铝合金加工参数
常用挤压铝合金生产工艺参数表
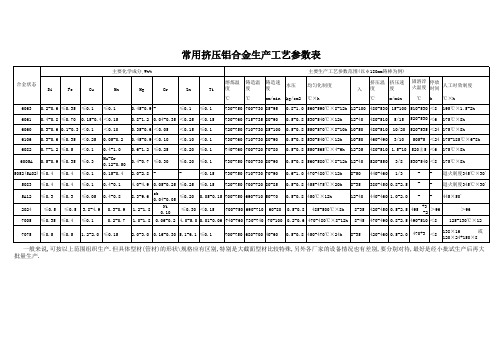
420-450 0.5-2.5 45470-490 0.8-2.5 490-510 <8 420-460 0.5-2.0 470+3 <8
1.2-2.0 ≤0.15
2.0-3.0 0.16-0.30 5.1-6.1 ≤0.1
700-750 680-700 40-60
0.5-0.8 450-470℃×24h
0.8-1.2 0.04-0.35 <0.25 0.35-0.6 <0.05 0.45-0.9 <0.10 0.6-1.2 ≤0.25 0.4-0.7 ≤0.30 2.0-2.8 <0.15 <0.10 <0.20 ≤0.20 -
0.3-0.6 0.1-0.3 <0.1 0.3-0.6 ≤0.35 0.7-1.2 ≤0.5 0.5-0.9 ≤0.35 ≤0.4 ≤0.4 ≤0.3 ≤0.5 ≤0.4 ≤0.5 <0.25 <0.1 ≤0.3 ≤0.1 ≤0.1 ≤0.05 3.8-4.9 ≤0.1
0.8-1.0 560-590℃×8-12h 12-100 480-530 15-100 510-530 <8 0.5-0.8 530-540℃×12h 12-40 480-510 5-15 520-530 <6
0.15-0.4 <0.15 <0.10 0.05-0.2 0.4-1.0 Mu-Cr 0.12-0.50 0.15-0.4 0.4-0.1 0.4-0.8 0.3-0.9 0.2-0.7
0.5-0.8 550-570℃×8-10h 10-50 0.5-0.8 530-540℃×12h 0.5-0.8 550-565℃×4-6h 10-50 12-35
480-510 10-20 520-535 <24 175℃×8h 460-490 3-10 505+5 <24 175-185℃×6-8h 175℃×8h 175℃×8h 退火制度345℃×30' 退火制度345℃×30' 445×50' >96 125-130℃×12 138×16 或 120×24+150×8
加工6061铝合金切削参数
加工6061铝合金切削参数6061铝合金是一种常见的铝合金材料,在机械加工领域广泛应用。
为了获得最佳切削效果和提高加工效率,正确选择和调整切削参数至关重要。
在本文中,将详细介绍6061铝合金的切削参数选择和调整方法,以帮助读者更好地加工这种材料。
首先,我们需要了解6061铝合金的材料特性。
6061铝合金是一种硬度较高、强度较大的铝合金,常用于制造航空、航天、汽车等领域的零部件。
它具有良好的延展性和可焊性,具有较高的耐腐蚀性能。
此外,由于其热传导性和导电性良好,6061铝合金被广泛应用于散热器、电子器件等领域。
在选择切削参数时,我们需要考虑以下几个因素:切削速度、进给速度、切削深度和切削宽度。
这些参数的正确选取将影响到加工结果和加工效率。
首先是切削速度。
切削速度是指刀具在单位时间内与工件接触的次数。
对于6061铝合金,切削速度一般在100-200m/min之间。
需要注意的是,切削速度不宜过快,否则会导致切削热量过大,引起刀具磨损加剧,甚至引起刀具断裂。
同时,过低的切削速度会降低加工效率。
因此,我们需要根据具体情况选择合适的切削速度。
其次是进给速度。
进给速度是指刀具在单位时间内与工件接触的长度。
对于6061铝合金,进给速度一般在0.1-0.3mm/r之间。
需要注意的是,进给速度过低会造成疲劳断裂,进给速度过快则易产生振荡,影响加工质量。
因此,选择适当的进给速度对于获得理想的切削效果至关重要。
切削深度是指切削刀具在每次进给中切削下来的长度。
对于6061铝合金,切削深度一般在0.5-1.0mm之间。
需要注意的是,切削深度过大容易造成刀具振动,切削深度过小则会降低加工效率。
因此,选择适当的切削深度能够有效提高加工质量及效率。
最后是切削宽度。
切削宽度是指切削刀具与工件外圆或表面之间的距离。
对于6061铝合金,切削宽度一般在0.2-0.5mm之间。
需要注意的是,切削宽度过大会增加切削力,切削宽度过小则会降低加工效率。
铝合金加工参数
铝合金加工参数
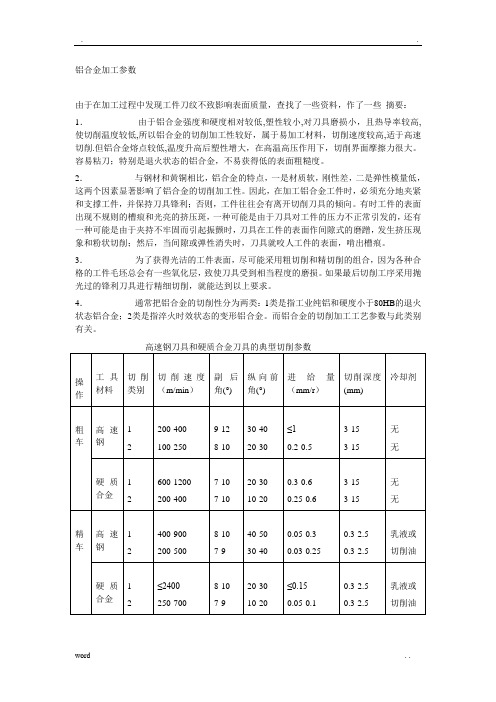
由于在加工过程中发现工件刀纹不致影响表面质量,查找了一些资料,作了一些摘要:
1.由于铝合金强度和硬度相对较低,塑性较小,对刀具磨损小,且热导率较高,使切削温度较低,所以铝合金的切削加工性较好,属于易加工材料,切削速度较高,适于高速切削.但铝合金熔点较低,温度升高后塑性增大,在高温高压作用下,切削界面摩擦力很大。
容易粘刀;特别是退火状态的铝合金,不易获得低的表面粗糙度。
2.与钢材和黄铜相比,铝合金的特点,一是材质软,刚性差,二是弹性模量低,这两个因素显著影响了铝合金的切削加工性。
因此,在加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利;否则,工件往往会有离开切削刀具的倾向。
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削;然后,当间隙或弹性消失时,刀具就咬人工件的表面,啃出槽痕。
3.为了获得光洁的工件表面,尽可能采用粗切削和精切削的组合,因为各种合格的工件毛坯总会有一些氧化层,致使刀具受到相当程度的磨损。
如果最后切削工序采用抛光过的锋利刀具进行精细切削,就能达到以上要求。
4.通常把铝合金的切削性分为两类:1类是指工业纯铝和硬度小于80HB的退火状态铝合金;2类是指淬火时效状态的变形铝合金。
而铝合金的切削加工工艺参数与此类别有关。
金钢石刀具的典型切削参数
铝合金的典型铣削参数
铝合金攻螺纹前的钻孔的典型参数
铝合金的典型铰孔参数
注:冷却剂为煤油-松节油(5:4)混合物;或用约33°E的矿物油, 或优质油.干铰孔的质量不高。
铝合金技术参数
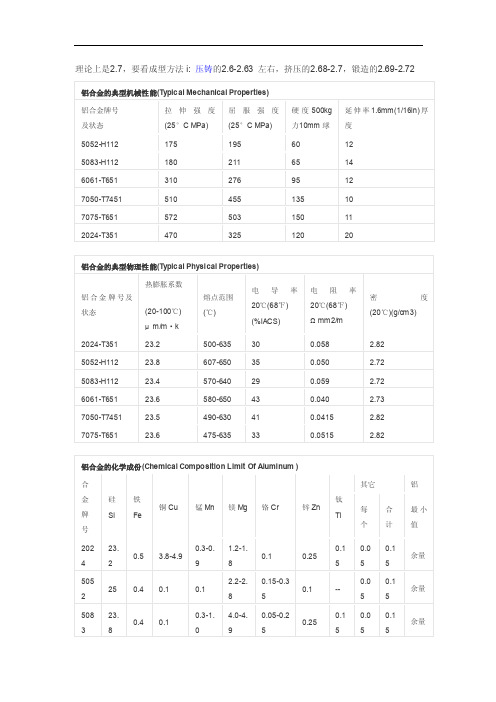
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.72 铝合金的典型机械性能(Typica l Mechan icalProper ties)铝合金牌号及状态拉伸强度(25°C MPa)屈服强度(25°C MPa)硬度500k g力10m m球延伸率1.6mm(1/16in)厚度5052-H1121751956012 5083-H1121802116514 6061-T6513102769512 7050-T745151045513510 7075-T65157250315011 2024-T35147032512020铝合金的典型物理性能(Typica l Physic al Proper ties)铝合金牌号及状态热膨胀系数(20-100℃)μm/m·k熔点范围(℃)电导率20℃(68℉)(%IACS)电阻率20℃(68℉)Ωmm2/m密度(20℃)(g/cm3)2024-T35123.2500-635300.058 2.82 5052-H11223.8607-650350.050 2.72 5083-H11223.4570-640290.059 2.72 6061-T65123.6580-650430.040 2.73 7050-T745123.5490-630410.0415 2.82 7075-T65123.6475-635330.0515 2.82铝合金的化学成份(Chemic al Compos ition LimitOf Alumin um )合金牌号硅Si铁Fe铜Cu锰Mn镁Mg铬Cr锌Zn钛Ti其它铝每个合计最小值202 423.20.5 3.8-4.90.3-0.91.2-1.80.10.250.150.050.15余量505 2250.40.10.12.2-2.80.15-0.350.1--0.050.15余量508 323.80.40.10.3-1.4.0-4.90.05-0.250.250.150.050.15余量606 123.60.70.15-0.40.150.8-1.20.04-0.350.250.150.050.15余量705 023.50.1520.-2.60.11.9-2.60.045.7-6.70.060.050.15余量707 523.60.5 1.2-2.00.32.1-2.90.18-0.285.1-6.10.20.050.15余量1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
加工6061铝合金切削参数

加工6061铝合金切削参数6061铝合金是一种常用的高强度、耐蚀性好的铝合金材料,适用于各种加工领域,如航空航天、汽车制造、建筑等。
在进行切削加工时,合理选择切削参数可以提高加工效率和质量。
本文将从切削速度、进给量、切削深度等方面介绍6061铝合金的切削参数。
首先,切削速度是切削加工中最重要的参数之一、切削速度的选择应根据具体的刀具、切削条件和工件材料来确定。
一般来说,6061铝合金的切削速度范围为100~200 m/min。
较高的切削速度可以提高加工效率,但要注意控制切削温度,避免过高的切削温度导致刀具磨损和工件变形。
其次,进给量也是切削加工中需要关注的参数之一、进给量的选择应考虑到切削力、表面质量和切削效率等因素。
对于6061铝合金来说,一般的进给量范围为0.1~0.3 mm/r。
较大的进给量可以提高加工效率,但要注意避免过大的进给量导致切削力过大和表面质量下降。
此外,切削深度也是切削加工中需要重视的参数之一、切削深度是指每次切削时刀具切入工件的深度。
对于6061铝合金来说,一般的切削深度范围为0.5~5 mm。
切削深度的选择应根据刀具和工件的特性来确定,较大的切削深度可以提高加工效率,但要注意避免过大的切削深度导致切削力过大、刀具磨损和工件变形。
此外,刀具的选择也是影响切削参数的关键因素之一、对于6061铝合金的切削加工,通常可以选择高硬度、高刚性的硬质合金刀具。
硬质合金刀具可以更好地抵抗6061铝合金的磨损和热疲劳。
最后,还要考虑切削润滑液的选择。
切削润滑液可以降低切削温度、减小切削力和延长刀具寿命。
对于6061铝合金的切削加工,可以选择液体切削润滑剂或气体切削润滑剂。
液体切削润滑剂常用的有水溶性切削液和油类切削液,气体切削润滑剂常用的有空气、湿空气和氧气等。
总之,要合理选择6061铝合金的切削参数,需要综合考虑切削速度、进给量、切削深度、刀具选择和切削润滑液等因素。
通过合理选择切削参数,可以提高加工效率和质量,延长刀具寿命,减少切削成本。
铝合金加工参数

铝合金加工参数由于在加工过程中发现工件刀纹不致影响表面质量,查找了一些资料,作了一些摘要:1.由于铝合金强度和硬度相对较低, 塑性较小,对刀具磨损小,且热导率较高, 使切削温度较低,所以铝合金的切削加工性较好,属于易加工材料,切削速度较高, 适于高速切削.但铝合金熔点较低, 温度升高后塑性增大,在高温高压作用下,切削界面摩擦力很大。
容易粘刀;特别是退火状态的铝合金,不易获得低的表面粗糙度。
2.与钢材和黄铜相比,铝合金的特点,一是材质软,刚性差,二是弹性模量低,这两个因素显着影响了铝合金的切削加工性。
因此,在加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利;否则,工件往往会有离开切削刀具的倾向。
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削;然后,当间隙或弹性消失时,刀具就咬人工件的表面,啃出槽痕。
3.为了获得光洁的工件表面,尽可能采用粗切削和精切削的组合,因为各种合格的工件毛坯总会有一些氧化层,致使刀具受到相当程度的磨损。
如果最后切削工序采用抛光过的锋利刀具进行精细切削,就能达到以上要求。
通常把铝合金的切削性分为两类:1类是指工业纯铝和硬度4.小于80H啲退火状态铝合金;2类是指淬火时效状态的变形铝合金。
而铝合金的切削加工工艺参数与此类别有关。
高速钢刀具和硬质合金刀具的典型切削参数金钢石刀具的典型切削参数铝合金的典型铣削参数铝合金麻花钻钻孔时的典型参数铝合金攻螺纹前的钻孔的典型参数铝合金的典型镗孔参数铝合金的典型铰孔参数工具(mm)如下的进给 > 10-25>>(mm/r )10注:冷却剂为煤油-松节油(5:4)混合物;或用约33° E的矿物油,或优质油. 干铰孔的质量不高。
标准铝压铸工艺参数表
标准铝压铸工艺参数表1. 压铸温度。
铝合金的压铸温度是影响产品质量的重要参数之一。
通常情况下,铝合金的压铸温度在650°C至750°C之间。
过高的温度会导致产品熔融不均匀,而过低的温度则会造成产品表面粗糙。
因此,在实际生产中,需要根据具体的铝合金材料选择合适的压铸温度。
2. 压射速度。
压射速度是指铝合金液态金属进入模腔的速度。
适当的压射速度可以确保产品充填充分,避免气孔和夹杂物的产生。
一般来说,压射速度应根据产品的形状和尺寸进行调整,以保证产品的成型质量。
3. 模具温度。
模具温度对铝合金压铸产品的表面质量和尺寸精度有着重要影响。
过高或过低的模具温度都会导致产品的缺陷,因此需要根据具体的铝合金材料和产品要求来确定合适的模具温度。
4. 注射压力。
注射压力是指压铸机对铝合金液态金属施加的压力。
适当的注射压力可以确保产品充填充分,避免产品内部产生气孔和夹杂物。
在实际生产中,需要根据产品的形状和尺寸来确定合适的注射压力。
5. 冷却时间。
冷却时间是指产品在模具中冷却的时间。
适当的冷却时间可以确保产品的尺寸精度和表面质量。
通常情况下,冷却时间需要根据产品的厚度和材料来确定,以确保产品达到理想的硬度和强度。
6. 顶杆力。
顶杆力是指顶出铝合金产品的力量。
适当的顶杆力可以确保产品顺利脱模,避免产品变形和损坏。
在实际生产中,需要根据产品的形状和尺寸来确定合适的顶杆力。
7. 模具开合力。
模具开合力是指模具在开合过程中所受的力量。
适当的模具开合力可以确保模具的正常运行,避免模具损坏和产品缺陷。
在实际生产中,需要根据模具的结构和尺寸来确定合适的模具开合力。
总结:以上是标准铝压铸工艺参数表的相关内容,希望能对大家在铝合金压铸加工过程中有所帮助。
在实际生产中,需要根据具体的产品要求和铝合金材料来确定合适的工艺参数,以确保产品质量和生产效率。
同时,也需要不断优化和调整工艺参数,以适应市场和客户需求的变化。
希望大家能够加强学习和实践,不断提升铝合金压铸加工的技术水平和质量管理水平。
pcd加工铝合金参数
pcd加工铝合金参数
PCD(聚晶金刚石)是一种高性能切削工具材料,常用于加工硬
质材料,包括铝合金。
在PCD加工铝合金时,需要考虑一些参数,以确保高效、精确的加工过程。
1. 切削速度
切削速度是指刀具切削材料的速度,通常用米/分钟(m/min)表示。
对于铝合金,建议切削速度为200-400 m/min。
当切削速度过高时,可能会导致切削工具损坏或铝合金表面产生热裂纹,而过低的切削速度则会导致加工效率低下。
2. 进给速度
进给速度是指刀具在切削中移动的速度,通常用毫米/转(mm/rev)表示。
对于铝合金,建议进给速度为0.05-0.15 mm/rev。
进给速度
过高可能导致刀具寿命缩短,而进给速度过低则会导致加工效率低下。
3. 切削深度
切削深度是指刀具在每个工作循环中切削材料的深度,通常用毫米(mm)表示。
对于铝合金,建议切削深度为1-3 mm。
切削深度过
大可能导致切削力和热量增加,从而影响刀具寿命和加工质量。
4. 刀具半径
刀具半径是指刀具切削部分的半径大小,通常用毫米(mm)表示。
对于铝合金,建议使用较小的刀具半径,以便更好地控制切削质量和表面光洁度。
5. 刀具材料
PCD刀具是PCD加工铝合金的最佳选择,因为它具有高硬度、高热稳定性和良好的耐磨性。
此外,还可以选择具有涂层的PCD刀具,以提高刀具寿命和加工效率。
总之,PCD加工铝合金需要仔细考虑各个参数,以确保高效、高质量的加工过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金加工参数
由于在加工过程中发现工件刀纹不致影响表面质量,查找了一些资料,作了一些摘要:
1.由于铝合金强度和硬度相对较低,塑性较小,对刀具磨损小,且热导率较高,使切削温度较低,所以铝合金的切削加工性较好,属于易加工材料,切削速度较高,适于高速切削.但铝合金熔点较低,温度升高后塑性增大,在高温高压作用下,切削界面摩擦力很大。
容易粘刀;特别是退火状态的铝合金,不易获得低的表面粗糙度。
2.与钢材和黄铜相比,铝合金的特点,一是材质软,刚性差,二是弹性模量低,这两个因素显着影响了铝合金的切削加工性。
因此,在加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利;否则,工件往往会有离开切削刀具的倾向。
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削;然后,当间隙或弹性消失时,刀具就咬人工件的表面,啃出槽痕。
3.为了获得光洁的工件表面,尽可能采用粗切削和精切削的组合,因为各种合格的工件毛坯总会有一些氧化层,致使刀具受到相当程度的磨损。
如果最后切削工序采用抛光过的锋利刀具进行精细切削,就能达到以上要求。
4.通常把铝合金的切削性分为两类:1类是指工业纯铝和硬度小于80HB的退火状态铝合金;2类是指淬火时效状态的变形铝合金。
而铝合金的切削加工工艺参数与此类别有关。
高速钢刀具和硬质合金刀具的典型切削参数
操作工具
材料
切削
类别
切削速度
(m/min)
副后
角(°)
纵向前
角(°)
进给量
(mm/r)
切削深度
(mm)
冷却剂
粗车高速
钢
1
2
200-400
100-250
9-12
8-10
30-40
20-30
≤1
0.2-0.5
3-15
3-15
无
无硬质
合金
1
2
600-1200
200-400
7-10
7-10
20-30
10-20
0.3-0.6
0.25-0.6
3-15
3-15
无
无
精车高速
钢
1
2
400-900
200-500
8-10
7-9
40-50
30-40
0.05-0.3
0.03-0.25
0.3-2.5
0.3-2.5
乳液或
切削油硬质
合金
1
2
≤2400
250-700
8-10
7-9
20-30
10-20
≤0.15
0.05-0.1
0.3-2.5
0.3-2.5
乳液或
切削油
金钢石刀具的典型切削参数
切削性类别切削速度
m/min
进给量mm/r 切削长屑合金的
切削深度mm
切削短屑合金的
切削深度mm
1 2 ≤3000
800-1400
0.02-0.1
0.02-0.1
0.02-0.3
0.02-0.3
0.02-0.6
0.02-0.6
铝合金的典型铣削参数
操作工
具
材
料
切
削
类
别
铣削速度
(m/min)
主间隙
角(°)
侧倾
角(°)
进给量
(mm/r)
铣削深
度(mm)
螺旋线
角(°)
冷却剂
粗铣高
速
1
2
300-600
150-400
8
6
25
20
0.1-0.5
0.1-0.5
2-20
2-20
30-40
≤30
无
乳液
钢
硬质合金1
2
≤2500
300-800
8
6
20
15
0.1-0.6
0.1-0.6
2-20
2-20
30-40
≤30
无
无
精铣高
速
钢
1
2
≤1500
250-800
12
10
30
25
0.03-0.1
0.03-0.1
≤0.5
≤0.5
30-40
≤30
乳液
乳液或
油
硬
质
合
金
1
2
≤3000
500-1500
12
10
25
20
0.03-0.1
0.03-0.1
≤0.5
≤0.5
30-40
≤30
乳液
乳液或
油
铝合金麻花钻钻孔时的典型参数
工具材料切削
类别
铣削速度
(m/min)
项角(°) 螺旋角
(°)
进给量
(mm/r)
副后角(°) 冷却
剂
高速钢1
2
100-120
80-100
140
120
45-30
35-20
0.02-0.5
0.02-0.5
17-15
15
乳液
乳液
硬质合金1
2
200-300
100-200
130
120
25-15
15-10
0.06-0.3
0.06-0.3
12
12
无
无或
乳液
备注钻小孔宜用低
速在薄板上
钻孔,宜增
大角度或
用正项角
钻
钻小孔
宜用小
螺旋角
钻小孔进刀
量宜小
在磨副后角
时,
应注意选择角
度
最好
用
乳液
铝合金攻螺纹前的钻孔的典型参数
标准螺纹M
3
M3.5 M4 M4.5 M5 M6 M8 M10 M12 M14 M16 孔的直径/mm 2.7 3.75 3.6 4.1 4.6 5.5 7.3 9.1 11 12.8 14.8 铝合金的典型镗孔参数
工具工具材
料铣削速度
(m/min)
进给量
(mm/r)
项角(°) 螺旋角(°) 副后
角(°)
冷却剂
可换的镗刀高速钢
硬质合
金
25-40
60-100
0.2-0.3
0.1-0.3
140
120
30-20
20-15
8
6
乳液
乳液
试镗镗刀高速钢
硬质合
金
25-40
60-100
0.2-0.3
0.1-0.3
----------------
---
30-20
20-15
8
6
乳液
乳液
扩孔镗刀高速钢
硬质合
金
20-30
50-70
0.3-0.6
0.2-0.5
60-120
60-120
----------------
---
6
6
乳液
乳液
镗杆高速钢25-40 0.05-0.6 ----------------30-20 12 无或乳液
硬质合
金
60-100 0.05-0.6 --- 20-15 10 无或乳液铝合金的典型铰孔参数
工具工具材料倒角
(°) 导
角
(°)
铰
速
(
m/
min
)
铰孔直径(mm)如下的进给量(mm/r)
≤10>10-25 >
2
5
-
4
>
4
手铰刀高速钢
硬质合金45
45
3-4
3-4
-----
-----
-----
-----
----------
----------
----------
----------
---
---
---
-
---
---
---
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
机绞刀高速钢
硬质合金30
30
10-
20
20-
50
0.1-0.2
0.2-0.3
0.2-0.4
0.3-0.5
0.3
-0.
5
0.4
-0.
7
.
4
-
.
8
.
5
-
1
.
0 偏差铰孔直径(mm)如下的允许偏差(mm/r)
预钻孔直径尺寸
不足
高速钢
硬质合金
≤10>
10
-2
5
>25-40 >40
≤0.2
0.06-0.1
0.1-0.3
0.1-0.2
0.1-0.3
0.1-0.3
0.2-0.5
0.2-0.4
注:冷却剂为煤油-松节油(5:4)混合物;或用约33°E的矿物油, 或优质油.干铰孔的质量不高。