焊接当量
焊接碳当量计算及公式应用
接热影响 区的淬硬倾 向和冷裂倾 向与化学成分有
着密切关系, 其中碳是各种合金元素中对钢的淬硬 性和冷裂性影响最显著的元素, 所以人们把各种合 金元素对钢的焊接性 的影响与碳 比较而折合成相 1 1 国际焊接学会推荐的碳 当量公式 C (I . EI W)
感指数( ) P 及防止冷裂所需要 的预热温度的计算
公式 :
P =Pm+[i/0+t40 0 w c t 6 1 00 ] /
甘油 法 )
(— ) 3 2
式中 ,H] [ 熔敷金属 中扩散氢含 量( llO , m /O g R接缝拉伸拘束度 (g m ・ m k/ m m )
C I E(I W)=C+Mn 6+( r o+V) 5+( i / C +M / N
当于若干碳量 , 而各种合金元素影响的总和称为这
种钢的碳当量 , 以此来作为评价钢的焊接性的参考
性指标 。
+C ) 1 ( ) u /5 % 下 同 。 )
() 1
( 中的元素符号均表示 该元素 的质量分数 , 式
5 0年代 初 , 当时钢 的强化 主要 采 用 碳锰 , 预 在 测钢 的焊接 性 时 , 应用 较广 泛 的碳 当量公 式 主要有
工、 建筑 、 核动力工程、 船舶、 车辆、 锅炉 、 压力容器、 机械制造方面。随着焊接技术的迅速发展 , 对金属
材料 焊接 性 的研究 也 不 断深 入 。钢 的焊 接 性 主要
1 前 言
焊 接技术 广泛应用 于现 代工业 生产 中 , 几乎 涉 及 所 有 的工业 部 门 , 别 是航 空 、 天 、 子 能 、 特 航 原 化
通过对钢的碳当量和冷裂敏感指数 的估算 , 可 以初步衡量低合金高强度钢冷裂敏感性 的高低 , 这 对焊接工艺条件如 预热、 焊后 热处理、 线能量等的 确定具有重要的指导作用。
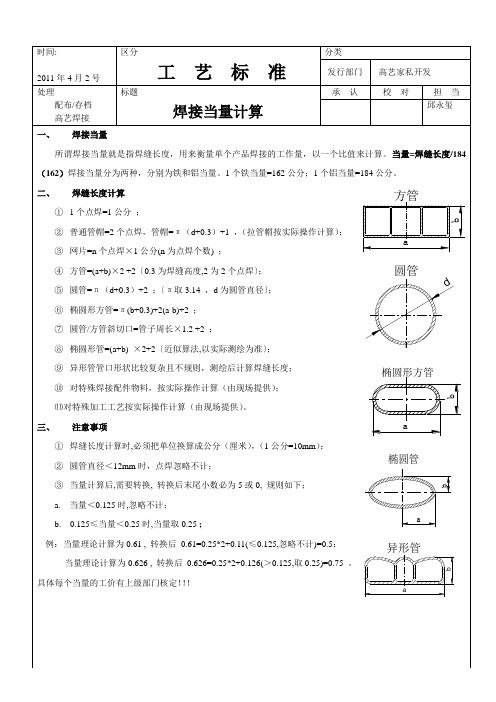
焊接当量计算
补充说明:
为了便于安排月/年计划生产、成本管理,特说明以下几点:
1.焊接采用当量的形式,来衡量产品的工作量(具体如上),
注:每个金属(铁、铝、不锈钢)产品需计算当量,便于计算焊丝等投入,对于CO²焊,每公分(厘米)需焊丝300-350mm,其中包括直径0.8和1.0焊丝;对于Ar焊待定。
2. 打磨采用长度的形式,来衡量产品的工作量(以公分,即厘米计算),
注: 每个需要打磨的产品,需要上报每个产品所需的打磨片或磨光片。
3.抛光采用零件或部件的表面积的形式,来衡量产品的工作量(以m²计算),注: 每个需要抛光的产品,需要上报每个产品的表面积。
4. 喷粉采用成品或半成品的表面积的形式,来衡量产品的工作量及粉体用量(以KG计算)。
注: 每个需要喷粉的产品,需要计算每个产品的表面积及粉体用量。
5. 油漆采用需要喷涂面面积的形式,来衡量产品的工作量及油漆用量。
注: 每个需要喷涂的产品,需要上报每个产品的喷涂面积及油漆用量。
焊工的劳动量
焊工的劳动量/天折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40以下对焊CS每天约35 达因SS 28 达因,DN40以上对焊CS48达因SS 40达因,DN40以下承插焊CS每天约50 达因SS 45达因2、预制部分焊口后现场安装: DN40以下对焊CS每天约18达因SS 15达因,DN40以上对焊 CS 20达因SS 18达因,DN40以下承插焊CS每天约22 达因SS 20达因;如果是塔区及高空或管廊以上完成量相应减少约30%。
我公司一般用“焊接当量”统计焊工的工作量。
这是目前国际通行的统计方法在综合考虑材质壁厚的前提下项目部要求预制阶段每个焊工每天焊接当量达到40吋口,预制阶段达到25吋口关于劳动定额,目前在施工单位实行起来困难重重,首先全国统一劳动定额颁布于198*年,至今没有新修订,早已不适应,当前施工单位使用劳动定额统计工人工作量的少之又少,仅适用的各公司自己内部编制的。
1、进行劳动定额统计的一般是劳资部门,这类部门对施工技术方法不熟悉,没有量化的认识2、劳动定额单价的确定非常困难,很难保证施工队与管理层的一致3、取代劳动定额的措施是实行施工队工程承包随着施工技术水平的提高,各种自动机械的广泛使用,特别是在安装施工中统计劳动定额已没有意义现在仅仅在预算中出现劳动定额,这个数据是不适合劳动工资管理中统计劳动定额个人认为,劳动定额统计仅适用于实行计件工资制的制造企业定额还是需要的,只不过看使用什么定额, 承包者和发包者都必须通过各自的定额来确定承包价, 正所谓个人都有小九九. 定额按使用对象或范围分不同层次.1个达因=1'的管道*1个焊口google搜了一下,你们所说的达因应该就是dia-inch(焊口当量)如果是这样,那么我们说的是一回事我从来没接触过这种说法,接触到的就是焊接当量。
钢的碳当量公式和其在焊接中的应用

钢的碳当量公式及其在焊接中的使用曹良裕魏战江摘要介绍了目前世界各国常用的碳当量公式及其适用的钢种、强度级别、化学成分范围及使用判据。
关键词碳当量焊接裂纹低合金高强度钢钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。
通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
50年代初,当时钢的强化主要采用碳锰,在预测钢的焊接性时,使用较广泛的碳当量公式主要有国际焊接学会(IIW)所推荐的公式和日本JIS标准规定的公式。
60年代以后,人们为改进钢的性能和焊接性,大力发展了低碳微量多合金之类的低合金高强度钢,同时又提出了许多新的碳当量计算公式。
由于各国所采用的试验方法和钢材的合金体系不尽相同,所以应搞清楚各国所使用的碳当量公式的来源、用途及使用范围等,以免使用不当。
1 国际焊接学会推荐的碳当量公式CE(IIW):[1]CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)(1)(式中的元素符号均表示该元素的质量分数,下同。
)该式主要适用于中、高强度的非调质低合金高强度钢(σb=500~900 MPa。
当板厚小于2 0 mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0. 60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
2 日本推荐的碳当量公式2.1 日本JIS和WES标准规定的碳当量公式:[2]Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 (%) (2)该式主要适用于低碳调质的低合金高强度钢(σb=500~1000 MPa)。
当板厚小于25 mm,手工焊线能量为17 kJ/cm时,确定的预热温度大致如下:钢材σb=500 MPa, Ceq(JIS)≈0.46%, 不预热σb=600 MPa, Ceq(JIS)≈0.52%, 预热75 ℃σb=700 MPa, Ceq(JIS)≈0.52%, 预热100 ℃σb=800 MPa, Ceq(JIS)≈0.62%, 预热150 ℃(1)、(2)式均适用于含碳量偏高的钢种(C≥0.18%),即C≤0.20%;Si≤0.55%;Mn≤1.5%; Cu≤0.50%;Ni≤2.5%;Cr≤1.25%;Mo≤0.70%;V≤0.1%;B≤0.006%。
钢的碳当量公式及其在焊接中的应用

钢的碳当量公式及其在焊接中的应用曹良裕 魏战江摘 要 介绍了目前世界各国常用的碳当量公式及其适用的钢种、强度级别、化学成分范围及应用判据。
关键词关键词 碳当量 焊接裂纹 低合金高强度钢钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。
通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
50年代初,当时钢的强化主要采用碳锰,在预测钢的焊接性时,应用较广泛的碳当量公式主要有国际焊接学会(IIW)所推荐的公式和日本JIS 标准规定的公式。
60年代以后,人们为改进钢的性能和焊接性,大力发展了低碳微量多合金之类的低合金高强度钢,同时又提出了许多新的碳当量计算公式。
由于各国所采用的试验方法和钢材的合金体系不尽相同,所以应搞清楚各国所使用的碳当量公式的来源、用途及应用范围等,以免应用不当。
1 国际焊接学会推荐的碳当量公式CE(IIW)CE(IIW)::[[11]]CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%) (1)(式中的元素符号均表示该元素的质量分数,下同。
)该式主要适用于中、高强度的非调质低合金高强度钢(σb =500~900 MPa。
当板厚小于20 mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0.60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
2 日本推荐的碳当量公式2.12.1 日本JIS 和WES 标准规定的碳当量公式标准规定的碳当量公式::[[22]]Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 (%) (2)该式主要适用于低碳调质的低合金高强度钢(σb =500~1000 MPa)。
当板厚小于25 mm,手工焊线能量为17 kJ/cm 时,确定的预热温度大致如下:钢材σb =500 MPa, Ceq(JIS)≈0.46%, 不预热 σb =600 MPa, Ceq(JIS)≈0.52%, 预热75 ℃σb =700 MPa, Ceq(JIS)≈0.52%, 预热100 ℃ σb =800 MPa, Ceq(JIS)≈0.62%, 预热150 ℃(1)、(2)式均适用于含碳量偏高的钢种(C≥0.18%),即C≤0.20%;Si≤0.55%;Mn≤1.5%;Cu≤0.50%;Ni≤2.5%;Cr≤1.25%;Mo≤0.70%;V≤0.1%;B≤0.006%。
焊条用量与焊接当量
最近做施工,发现钢附框焊接预算部要我提供焊条用量,本人对这个不太熟,还想请教各们大虾,一般焊条用量怎样算较准确,感谢!!回复:焊条重量W=焊缝截面积S*焊缝长度L/焊条熔敷系数N;N=0.5-0.6(焊条头的损耗、药皮损耗、飞溅损耗)楼上的朋友,我看了你的公式不太懂,比如焊角尺寸为6mm,焊一米长的焊缝所用焊条重量是多少呢?同意二楼算法,楼上所提出的两个贴子所讨论的算法都不全面,只能做参考,实际可根据按二楼所说,先焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同; 另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)1、提问者很清楚的说明是焊条而非焊丝或其他焊接材料的消耗量。
2、焊缝的截面积当然包括余高在内的消耗的焊条用量,否则会以焊脚高度作为计算参数而不以焊缝截面积。
3、熔敷系数取0.5-0.6是考虑了焊工留焊条头的长短,焊条药皮的厚薄等因素,否则不会用一个取值范围。
4、当然所得到的结果是估算或者说是概算,并非结算。
补充一句,焊脚高及焊缝形式是焊缝面积计算的依据同意dwandwan的看法,我就是想知道焊缝截面积的计算,你说“另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍”,是指按照三角形算出的面积再乘以1.21吧,我的那个是焊脚为6mm,焊缝面积是6×6/2×1.21=21.8mm2,是这样吗?最近要用到焊缝面积,不知道如何算,不知道我的理解对不对。
6MM焊缝是这样算的,焊脚高度再大的话就适当降低1.21的比例.H型钢制作:15kg/t轻钢厂房综合:12kg/t根据各位大虾的施工经验,一个有代表水平的焊工,一天(8小时)能焊接多少达因量呢?折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40 以下对焊CS 35 达因 SS 28 达因DN40 以上对焊CS 48达因 SS 40达因DN40 以下承插焊 CS 50 达因 SS 45达因2、预制部分焊口后现场安装:DN40 以下对焊 CS 18达因 SS 15达因,DN40 以上对焊CS 20达因 SS 18达因DN40 以下承插焊 CS 22 达因 SS 20达因如果是塔区及高空或管廊以上完成量相应减少约30%。
国际标准碳当量
国际焊接学会推荐的碳当量公式CE(IIW):[1]
CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(%)
(式中的元素符号均表示该元素的质量分数,下同。
)
该式主要适用于中、高强度的非调质低合金高强度钢(σb=500~900MPa。
当板厚小于20 mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0.60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。
通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
50年代初,当时钢的强化主要采用碳锰,在预测钢的焊接性时,应用较广泛的碳当量公式主要有国际焊接学会(IIW)所推荐的公式和日本JIS标准规定的公式。
60年代以后,人们为改进钢的性能和焊接性,大力发展了低碳微量多合金之类的低合金高强度钢,同时又提出了许多新的碳当量计算公式。
由于各国所采用的试验方法和钢材的合金体系不尽相同,所以应搞清楚各国所使用的碳当量公式的来源、用途及应用范围等,以免应用不当。
Dia-inch 焊接总工程量算法

6
评分人数
阅读权限 40 在线时间 604 小时 注册时间 2008-6-6
第2页 共5页
最后登录 2011-5-14
lupg: 帮助他人解决问题 魅力 + 1 点
——————平和参与交流——————— 声明:本文内容由 lxzzl 发布、并对此行为可能带来的后果 承担全部责任 如有侵犯他人的权益,可联系 管理员 或致信 zyf7679@,本站将协助修改或删除。
查标准上工标网
0 0
收藏
分享
评分
顶
踩
回复
引用
评分 报告 使用道具
misliu
发表于 2008-7-24 15:54 | 只看该作者
阅读权限 30 在线时间 148 小时 注册时间 2008-6-15 最后登录 2011-5-17 回复 引用 评分 报告 使用道具 TOP
第4页 共5页
lgcan70
发表于 2010-3-1 22:35 | 只看该作者
10 楼
计焊接工作量的单位,也就是焊接当量,国外叫达因,是指直径1英寸的一个焊口为1个焊接当量(1达因),10 个1英寸的焊口就是10达因,2个5英寸的焊口也是10达因,这种统计方法只考虑了焊口直径没有考虑壁厚的影 响,所以只适用于壁厚在8毫米以下的焊口。操作中可以对超过8毫米每增加2毫米加乘一个0.1的系数。具体系数 还可以商确. 9# ailiy
等级: 海川高中3年级 UID 帖子 主题 积分 威望 财富 魅力 贡献 专业 75417 620 0 1211 0点 1087 点 1197 点 0点 机械修理技术
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接当量
焊接当量是焊接工作量的一种体现形式。
它对领导的宏观调控和焊工微观的工作量、应得报酬分配具有十分重要的参考、指导作用。
某炼油厂管道安装工程焊接当量采用的是焊口直径统计法,即把焊口直径(单位:寸)累计相加,对于厚度的影响,解决办法是把工程中包含的厚度范围分类,然后对于每一类相应的乘以不同的系数。
例如,在某加氢精制装置中,管道厚度分为2类,0~18mm,19~24mm,相对应的系数分别为×1,×1.5。
此种方法在统计工程量和工作量时,统计人员根据班组每天所报焊接记录确定管道厚度,然后根据等级乘以相应的系数,最后把所得的寸口相加求和。
此种方法操作简单。
但由于对厚度只是粗略考虑,分类不是很细,所以缺乏科学性。
首先,对领导的宏观调控不能起到很好的参考作用。
例如某装置管道安装工程工期1年,焊接量为75000寸,前半年完成50000寸,下半年还剩25000寸。
如果没有特别清晰的补充说明,领导理解中已经完成了一半多了。
但实际情况是,上半年完成的基本是薄壁管,剩下的基本都是厚壁管。
也就是说,虽然数据上看上半年已经完成了一多半,但下半年的真实剩余工程量比上半年还要多。
这很容易给领导造成误解,或者不能很好的反映出真实情况,进而不能很好的进行宏观调控,影响工程秩序和进度。
另外在给焊工的报酬中不能更好的体现公平原则,18mm就是薄,19mm就是厚,其实在焊接过程中它俩焊接难度差的不是很多,但得到的报酬却明显不一样,不能更好的体现公平原则。
既然决定因素是管径和壁厚,那么不如把两者同等对待。
这里有个好一点的办法,就是每个焊缝的管道外径或板材长度与厚度的乘积除1000即为焊接当量值。
管道焊接当量=管道外径×管道厚度/1000
板材焊接当量=板材长度×板材厚度/1000/3.14
外径、长度、厚度的单位为毫米(mm)
焊接当量的单位为EW。
此种方法统计员事先需在数据库中插入两列,一列是规格(要求管径和壁厚),一列是乘积结果,这样在统计时只需把当天结果加和就可以了。
更加方便和科学。
此种方法应该适用于包含多种管道规格的工程。