镀锌钢管质量标准要求
镀锌钢管验收标准

镀锌钢管验收标准镀锌钢管是一种常用的建筑材料,用途广泛,但在使用之前需要进行验收,以确保其质量符合标准,下面将介绍镀锌钢管验收标准的相关内容。
一、外观质量。
1. 镀锌钢管表面应平整光滑,无裂纹、皱折、气泡等缺陷。
2. 镀锌层应均匀、光亮,无脱落、起皮现象。
3. 镀锌钢管两端切割应平整,切口不得有毛刺和裂口。
二、尺寸偏差。
1. 镀锌钢管的外径、壁厚、长度等尺寸应符合设计要求,偏差应在允许范围内。
2. 使用测量工具对镀锌钢管进行尺寸检测,确保其尺寸符合标准要求。
三、化学成分。
1. 对镀锌钢管进行化学成分分析,确保其符合相关标准要求。
2. 检测镀锌层的成分和厚度,保证其符合标准要求。
四、机械性能。
1. 进行拉伸试验、冲击试验等,检测镀锌钢管的机械性能是否符合标准要求。
2. 检测镀锌层的附着力,确保其牢固可靠。
五、表面质量。
1. 对镀锌钢管表面进行检测,确保无明显的划痕、氧化、锈蚀等现象。
2. 采用相关仪器对镀锌层进行厚度检测,保证其符合标准要求。
六、包装和标识。
1. 镀锌钢管应采用适当的包装方式,确保在运输过程中不受损坏。
2. 包装上应标明产品名称、规格、生产厂家、生产日期等相关信息。
七、其他。
1. 检查镀锌钢管的相关证书和质量保证书,确保其合法合规。
2. 对镀锌钢管进行外观检查、尺寸检测、化学成分分析、机械性能测试等全面验收。
通过以上内容的介绍,相信大家对镀锌钢管验收标准有了更清晰的认识。
在进行验收时,需要严格按照相关标准和要求进行,确保镀锌钢管的质量符合标准,提高建筑材料的使用安全性和可靠性。
镀锌钢管国标质量标准要求05883

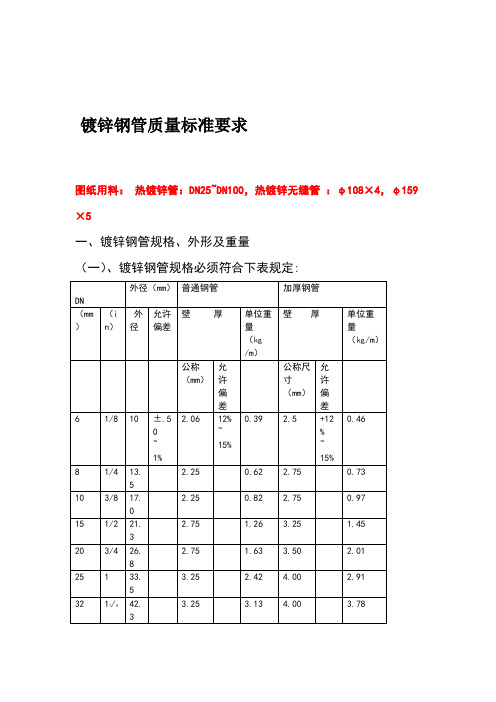
镀锌钢管质量标准要求图纸用料: 热镀锌管: ☠❞☠,热镀锌无缝管∙:φ × ,φ ×一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定(二)、外形及重量、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 通常长度∙∙∙ 镀锌钢管的长度为 ❍,每批允许体重量不大于总重量 ,长度不小于 ❍的短尺钢管。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 定尺长度∙∙∙ 镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为 ❍❍。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 倍尺长度∙∙∙ 镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为 ❍❍。
每个倍尺应留 ❍❍❍❍的切口余量。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 弯曲度∙∙∙ 镀锌钢管应具有使用性的直度。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 端头形状∙∙∙ 镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于 ❍❍。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 交货重量∙∙ 镀锌钢管以实际重量交货。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 标记∙∙∙ 镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合☝所规定的黑管用钢的牌号和化学成份。
、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
、交货状态镀锌钢管以不带螺纹交货。
、螺纹及管接头( ) 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合✡的规定。
( ) 钢制管接头应符合✡的规定,可铸铁管接头应符合✡的规定。
、力学性能钢管镀锌前的力学性能应符合☝的规定。
、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍 次不得变红。
镀锌钢管国标质量标准要求05883
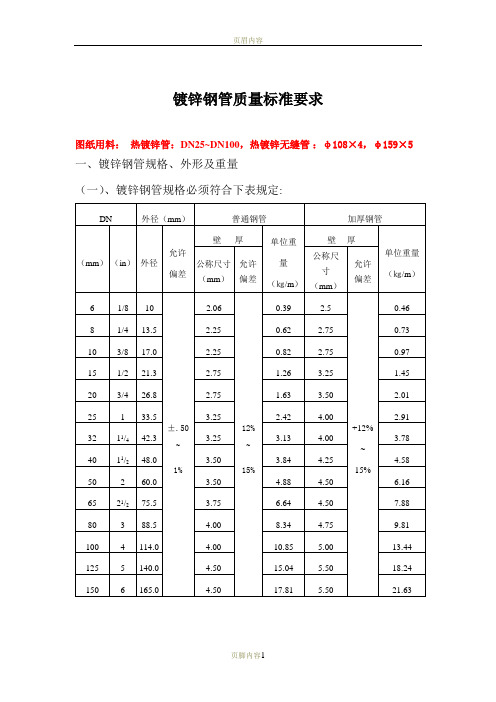
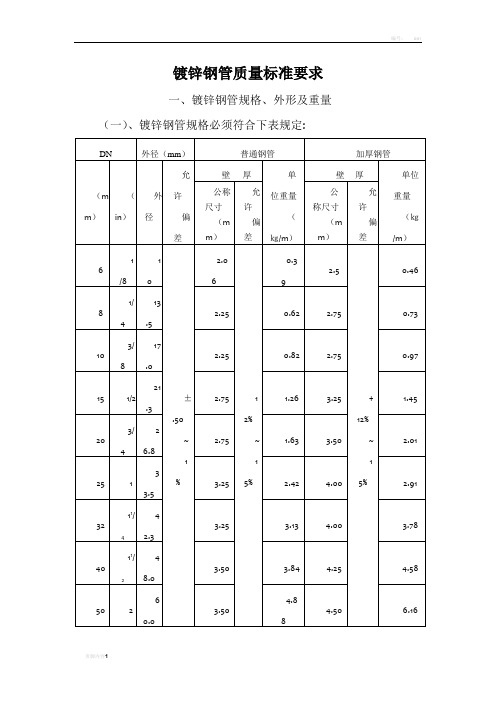
镀锌钢管质量标准要求图纸用料:热镀锌管:DN25~DN100,热镀锌无缝管:φ108×4,φ159×5一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
镀锌钢管国标质量标准要求
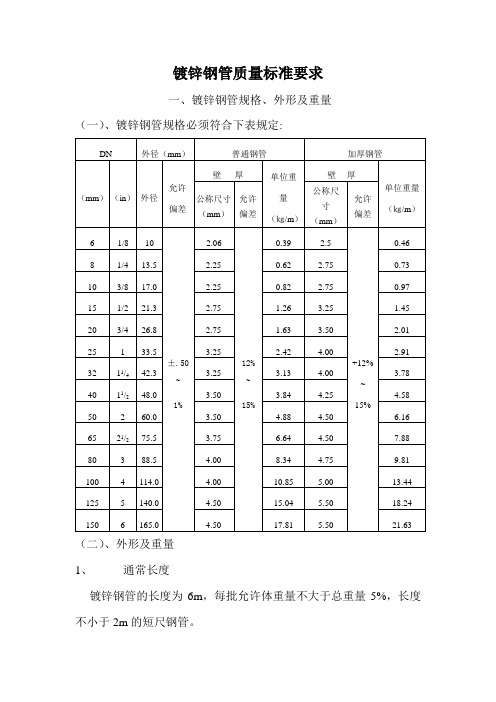
镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
镀锌钢管国标质量标准要求

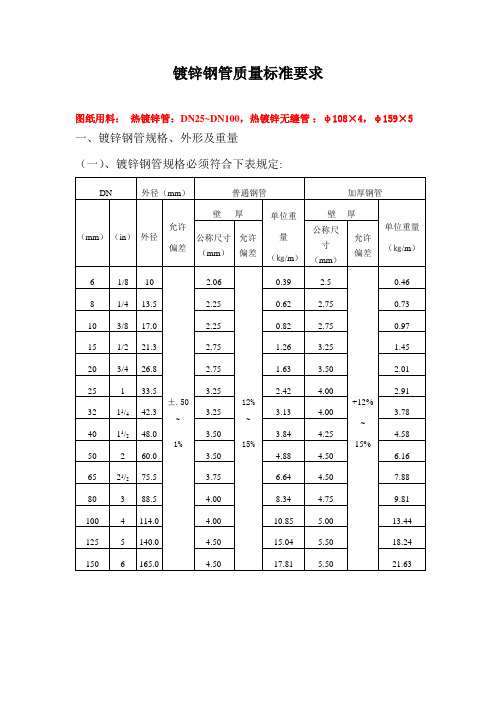
镀锌钢管质量标准要求图纸用料:热镀锌管:DN25~DN100,热镀锌无缝管:φ108×4,φ159×5一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
镀锌钢管国标质量标准要求内容
镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度围其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度围其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
镀锌钢管国标质量标准要求
镀锌钢管质量标准要求图纸用料:热镀锌管:DN25~DN100,热镀锌无缝管:φ108×4,φ159×5一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
镀锌钢管国标质量标准要求
镀锌钢管质量标准要求图纸用料:热镀锌管:DN25~DN100,热镀锌无缝管:φ108×4,φ159×5一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀锌钢管质量标准要求
一、镀锌钢管规格、外形及重量
(二)、外形及重量
1、通常长度
镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度
镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度
镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度
镀锌钢管应具有使用性的直度。
5、端头形状
镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量
镀锌钢管以实际重量交货。
7、标记
镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:
1、牌号和化学成份
镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态
镀锌钢管以不带螺纹交货。
4、螺纹及管接头
(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能
钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性
镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验
公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验
水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量
镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量
镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
三、试验方法:
1、表面检查
镀锌钢管的内外表面应用肉眼逐根进行检查。
2、尺寸检查
镀锌钢管应在镀锌前的黑管上用足够精确度的量具逐根进行测量。
3、螺纹检查
带螺纹的镀锌钢管,按YB822的规定,用环规逐根检查螺纹。
四、检验规则:
1、镀锌钢管按批进行检查和验收,每批由同一牌号、同一规格的钢管组成
公称口径≤25mm 每批1000根
公称口径>m25~50m 每批750根
公称口径>50mm 每批500根
2、复验和判定
镀锌钢管的复验和判定规则应符合GB2102的规定。
五、包装、标注及质量证明书
镀锌钢管的包装、标志及质量证明书应符合GB2102的规定。