PCBN刀具加工制造及其性能分析
浅析PCBN切削刀具的发展

【 关键i  ̄ ] P C B N; 含量从低 到高含量 : 结合剂从金属 、 非金属 到混合材 料等 0 . 引言 C B N产品系列化 尚未 开展 . 更谈不 上形 成系列产 品 . 可供 刀 近年来汽车工业的发展带动着 汽车零部件制造业 的迅猛发展 而 而国 内 P 很难适应市场需求 怎样提高生产 效率 、 缩短产 品交付时 间、 降低 成本 已成 为企业生存之 具制造业使用 的产 品非常少 . 本. 所 以制造企业只能通过提 高高速切 削加 工技术来开拓企业的发展 3 . 2许 多关键技术和工艺未能取得突破
空间。
3 . 2 . 1 细 粒度 P C B N 不 能生 产
在P C B N的生产过程 中, 随着 C B N粒度 的细化 , P C B N的耐磨性 、 P C B N是利用人 工方法 合成 的硬度 仅次于 金刚石 的新 型刀具材 目 前 国外 已能提供 1 “ m的 P C B N 料. 由于它具有远远高 于其 他材料 的硬度 . 因此它 与金刚石统称为超 抗冲击韧性 和可加 工性均得 到提高 。
产品 ,而 国内生 产的 P C B N所用 原材料 C B N的粒度一 般在 1 0 m左 右, 无法生产细粒 度产 品。其原 因是不能很好 的解决 细粒 度产品给生 产工艺带来 的困难 , 如: 原料净化 、 混料不均匀 、 烧 结渗透不 均匀 等问 题。 3 . 2 . 2产品直径小 因为 目前我国的综合技 术水平 不高 . 需要解决一 系列技术上的难 点. 包 括设备大 型化 和性能均质 问题 . 所以大直径 P C B N刀具 的发展 是我 国 P C B N刀具研究 领域及行业技术 持续进步 的一个带有方 向性 的课题。 3 . 2 . 3 无低含量和整 体烧结 的 P C B N产品 低含量的 P C B N产 品由于导热 系数较 小 . 可使大量的切削热 留在 工件 中. 这些 热能量软化 了刀尖处得工件 材料 , 减少 了切 除金属所需 的能量 , 因此特别适合用于淬硬钢的精加工 。 整体烧结 P C B N产品 . 其 刀具强度明显增强 . 大大提高了刀具 的切削性能和加工质量 目前 . 由 于这些产 品的制作技术难 度较 大 . 国内的工艺 条件 、 控制 水平等达不 到要求 . 因此 , 还无法生产这两种产品
PCBN刀具以车代磨新工艺实践

c N 的热 传导 率 为 10 W/ K,热导 B 30 m・ 性虽然赶不上金刚石 ,但是在各类 刀具材料 中 P B 的热导性仅次于金 刚石 ,大大高于高速 C N 钢和硬质合金 。C N 的导热系数是纯铜的 32 B . 倍 ,是硬质合金的 2 倍 ,与陶瓷的导热系数的 0 比率为 3 . ,热扩散率 比值为 6 . ,而且随着 71 55
而 可 以免 除退 火 ,并 能 简 化 工 艺 ,大 幅度 地 节
省 工 时和 能耗 。
磨工艺 。
电劫 工其 2l5 o ( o)
1 )在 滚齿 工序 使 用切 圆顶 滚 刀 ,保 证齿 顶
3 基于2 CM T 0r n i 材料齿 轮渗碳 淬火后 以车 代磨新工艺实践
传 统 的 小 模 数 齿 轮 加 工 工 艺 , 基 于
2 C Mn 材料 的齿 轮淬 火层 硬 度 可达 到 5 0 r Ti 8~
圆与分 度 圆的 同心度。齿坯加工时齿顶 圆留量 约 0 1mm ( .5 单边) ,保证顶切 。 2 )将最终磨 内孔工序改为 以车代磨 。设备 选择 C 6 4 普通车床 。没有选择数控车床 或 A 10 者车削 中心 ,主要原 因是考虑此类零件 的批量
关键词 立方氮化硼 (E ) 刀具 以车代磨 C3 N 1 引言
立方氮化硼 ( B C N)是 自然界不存在的物 质 ,有单 晶体 和多 晶体之分 。C N 是氮化 硼 B
( BN)的 同素 异 构体 之一 ,结 构与 金 刚石 相似 ,
在 9 0 以下无任何变化 ,且 稳定。与铁 系材 0" C
金 刚 石 的 耐 热 性 (0 7 0~ 8 0 0 ℃) 几 乎 高 l 。 倍
PCBN刀具的性能优势及加工领域
PCBN刀具的性能优势及加工领域随着现代技术和切削技术的不断进展,很多刀具材料相继显现,刀具进展由高速钢刀具—硬质合金刀具—吐涂层硬质合金刀具—陶瓷刀具—立方氮化硼刀具。
其中立方氮化硼刀具1970年开始使用于切削刀具,并且由于其良好的加工性和可高速切削的性能,使之成为加工高硬度难加工材料的手选择刀具材料。
接下来就实在介绍一下立方氮化硼刀具的性能优势及加工领域。
一、立方氮化硼刀具的性能(1)硬度高,耐磨性好:立方氮化硼刀具的硬度仅此与金刚石刀具,和金刚石刀具统称为超硬刀具。
由于其较高的硬度也使立方氮化硼刀具具有良好的耐磨性。
(2)具有很高的热稳定性:耐热性可达1400℃~1500℃,比金刚石的耐热性(700℃~800℃)高出一倍,是刀具材料中耐热性最高的,故可加工高温合金材料。
(3)具有很好的化学稳定性:与铁系材料到1200℃~1300℃不起化学作用。
(4)良好的导热性:CBN的导热系数(79.54W/m.k)仅次于金刚石(146.5W/m.k),随着切削速度的提高,CBN的导热系数也渐渐增高。
这有利于降低切削区的温度而削减扩散磨损。
二、立方氮化硼刀具的分类立方氮化硼刀具分为整体聚晶立方氮化硼刀具和焊接式立方氮化硼刀具。
整体聚晶立方氮化硼刀具是通体都是一种牌号—立方氮化硼,此刀片中心没有孔,属于机夹可转位刀具,需专门配置刀杆;二焊接式立方氮化硼刀具是只有刃口部位是立方氮化硼材料,基体是硬质合金材质。
此类中心有中心孔,其配备刀杆和硬质合金刀具的刀杆通用。
三、立方氮化硼刀具的应用随着切削技术的不断进展,立方氮化硼刀具广泛应用于高硬度难加工材料的加工。
(1)立方氮化硼刀具可以车代磨,硬车削高硬度难加工材料由于立方氮化硼刀具具有较高的硬度和耐磨性,红硬性。
所以采纳华菱超硬整体聚晶立方氮化硼刀具可以车代磨硬车削高硬度难加工材料。
(2)高速切削随着现代技术的进展,由于工件如汽车零部件刹车盘、制动鼓均属于批量生产,由数控车床铸件替代一般车床加工刹车盘、制动鼓。
PCBNPCD刀具的应用及发展趋势

2019年 第3期冷加工53CUTTING TOOLS刀 具PCBN/PCD 刀具的应用及发展趋势■桂林特邦新材料有限公司 (广西 541004) 文德林摘要:本文主要讲述PCBN/PCD 刀具在淬硬钢、铸铁类工件及有色金属和非金属化合物的切削加工的应用与发展。
1.PCBN/PCD 刀具的切削加工应用由于受C B N 本身(各向异性)及其制造技术的限制、生产直接用于切削刀具的大颗粒CBN 单晶目前仍很困难,C B N 粒径大小是影响P C B N 韧性的重要因素,粒径越大,其抗破坏性越弱,制作刀具的切削刃锋利性就差。
P C B N 刀具组织中各微少量晶粒呈无序排列、硬度均匀、没有方向性,具有一致耐磨性和抗冲击性,克服了单晶CBN 各向异性等不足。
因P C B N 刀片具有红硬性、热稳定性、耐磨性和抗粘结等综合性能,故P C B N 刀具在淬硬钢、铸铁切削加工得到广泛应用。
(1)PCBN 刀具在淬硬钢的切削应用。
如图1所示,是江苏某德资企业一个冷冲压核心凹模零部件,轮廓形状为不规则曲线,曲面相关尺寸、粗糙度必须严格按图加工。
该工件材料为模具钢,材质为Cr12MoV ,其硬度为58±2H R C ,编制加工工艺:下料(φ186m m ×66m m )→粗车→铣加工(加工孔)→热处理→平磨 →精车 →钳工(去毛刺、刻字)。
图1 异形凹模精密模具该零件加工难点是,工件硬度较高,曲面加工只能通过车削加工成形来完成切削,加工曲面必须光滑,以外圆为基准,曲线角度及相关尺寸必须保证一致,更不能有过切或接刀痕出现。
根据该零件图样分析,我们在刀具选型上应选择对称角度刀柄、C B N 刀片(夹角为35°),如图2所示,保证车削不过切,这里选择P C B N 刀片非常关键,P C B N 刀片必须具备切削性能稳定,在切削过程中,刀片导热性能要好,加工时刀尖热量很快能传出,加工表面不能有滞留层或积屑瘤出现。
PcBN加工淬硬钢刀具材料的研究
p a e k y o e n h p ro ma c s f c l y d a e r l o t e ef r n e o P BN. Afe c t n o t e a dit n e, P BN to s f l w t r ut g f r h s me sa c i c o l o o
0 引 言
立 方 氮 化 硼 ( u i brn ntd , 称 c N) 有 cbc oo iie 简 r B 具 极高 的硬度 和优 秀 的热传 导性 能 , 与黑 色金 属 铁 的 反 应 呈 惰性 。利 用 其 性 能特 点 , 内外 先 后 开发 了 c N 国 B
工 。 由于加工 淬硬 钢时 刀具切 削 刃 口区域要 承 受较 大
PB c N加 工 淬 硬 钢 刀 具 材 料 的 研 究
李启泉 , 张 旺玺
( 中原工学 院材料 与化 工学 院 河南 郑州 4 00 ) 50 7
摘要 介 绍 了立 方 氮化硼 刀具 材料 ( c N) P B 的制备 过 程 , 制备 了六种 不 同配方 的样 品加 工淬硬 钢 。 通 并
过切 削 实验 和性 能检 测 , 现 P B 刀片在 加 工淬硬 钢 时 c N浓度起 着 关键 作 用 , 削 同样 的路 程 , 浓 发 cN B 切 低
度 P B 的后 刀面磨 损 量 小。 经扫描 电镜 观察 , o l 金粉 能够 提 高 P B cN CA 合 c N烧 结 刀具材 料 的 致 密度 。 测 量 耐磨性 时 , 明用 于金 刚石 复合 片 P D性 能检 测 的磨 耗 比技 术指 标不 适用 于 P B 证 C c N材料 的检 测。
21 0 1年 1 2月 第 6期 第 3 卷 总第 l6期 1 g
切削轧辊用PCBN复合材料刀具的研制
K e o d r le yw r s ol r P CBN u tn o l d v lp n c n iin c t g t os i e eo me t o dt o
1 引言
影响加工 精度 和生产效 率。硬度很 大 的工 件 ,
() 1 硬质合金刀具 。结合剂 的量少 , 细晶粒 碳化钨 的硬质 合金刀具 能加 工 的工 件 , 其最大
硬度为 H C 8 切 削速度为 3 m/ i R5, 0 mn左右 ; () 2 陶瓷刀 具。包括 氧 化 铝 ( 1O ) A: 为主
要成分和氮化硅 ( 4 为主要成分的刀具 , S N) 可
具 有 所 需 要 的性 能 。这 些 性 能 除 硬 度 大 , 高 耐
加工最 大硬 度 为 N C 3的材 料 , 削速 度 为 R6 切
8 m mn左 右 ; 0/ i
辊毛坏 的切 削余 量大 , 结构 不均匀 , 有粘 砂 、 气
孔 、 眼等缺 陷, 不仅易磨损 刀具 , 砂 这 而且会 崩 刀和打刀。轧辊的尺寸大 , 削路 程长 , 切 如果刀
具 的耐用 度 不够 , 常在 切 削过 程 中 多 次换 刀 , 通
摘要 通过分析得出制造高质量的 P B C N复合 片刀具 的必备条件 , 即对 P B C N复合材料性
能、 刀具的加工和轧辊 的切削技术 的了解 和对超高温高压技术 的掌握 。
关键 词 轧辊 PB C N刀具 研制 条 件
De eo m e to v l p n fPCBN ti g To l o ti g Rolr Cu tn os f r Cu t l s n e
的光洁度 , 能做 到 以车代磨 , 是很有 意义 的 ; 这 高速切 削可 以减轻机床 的损坏 , 减少检修 次数 ,
高速铣削下PCBN刀具的有限元分析
针对 试 验 中 的切 深 定 为 0 1mm, 有 限 元模 . 在 型 的切 削 刃 处 分 别 施 加 表 2中 、 F F 、 的切 削 力 。 由于分 析切 削 瞬 间 , 因此 对 刀 柄 顶端 施 加 固定 约束 [ , 图 4 示 。 6如 ] 所
为越来 越 广 泛 的加 工 工 艺 方 法_ ] C N 刀 具 在 1 。P B
1 P B 刀具铣削淬硬 4 C N 5钢 的 试 验
本 文研 究 的高速 铣削 是在 HAA 5轴数 控 机床 S
上完成 的 , 采用 北 航测 力 仪 和 P B 刀 片 。铣 削试 CN 件 的材 料 为 4 5钢 , 火 后 硬 度 为 5 HRC( 7 淬 8 5 ~
应 力 变化是 随 着主 轴转 速 的增 大而逐 渐 减 小 , 实 际情 况相 符 。 因此 , 与 通过 建 立有 限元模 型 并进 行 分析 ,
对铣 削加 工 时选择 合理 的主 轴 转速提 供依 据 。 关 键 词 : C N; 轴 转 速 ; 力 P B 主 应 中 图 分 类 号 : 0 . ; G 5 1 2 TG 5 1 1 T 0 . 文 献标 志码 : A
6 HR , 2 C) 工件 尺 寸 为 1 0mm×2 0mm×1 5 3 7mm。
图 1为高 速铣 削淬 硬钢 的试 验示 意图 。
加 工精 度 、 削效 率 、 切 刀具 寿命 等方 面具 有无 可 比拟
的优 越性 。
由于淬 硬 钢 具有 较高 的硬 度 和 强度 , 传 统 的 在 加 工 工艺 中都 是采 用较 低 的进 给 速 率 进 行 加 工 , 加 工时 间长 , 生产 效 率低 , 刀具 磨 损大 , 寿命 短 , 因此通
揭开聚晶立方氮化硼(PCBN)的神秘面纱
揭开聚晶立方氮化硼(PCBN)的神秘面纱很多人通过大量刀具厂商的宣传已经对PCBN这种新型的刀具有了一定的了解。
PCBN 刀具耐高温有着较好的耐磨性,较之前的硬质合金刀具生产效率高、使用寿命更长久,可广泛的应用于铸铁、高温合金、轴承钢等加工领域。
像这样的广告式知识我们早已烂熟于心。
但究竟是怎样的耐高温,怎样的耐磨,有什么依据,很多人有不少的疑惑。
我们不妨花一点时间看看PCBN刀具究竟有怎样的本事让刀具厂商夸夸其谈,一探真伪。
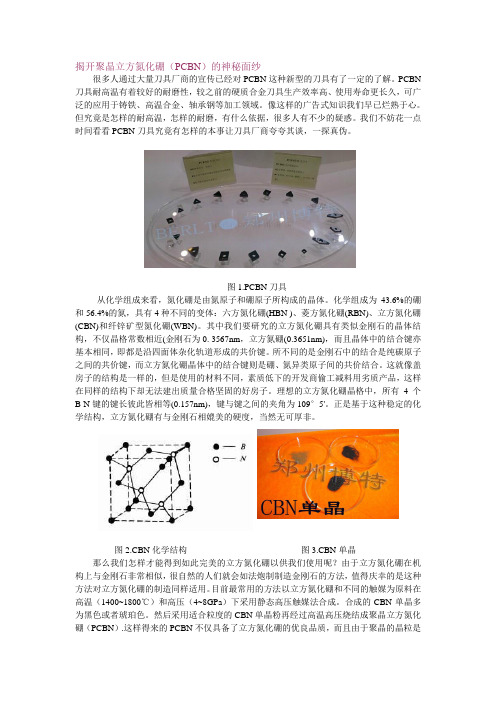
图1.PCBN刀具从化学组成来看,氮化硼是由氮原子和硼原子所构成的晶体。
化学组成为43.6%的硼和56.4%的氮,具有4种不同的变体:六方氮化硼(HBN )、菱方氮化硼(RBN)、立方氮化硼(CBN)和纤锌矿型氮化硼(WBN)。
其中我们要研究的立方氮化硼具有类似金刚石的晶体结构,不仅晶格常数相近(金刚石为0. 3567nm,立方氮硼(0.3651nm),而且晶体中的结合键亦基本相同,即都是沿四面体杂化轨道形成的共价键。
所不同的是金刚石中的结合是纯碳原子之间的共价键,而立方氮化硼晶体中的结合键则是硼、氮异类原子间的共价结合。
这就像盖房子的结构是一样的,但是使用的材料不同,素质低下的开发商偷工减料用劣质产品,这样在同样的结构下却无法建出质量合格坚固的好房子。
理想的立方氮化硼晶格中,所有4个B-N键的键长彼此皆相等(0.157nm),键与键之间的夹角为109°5'。
正是基于这种稳定的化学结构,立方氮化硼有与金刚石相媲美的硬度,当然无可厚非。
图2.CBN化学结构图3.CBN单晶那么我们怎样才能得到如此完美的立方氮化硼以供我们使用呢?由于立方氮化硼在机构上与金刚石非常相似,很自然的人们就会如法炮制制造金刚石的方法,值得庆幸的是这种方法对立方氮化硼的制造同样适用。
目前最常用的方法以立方氮化硼和不同的触媒为原料在高温(1400~1800℃)和高压(4~8GPa)下采用静态高压触媒法合成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
温 度 T ℃ /
图 5
不 同 材 料 刀 具 的 硬 度
断 续切 削在 金属切 削 中是一种 难 度较 大 的切 削 过 程 , 其是 高硬 材料 的断续 切 削 , 尤 不但 要求 机床 的 刚性 要好 , 对刀 具 的强 度 和 耐 用 度提 出 了更 高 的 也 要求 . C N刀 具具 有优 良的特性 , P B 完全 胜 任高 硬材 料 的断续 切削 .
其 优 良的切 削 性 能 解 决 了 材 料 加 工 中 的 难 题 . 文 介 绍 了 本
P N 的 组 成 成 分 、 具 结 构 , 其 性 能进 行 了分 析 , 以 实 CB 刀 对 并
例 说 明 了应 用 效 果 .
关
键
词 : P N; 具 ; 削性 能 CB 刀 切
中 图分 类 号 : T 6 Q1 4
定性 和对 铁 族 元 素 及 其 合 金 的化 学 惰 性 要 优 于 金
刚石.
() 1 具有 较 高 的硬 度 和 耐 磨 性. B 微 粉 的 莫 C N 氏硬 度为 9 8 维 氏硬度为 7 ~9 a 其 硬度仅 次 ., 5 0GP , 于金 刚石 . 烧 结 体 P B 复 合 片 的 硬 度 一 般 在 其 C N
( ) 复合 型刀 片 焊接 在 碳 钢 上作 为整 体 使用 3将
的刀具 , 焊接 面 为银焊 或铜 焊 ( 图 4 见 )
压铸丽( 分
>
士
鹭
银 焊或铜 焊物 硬质 合金 理 接触 面积少
图 4 焊 接 片
0 2 O 40 6 0 8 0 l 0 0
C N含 量/ B %
c N 单 晶粉 +粘 结 剂 B
~
P B 聚 晶片 cN
3 i a r n
切 削和硬切 削等 领域 .
( )压 制 聚 晶 b 图 1 P B 的 热 压 工 艺 C N
1 P B 的 组成 成 分 对 刀 具 性 能 的 影 响 C N
15 9 7年 , 国通 用 电气 ( ) 司[ 6 硬 材料 美 GE 公 2] -超
3 P B 刀具 材 料 的性 能 C N
立方氮 化 硼 ( B Es属 等 轴 晶 系 , C N) , 25 晶胞 常 数 0 3 15mm, . 6 晶形 为六 面 体 ~八 面 体 聚 形 、 面体 八
图 2 C N 含 量 与硬 度 的关 系 B
O. 3
等 , 结构 与金 刚石 相 似 , 学 键类 型相 同 , 其 化 晶格 常 数相 近 , 具有 与金 刚石 相近 的硬 度和强 度 ; 其热稳 但
( ) 有很 高 的热 稳定 性. B 的耐 热性 可达 1 2具 C N 40 0 ℃~ 15 0 , 目前 世 界上 第 一耐 热超 硬 材料 . 0 ℃ 是 其烧结 体 P B 在 8 0 时的硬 度还 高 于 陶瓷 和硬 C N 0℃ 质合金 的常 温硬 度. () 3 具有 良好 的化 学 稳 定 性 . B 的 化 学 惰 性 C N 特别大 , 11 0 以下 不与 过渡 金属起 化 学作 用 , 在 0℃
文 章编 号 : 0 6 3 6 ( 0 8 0 - 0 3 —0 10 — 2 9 2 0 )4 0 3 4
P B 刀 具 加工 制造 及其 性能 分 析 C N
宗 万 栓 神 会 存 刘 书锋 吕梅 娟。 , , ,
(. 1 中原 工 学 院 , 州 4 0 0 ;. 州 博 特硬 质材 料 有 限公 司 , 州 4 0 0 ) 郑 5 0 72 郑 郑 50 1
注 意 : 制 造 过 程 中 , 晶 C N 应 与 粘 结 剂 混 合 均 匀 后 在 微 B
过 机夹 方式夹 于刀 杆之 上.
方能使用.
() 2 以硬质 合 金 为基 体 的复合 型 C N 刀 具. B 这 样 的配 合 可 以充 分 发 挥 刀 刃 的 耐 磨 性 和 基 体 的韧 性 , 大 P B 刀 具 的 使 用 范 围. 扩 C N 由于 2种 材 料 的 线 膨胀 系数及 密度 都 不 同 , 保证 热 传 递 及 可加 工 为 性 , B 的厚度 一 般 为 0 5 1 2mm, 占刀 片 的 C N . ~ . 约
文献 标 识 码 : A
切 削 加 工 是 工 业 生 产 中 最 基 本 的 方 法 之
一
机 , C N 微 晶为 主要原 料 , 人粘 结剂 混合均 匀 , 以 B 加 通 过模 具压 制成 所需 要 的形状 , 然后 烧结 . 压制 单 晶
]
,
它直 接影 响 工业 生产 的效 率 、 本和 能 源消 成
> 30 00
20 00
一
特性 使 切削 时刀 屑 间摩 擦 系数 减 小 , 削 变形 减 切
l0 00
小 , 削力 降低 , 切 加工 表面 质量 提高 .
20 0 40 0 60 0 80 0 100 0
0
0
4 应 用 实 例
4 1 P B 刀 具 断 续 车 削 渣 浆 泵 叶 轮 外 圆 . C N
作者简介 : 宗万 栓 (9 2 ) 男 , 南 濮 阳人 , 士 研究 生 18 一 , 河 硕
Gr p c olgy & Pr d to o r z i V o1 5, o 4, 0 ou Te hn o o uci n M de niaton .2 N . 2 08
量越 多则硬 度越 低 , 韧 性越 差 ; 而 粘结 剂 种 类 不 同 ,
剂含量 高 的 C N 聚 晶时 , 结剂 应具 有较 高 的硬 度 B 粘
和韧性 .
1 1 粘结 剂对 P B 刀具性 能 的影响 . C N P B 刀具 材 料 组 成 成 分 不 同 , C N 刀具 的物 理 性
收稿 日期 : 0 8 9 1 2 0 —0 — 0
能 和切 削性 能 也不 同. 烧 结 P B 的过 程 中 , 在 C N 添 加粘 结剂 的比例不 同 , C N 硬度 也不 同. P B 粘结 剂 含
中 的合 金 元素不 应 产 生化 学 亲 和 ; 聚 晶氮 化硼 用 ④
于加 工不 同 的金属材 料 时 , 耐磨铸 铁 与淬火 钢 , 如 其
粘结 剂 的含量对 切 削效果影 响很 大 , 因此 , 制造 粘结
烧 结体 l ] 2 _ . 0世 纪 直 到 7 4 O年 代 , 由前 苏 联 、 才 中 国 、 国、 国等 国家相继 研 制成功 作 为切 削刀具 的 美 英
c N 单 晶 粉 B
1 m i 0 n
义. C N 刀具具 有 硬度 高 、 PB 耐磨 性及 高温力 学 性 能
优良、 化学 稳 定 好 、 易 与 铁 族 金 属 发 生 粘 结 等 特 不 点, 广泛应 用于难 加 工 材 料 切 削 、 速 切 削 、 速 干 高 高
( )压 制 单 晶 粉 a
耗. 提高 切削 加工效 率 , 会带 来 巨大 的社会 效益 和 将
与聚 晶制 品 , 需先 后分 2次 进 行 , 生 产 工艺 如 图 1 其
所 示.
HB 粉 +触 媒 剂 N
~
经 济效益 . 北 美机 械 工程 师 协会 主席 Ho 曾 说 : 前 m
“ 节省 加 工 工 时 一 分 钟 , 国 就 可 以节 省 一 亿 美 每 美 元”3, [ 可见 提高效 率对 国民经 济具有 十分 重要 的意 ]
时 , B 含量 为 5 左 右 , 具 最 耐 磨 ; 工 C 0 C N 5 刀 加 r6 合金工 具钢 时 , B 含 量越高 越耐磨 . C N
1 4 1 3或更 小 . 片 有 圆柱 形 、 方形 等 规 则 形 /~ / 刀 正
状 , 有不规 则形 状 , 与机 夹杆 配用. 也 也
摘
要 : 聚 晶 立 方 氮 化 硼 ( C N) 一 种 超 硬 材 料 , P B 是
PB C N烧 结体 及 C N/ 质 合 金复 合 聚 晶 的 P B B 硬 CN
复 合片. 聚 晶立 方 氮 化 硼 ( oy rsal eC bcB rn P lcy tln u i oo i Ni ie P B 是 超 硬 刀 具 材 料 的一 种 , 制 造 方 t d , C N) r 其 法有 很多种 , 压法 是其 中最 主要 的一种 _ . 压法 热 2热 ] 制造 P B 所 用 的 设 备 为 六 面 顶 或两 面顶 的液 压 C N
研 究部在 高 温 高 压 条件 下 首 先 合 成 了立 方 氮 化 硼 (B 单晶, C N) 由于 其 具 有 较 高 的 硬 度 、 化 学 惰 性 高 及 高温 下 的热稳定 性 , 因此 人 们 一 开 始 就试 图将 其 应 用于切 削加 工 ; 单 晶 C N 的颗 粒 较 小 , 难 制 但 B 很 成 刀具 , C N烧 结性 很 差 , 且 B 难于 制 成较 大 的 C N B
粘 屑现 象 , 其适 合加 工过 渡金属 合金 钢. 尤
() 4 具有 较好 的导 热性 . 温下 , B 的导 热 系 室 C N 数 为 13 0w/ r 0 (n・℃) 导 热 性 仅 次 于 金 刚石 . , 并
40 00
且 随温度 的升 高 , C N 的导 热系 数是增 加 的. P B () 5 具有 较 低 的 摩 擦 系 数. B 的摩 擦 系数 为 C N 01 . , . ~O 3 随着 切 削 速度 的提 高 , 擦 系数 减 小 . 摩 这
1Z C N 的 含 量 对 P B 刀 具 性 能 的 影 响 . B C N
C N 的含 量 多少 影 响 P B 复 合 片 硬度 和耐 B C N 磨性 . 着 C N 的含量 增加 , C N 的硬 度增 加 ( 随 B P B 见