金属陶瓷NX33NX55
压电陶瓷dcs3参数

压电陶瓷dcs3参数全文共四篇示例,供您参考第一篇示例:压电陶瓷(DCS3)是一种具有压电效应的陶瓷材料,其参数对于压电陶瓷的应用至关重要。
压电陶瓷由于其优异的压电性能、机械性能和化学稳定性,在声学、传感、电声、声表面波设备等领域都有广泛的应用。
在工程领域中,压电陶瓷的参数对于设计和使用压电材料的设备至关重要。
深入了解压电陶瓷DCS3的参数对于工程应用具有重要的意义。
压电陶瓷DCS3的参数之一是压电系数。
压电系数是压电陶瓷材料的一个重要参数,它描述了材料在受到机械应力时产生的电荷量与机械应力的关系。
对于压电陶瓷而言,压电系数的大小直接影响到其在传感、换能器等领域的性能表现。
准确测定和掌握压电陶瓷DCS3的压电系数是非常重要的。
压电陶瓷DCS3的谐振频率也是一个重要参数。
谐振频率是指在给定的尺寸和结构条件下,压电陶瓷在电场作用下产生的机械谐振频率。
该参数直接影响了压电陶瓷在振动传感和滤波器等领域的应用效果。
对于设计和制造具有特定频率响应特性的压电陶瓷设备而言,准确控制谐振频率至关重要。
压电陶瓷DCS3的介电常数也是一个重要的参数。
介电常数描述了材料对电场的响应能力,是一个衡量材料绝缘性能的重要参数。
对于压电陶瓷而言,介电常数的大小直接影响到其在电声换能器、压电陶瓷储能器等设备中的性能表现。
准确掌握压电陶瓷DCS3的介电常数对于实现其在电声应用中的最佳效果至关重要。
压电陶瓷DCS3在不同温度和频率下的参数变化也是需要重点关注的。
由于压电陶瓷在实际工程应用中会受到温度和频率的影响,因此对于其参数随温度和频率的变化规律进行研究和分析,对于完善压电陶瓷材料的工程应用具有重要的意义。
压电陶瓷DCS3的参数对于其在工程应用中的性能表现起着至关重要的作用。
在设计和使用压电陶瓷材料的设备时,需全面了解并准确掌握其各项参数,以确保其在特定应用条件下具有良好的性能表现。
需要加强对其参数变化规律的研究,以进一步完善压电陶瓷材料在工程领域的应用效果。
3d磨砂金属材质参数
3d磨砂金属材质参数
在3D渲染中,磨砂金属材质的参数设置如下:
漫反射:通常设置为接近金属颜色的灰色,以模拟磨砂金属的表面质地。
反射:根据具体情况设置反射的强弱,一般来说,磨砂金属的反射较弱,因此可以将反射的强度设置为较低的值,如50%以下。
光泽度:磨砂金属表面较为粗糙,因此其光泽度较低,可以将光泽度设置为较低的值,如0.5以下。
细分:为了使磨砂金属的表面更加细腻,可以适当增加细分值,如20以上。
凹凸:为了模拟磨砂金属表面的凹凸感,可以在材质的凹凸通道中添加一张对应的法线贴图。
以上参数仅作参考,具体设置还需根据实际情况进行调整。
在
3D渲染中,材质参数的设置需要综合考虑场景的光照、物体的形状、摄像机的角度等因素。
同时,为了达到更逼真的效果,还需要进行渲染测试和调整,直到达到理想的效果为止。
inconel各类焊材简介
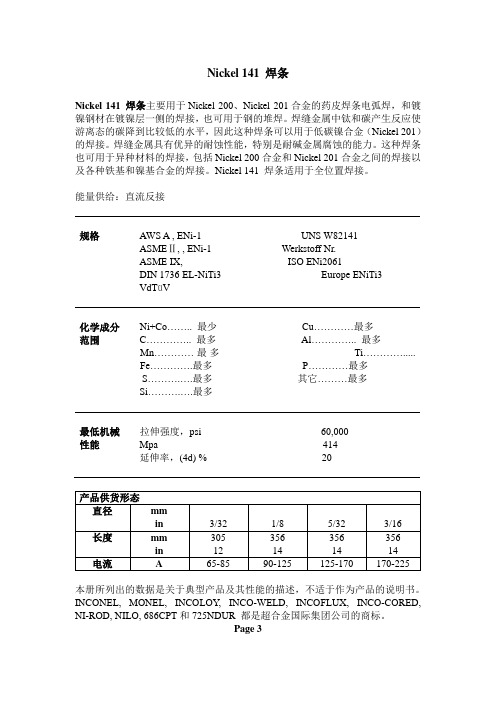
Nickel 141 焊条Nickel 141 焊条主要用于Nickel 200、Nickel 201合金的药皮焊条电弧焊,和镀镍钢材在镀镍层一侧的焊接,也可用于钢的堆焊。
焊缝金属中钛和碳产生反应使游离态的碳降到比较低的水平,因此这种焊条可以用于低碳镍合金(Nickel 201)的焊接。
焊缝金属具有优异的耐蚀性能,特别是耐碱金属腐蚀的能力。
这种焊条也可用于异种材料的焊接,包括Nickel 200合金和Nickel 201合金之间的焊接以及各种铁基和镍基合金的焊接。
Nickel 141 焊条适用于全位置焊接。
能量供给:直流反接规格AWS A , ENi-1 UNS W82141ASMEⅡ, , ENi-1 Werkstoff Nr.ASME IX, ISO ENi2061DIN 1736 EL-NiTi3 Europe ENiTi3VdTüV化学成分Ni+Co…….. 最少Cu…………最多范围C………….. 最多Al………….. 最多Mn…………最多Ti………….....Fe………….最多P…………最多S……….….最多其它………最多Si……….….最多最低机械拉伸强度,psi 60,000性能Mpa 414延伸率,(4d) % 20本册所列出的数据是关于典型产品及其性能的描述,不适于作为产品的说明书。
INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT和725NDUR 都是超合金国际集团公司的商标。
Page 3MONEL 190焊条可应用于MONEL400,R-405和K-500合金的手工电弧焊中,也可用于钢的表面堆焊。
这种金属可抵抗海水,盐类以及还原酸性物质的侵蚀。
用这种焊条形成的焊缝能满足苛刻的X射线照相探伤要求。
需要说明的是,虽然用这种焊条焊接MONEL K-500合金可形成性能优异的接头,但与母材不同的是,焊缝填充金属不能产生时效硬化效果,所以相对强度较低。
表面处理zns3符合90010

表面处理zns3符合0一、ZNS3表面处理简介1.1 ZNS3表面处理的概念ZNS3是指ZnS的晶体结构,表面处理是指对ZnS晶体表面进行一系列物理或化学手段的处理,以改善其表面性质或实现特定功能的过程。
1.2 ZNS3表面处理的重要性ZnS是一种重要的半导体材料,在光电子器件、光学器件等领域有着广泛的应用。
而ZNS3表面处理则可以显著影响ZnS材料的性能和功能,因此具有重要的研究和应用价值。
二、ZNS3表面处理的方法与技术2.1 物理方法物理方法主要包括磨削、抛光、腐蚀等,通过机械或化学手段使表面变得更加光滑或清洁。
2.2 化学方法化学方法主要包括化学腐蚀、溶液沉积、化学气相沉积等,通过化学反应在表面形成新的化合物或功能性物质。
2.3 其他方法除了物理和化学方法外,还有一些先进的表面处理技术,如等离子体处理、离子注入、溅射镀膜等,这些方法在改变表面性质和实现特定功能上有着独特的优势。
三、ZNS3表面处理的应用领域3.1 光电子器件ZNS3表面处理后,可以改善其光电转换效率、抗氧化性能,从而在太阳能电池、光电探测器等器件中得到应用。
3.2 光学器件ZNS3经过适当的表面处理,可以提高其透射率、反射率、抗划伤性能,因此在镜片、光学窗口等领域有重要应用。
3.3 其他应用ZNS3表面处理后还可用于制备光学薄膜、光学薄膜等,具有广泛的潜在应用前景。
四、ZNS3表面处理的发展趋势4.1 高性能高功能化未来的ZNS3表面处理技术将致力于实现高性能和高功能化,使其在更广泛的领域得到应用。
4.2 绿色环保随着社会对环保要求的提高,ZNS3表面处理技术也将朝着绿色环保的方向发展,减少或避免对环境的污染。
4.3 多学科交叉未来的ZNS3表面处理研究将更多地涉及到材料学、物理学、化学等多个学科的交叉,实现更全面的探索和创新。
结语ZNS3表面处理对于改善ZnS材料的性能和功能具有重要意义,目前已经有多种方法和技术可供选择,并在不同领域得到应用。
55simnmo热处理

55simnmo热处理55SiMnMo是一种热处理材料,它由铁、铬、锰、硅、钼等元素组成。
热处理是一种通过加热和冷却来改变材料的性能和结构的工艺。
本文将介绍55SiMnMo的热处理工艺及其应用。
55SiMnMo材料的热处理工艺包括加热、保温和冷却三个步骤。
加热过程中,将材料加热到适当的温度,以使其达到所需的组织和性能。
保温过程中,将材料保持在一定的温度下,使其达到均匀的组织和性能。
冷却过程中,将材料迅速冷却到室温,固定其组织和性能。
在55SiMnMo的热处理中,常用的方法有正火、淬火和回火。
正火是将材料加热到适当的温度,保持一段时间后冷却。
这种方法可以使材料的硬度和强度提高,但韧性降低。
淬火是将材料加热到适当的温度,然后迅速冷却。
这种方法可以使材料的硬度和强度大幅度提高,但易产生应力和变形。
回火是将淬火后的材料加热到适当的温度,保持一段时间后冷却。
这种方法可以调整材料的硬度和韧性,提高其综合性能。
55SiMnMo材料经过热处理后,可以获得较高的硬度、强度和韧性。
这使得它在工程领域有着广泛的应用。
例如,它可以用于制造高强度的机械零件,如轴承、齿轮和传动轴等。
在汽车制造业中,55SiMnMo材料也常用于制造发动机曲轴、摇臂和气门等部件。
此外,该材料还可以用于制造高压容器和核电设备等领域。
然而,热处理过程中也存在一些问题需要注意。
首先,加热温度过高或保温时间过长可能导致材料的过热和烧结现象,影响其性能。
其次,冷却速度过快可能导致材料的裂纹和应力集中,降低其使用寿命。
因此,在进行热处理时,需要根据材料的具体情况和要求合理选择加热温度、保温时间和冷却方式,以确保材料获得最佳的性能和组织。
55SiMnMo材料的热处理是一种重要的工艺,可以改变其性能和组织。
通过适当的加热、保温和冷却过程,可以使材料获得较高的硬度、强度和韧性,并广泛应用于各个领域。
然而,在进行热处理时需要注意加热温度、保温时间和冷却方式的选择,以确保材料获得最佳的性能和组织。
产品可靠性检验计划

产品可靠性测试计划
文件类型
文件编号
版次
页次
制定部门
生效日期
作业指导书
BR-QC-011
A0
共8页
品管部
2013年7月30日
1.0目的
为了规范压铸件、注塑件例行实验,加强原材料和外发加工的产品的可靠性检验,保证产品品质,提高检验的工作质量。特制定本标准。
2.0范围
适用于本公司所经营的产品的可靠性测试。
3.3百格测试
本厂进行,每批抽取1~3件进行检验
3.4环境测试
供应商提供检验报告
4
喷油/丝印和
烤漆的产品
4.1 RoHS环境管理物质的控制
供应商提供有效的SGS报告,本厂不定时送SGS公司做抽样检查
4.2胶带测试
本厂进行,每批抽取1~3件进行检验
4.3百格测试
本厂进行,每批抽取1~3件进行检验
4.4环境测试
供应商提供检验报告
2.6硫化测试(必要时)
供应商提供检验报告
2.7盐水喷雾测试
供应商提供检验报告,本厂每批抽查
3
氧化的产品
3.1 RoHS环境管理物质的控制
供应商提供有效的SGS报告,同一厂商每月抽检一次送测量室检测一次和送客户验证一次,另不定时送SGS公司做抽样检查
3.2膜厚测试
供应商提供检验报告,本厂每批抽取1~5件进行测试,必要时送第三方验证。
≥120
≥720
4
DMF·3C·S
三涂三烘+封闭
≥240
≥1000
按硝酸铵法测试:将样品浸入20%的硝酸铵溶液中在70±5℃条件下,两涂两烘浸泡1h,三涂三烘浸泡1.5h,表面不发黑或腐蚀为合格。
锌合金牌号

比重g/cm3 合金牌号 比重g/cm3 6-6.5 锌基合金SJ5 4.6-4.8
6.3-6.4 锌基合金SJ6 4.3-4.4 5.5 锌基合金SJ7 4.0-4.2
5-5.1 锌基合金SJ8 3.7-3.9
出口锌合金牌号:
美国牌号:AG 40A AG 41A ZA8 ZA12 ZA27
德国牌号:GD-ZnAl4 GD-ZnAl4Cu1 GD-ZnAl4Cu3 GD-ZnAl6Cu1 GK-ZnAl4Cu3 GK-ZnAl6Cu1
比重g/cm3
5.0 4.85 4 3.89 2.8 2.79
8.82 8.96
7.5
2.81
-ZnAl6Cu1
锌合金
ZA27
锌合金
ZA303
锌合金(稀土) ZRH-8
锌铝合金
ZA43
铝基合金
ALS8
铝基合金(美国) B850 铝基合金(美国) B852
220-250 400-500 380-410 400-450 420-450 380-450 200-220 190-230
210-230
3月5日 80-90
40-90
合金牌号
抗拉强度MPa
ZZnAl4
245
ZZnAl4-0.5
275
ZZnAl4-1
275
ZZnAl9-1.5
294
ZZnAl10-5
314
Y41
275
Y40
245
ZA8
365
ZA12
392
ZA27-2
420
表四、其他锌合金牌号:
延伸率% 3月6日 2月5日 2月5日
2 3 5 3 2 3 6
55-3-1锰黄铜(HMn55-3-1)化学成分力学性能介绍
55-3-1锰黄铜(HMn55-3-1)化学成分力学性能介绍-黄铜首选绿兴牌号:55-3-1锰黄铜(HMn55-3-1)品牌:绿兴金属规格:板,棒,线,带,管,异形材料,毛细管化学成分:Cu:53-58Sn:0.2Al:0.3Fe:0.5-1.5Pb:0.5Sb:0.05P:0.02Mn:3-4Zn:余量力学性能:黄铜的焊接采用热风枪或者火焰焊接。
买一卷有焊剂的焊锡丝,工件表面处理干净。
由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。
烙铁芯是电烙铁的关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间的云母片绝缘,并引出两根导线与220V交流电源连接。
铁黄铜中,铁以富铁相的微粒析出,作为晶核而细化晶粒,并能阻止再结晶晶粒长大,从而提高合金的机械性能和工艺性能。
深圳市绿兴金属有限公司成立于2008年,位于深圳市龙岗区龙岗大道建材市场,占地面积40多亩,公司注册资金1000万元,是一家集生产与销售一体的公司。
绿兴金属公司目前主要经营进口及国产优质硅青铜,紫铜,锡青铜,无氧铜,铍铜,铍青铜,铝青铜,碲铜,白铜,钨铜,磷铜,铅黄铜,合金铝,纯铝、透气钢,钛合金等金属原材料。
材料规格分为以下几大总类:薄板,中厚板,棒,线,带,箔,管,扁条,六角棒,六角管,方棒,方通。
铁黄铜中的铁含量通常在1.5%以下,其组织为(α+β),具有高的强度和韧性,高温下塑性很好,冷态下也可变形。
将电烙铁烧热,待刚刚能熔化焊锡时,涂上助焊剂,再用焊锡均匀地涂在烙铁头上,使烙铁头均匀的吃上一层锡。
焊接方法,把焊盘和元件的引脚用细砂纸打磨干净,涂上助焊剂。
用烙铁头沾取适量焊锡,接触焊点,待焊点上的焊锡全部熔化并浸没元件引线头后,电烙铁头沿着元器件的引脚轻轻往上一提离开焊点。
焊接时间不宜过长,否则容易烫坏元件,必要时可用镊子夹住管脚帮助散热。
焊接完成后,要用酒精把线路板上残余的助焊剂清洗干净,以防炭化后的助焊剂影响电路正常工作。