合格/不合格
3.2 焊工资质
- 验证结果:合格/不合格
3.3 材料准备
- 验证结果:合格/不合格
3.4 设备和工具
- 验证结果:合格/不合格
3.5 焊接过程控制
- 验证结果:合格/不合格
3.6 焊接质量检测
- 验证结果:合格/不合格
4.验收结论
根据以上验收结果,确认焊接质量控制是否符合要求,并对整体焊接质量进行评估。
5.验收人员
- 验收人员1:
- 验收人员2:
6.备注
(可填写其他备注信息,如存在的问题、改进建议等)
以上为焊接质量控制验收记录表的内容,用于记录焊接工作的质量控制情况和评估结果。
请及时填写并保存此记录表,并确保记录的准确性和完整性。
---
请注意,该记录表仅供参考和使用,具体内容和要求请根据实际情况进行调整和补充。