焊接达因数计量方法
焊缝填充量计算公式

焊缝填充量计算公式焊缝填充量是焊接过程中的重要参数,它直接影响焊接质量和强度。
对于焊工来说,掌握焊缝填充量的计算公式是非常重要的,因为只有正确计算填充量,才能保证焊接过程的稳定性和焊缝的质量。
焊缝填充量的计算公式是根据填充材料和焊缝的尺寸来确定的。
下面是针对不同类型焊缝常用的计算公式:1. 直缝焊填充量的计算公式:填充量 = 焊缝长度× 焊缝宽度× 焊缝高度其中,焊缝宽度是指焊接接头两侧焊接金属之间的距离,焊缝高度是指焊接金属表面到焊缝最高点的距离。
2. 角焊缝填充量的计算公式:填充量 = (a + b)× (c - t) × 0.5 × h其中,a是角焊缝的一边长度,b是另一边长度,c是一个角的内角度数,t是焊缝的厚度,h是焊缝的高度。
3. 环焊缝填充量的计算公式:填充量 = (d × π)× h其中,d是环焊缝的直径,h是焊缝的高度。
计算焊缝填充量时,需要注意以下几点:1. 正确测量尺寸:焊缝的尺寸应该准确测量,避免在计算填充量时出现误差。
2. 确定焊缝形状:根据实际焊接需求,确定焊缝的形状,从而选择相应的计算公式。
3. 考虑焊接位置:不同的焊接位置可能会对填充量产生影响,需要根据实际情况进行调整和修正。
4. 选用合适的焊接材料:填充量的计算还需要考虑焊接材料的类型和特性,确保选用合适的焊接材料进行焊接。
总结起来,焊缝填充量的计算公式对于焊接过程至关重要,它能够帮助焊工准确掌握焊接参数,确保焊接质量。
在实际应用中,我们要根据焊接任务的具体要求,选择合适的计算公式,并注意确保尺寸的准确度和选用合适的填充材料。
通过正确计算焊缝填充量,我们可以提高焊接效率,保证焊接质量,最终获得良好的焊缝连接。
焊接电流的计算公式

焊接电流的计算公式
焊接电流的计算公式
焊接电流是计算焊接工艺参数的关键指标,它直接影响着焊接接头的质量。
因此,正确计算焊接电流是焊接工艺设计的基础。
焊接电流的计算公式是:I=K*SQRT(V*P/4*π*D),其中I表示焊接电流,K是一个系数,V表示电压,P表示焊枪的功率,D表示焊丝的直径。
在实际应用中,K的值通常取1.6,但根据不同的焊接材料,K的值可能会有所不同。
例如,当焊接铝合金时,K的值应取1.4;当焊接钢材时,K的值应取1.6;当焊接铜合金时,K的值应取1.8。
在计算焊接电流的过程中,可以根据焊枪的功率来确定电压。
一般来说,电压越高,焊枪的功率也就越高,因此应根据焊枪的功率来确定焊接电流。
在计算焊接电流的过程中还需要考虑焊丝的直径,因为焊丝的直径直接影响着焊接电流的大小。
一般来说,焊丝的直径越大,焊接电流也就越大,反之亦然。
正确计算焊接电流是焊接工艺设计的关键,可以根据上述公式来计算焊接电流,但还需要考虑K值、电压和焊丝的直径等因素,以保证焊接质量。
焊材消耗量计算方法

焊材消耗量计算方法
一、计算公式
W(g)A(cm2) ρ(g/cm3)L(cm) η 1.2
焊接材料所要量截面积密度焊道长熔敷效率余高以20%焊
道计
密度ρ焊接方法1/ηη
碳钢7.8 焊条电弧焊 1.82 55% Cr-Ni不锈钢7.9 氩弧焊 1.10 90% Cr-Ni-Mo不锈钢8.0 CO2药芯 1.15 89% 铜、镍8.9 埋弧自动焊、
CO2实芯
1.05 95%
二、焊剂计算
1、埋弧自动焊焊剂=1.2W
2、带极堆焊焊剂一种焊剂=0.9W
二种焊剂=1.0W
3、机加工复层焊条=4过度层焊材
三、每Kg焊材根数
1、焊条碳钢:Ф3.2 30~31根/Kg 不锈钢31根/Kg
Ф4.0 18根/Kg 不锈钢19根/Kg
Ф5.0 12根/Kg
2、氩弧焊丝:每盒:5 Kg Ф2.4:28根/Kg Ф2.5:26根/Kg
Ф2.0:26根/Kg Ф1.2堆焊每盘:20Kg
3、气保焊焊丝:药芯Ф1.2堆焊每盘:12.5Kg
实芯Ф1.2堆焊每盘:20Kg
4、埋弧焊焊丝每盘:20 Kg
5、带极堆焊:哈焊所每盘:35~40 Kg
大钢每盘:35~40 Kg
进口每盘:35~40 Kg。
焊接强度计算公式
焊接强度计算公式焊接强度计算公式是用来计算焊接件的强度,也就是焊接件在一定力作用下能够承受的最大拉力值。
这个公式通常采用负荷分配原理,做出的假设是:当焊接件受到一定的拉力时,上下两端的焊缝处会产生一定的应力,并且应力随着有效焊缝长度的增加而增加,而焊缝的应力分布是等差的。
根据上述假设,焊接强度计算公式可以表示为:Fw = (π/4)K(t0/L)2σb其中:Fw——焊接件的最大拉力;K——负荷分配因子,一般取值在1.5~2之间;t0——焊缝的有效厚度;L——焊缝的有效长度;σb——焊缝的最大应力强度。
根据此公式可以得出,焊接件的强度主要取决于三个因素:负荷分配因子K、焊缝的有效厚度t0和有效长度L。
负荷分配因子K是用来衡量焊缝上下端处应力分布的等差性,例如,K=1.5表示焊缝上下端处的应力分布是等差的,K=2表示焊缝上下端处的应力分布是等比的,K=1表示焊缝上下端处的应力分布是均匀的。
焊缝的有效厚度t0是指焊缝内部的有效截面积,一般情况下,t0取决于焊缝的实际厚度和焊材的性能,例如,当焊缝的实际厚度为6mm时,t0可以计算出在该厚度下焊材的有效截面积,而对于不同的焊材,其有效截面积是不同的,因此t0的取值也不同。
焊缝的有效长度L是指焊缝内部的受力长度,一般情况下,L取决于焊接件的设计尺寸,例如,当焊接件的设计尺寸为100mm时,L可以计算出在该尺寸下焊缝的受力长度。
焊缝的最大应力强度σb是指焊缝内部的最大应力强度,一般情况下,σb取决于焊接件的材料性能及焊材的性能,例如,当焊接件为钢材时,σb可以计算出在该材料下焊材的最大应力强度,而对于不同的焊材,其最大应力强度是不同的,因此σb的取值也不同。
总之,焊接强度计算公式是用来计算焊接件的强度,它的最终结果主要取决于负荷分配因子K、焊缝的有效厚度t0和有效长度L以及焊缝的最大应力强度σb。
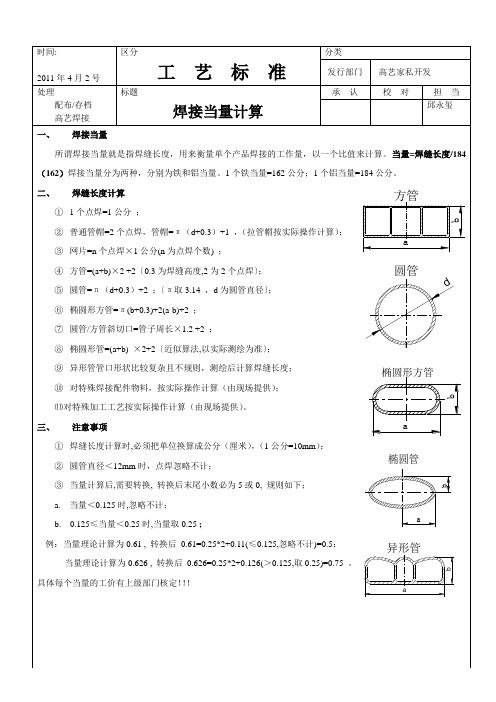
焊接当量计算
补充说明:
为了便于安排月/年计划生产、成本管理,特说明以下几点:
1.焊接采用当量的形式,来衡量产品的工作量(具体如上),
注:每个金属(铁、铝、不锈钢)产品需计算当量,便于计算焊丝等投入,对于CO²焊,每公分(厘米)需焊丝300-350mm,其中包括直径0.8和1.0焊丝;对于Ar焊待定。
2. 打磨采用长度的形式,来衡量产品的工作量(以公分,即厘米计算),
注: 每个需要打磨的产品,需要上报每个产品所需的打磨片或磨光片。
3.抛光采用零件或部件的表面积的形式,来衡量产品的工作量(以m²计算),注: 每个需要抛光的产品,需要上报每个产品的表面积。
4. 喷粉采用成品或半成品的表面积的形式,来衡量产品的工作量及粉体用量(以KG计算)。
注: 每个需要喷粉的产品,需要计算每个产品的表面积及粉体用量。
5. 油漆采用需要喷涂面面积的形式,来衡量产品的工作量及油漆用量。
注: 每个需要喷涂的产品,需要上报每个产品的喷涂面积及油漆用量。
管道Din测算

管道Din—inch单价的测算与验证经营二部李恒1、前言近年来,伴随着国家基建紧缩的政策,施工企业的任务严重不足,建筑安装市场的竞争日益激烈,以原有的“预算让利式”的报价方式已经远远不能满足报价的需要,公司领导提出了“成本加成式”的报价策略,即在测算成本的基础上加上一定比例的利润作为投标标价。
这就对各专业的报价人员提出了更高的要求,成本测算成了摆在每个报价人员面前的首要问题。
本人也于那时起,结合自己的专业,开始了对管道成本测算的尝试。
2、确定以DIN作为管道估价单位的原因在中国的习惯是以“米”作为管道计量单位,工程技术人员通常用管道的米数来代表管道施工工程量的大小,然而这样的计量是很不准确的,由于管道的管径、壁厚及管件的含量不同,同样是一千米管道,施工时的工作量相差很大。
在管道计价的时候,管道安装费的估算也是以米为单位称为“米单价”,由于米数不能准确反映管道的实际工程量,每米管道的安装费悬殊很大,给管道安装费用的估算带来了很大麻烦。
近几年,随着中国建筑市场的对外开放,一批国外的总包公司来到中国(如韩国三星、英国克瓦那、日本的日挥千代田、三井等)他们凭借着在设计、设备采购和管理上的优势在中国占据了部分建安市场,这些总包商公司在管道报价中的计量单位为“达因”。
“达因”是国外用以代表管道焊接量的一个通行单位,用“达因”数统计整个项目管道安装所要完成的焊接量,并以此代表整个项目管道安装的工作量。
由于“达因”在计算过程中综合了管件和管径对安装费用的影响因素,所以用“达因”作为工程量计量单位进行成本测算,大管道成本测算开辟了一个新思路,给今后的报价和估价工作带来了方便,并且能更大程度上满足对国外总包商报价的需要,提高报价的竞争力。
3、达因的定义和计算规则“达因”的严格定义为“直径为1英寸的管子周长为1达因”。
“达因”的写法有几种:日本的总包商通常记做“Din—inch”,韩国总包商一般记为“DB”,还有一些总包公司把“达因”记为“Weld--inch”,“Weld--inch”也有简写为“DIN”的。
焊接线能量计算公式和单位

焊接线能量计算公式和单位引言焊接是一种常见的金属连接技术,焊接过程中的能量计算是评估焊接效果和参数设置的重要指标之一。
本文将介绍焊接线能量计算公式和单位的相关知识,帮助读者了解焊接能量的计算方法。
能量计算公式焊接线的能量计算可以通过以下公式进行:能量=电流×电压×焊接时间其中,-能量表示焊接线的能量消耗,单位为焦耳(J)。
-电流表示焊接过程中的电流强度,单位为安培(A)。
-电压表示焊接电源的电压,单位为伏特(V)。
-焊接时间表示焊接的持续时间,单位为秒(s)。
焊接能量单位在焊接过程中,能量的单位通常使用焦耳(J)和焦耳/毫米(J/m m)。
焦耳(J)焦耳是国际单位制中能量和功的单位,在焊接中,焦耳常用于表示焊接线的能量消耗。
焊接过程中的焦耳计算公式如前所述。
焦耳/毫米(J/m m)焊接过程中,焦耳/毫米常用于表示单位长度的能量消耗,也可以作为焊接能量密度的指标。
计算公式如下:焦耳/毫米=能量/焊缝长度其中,-焊耳/毫米表示单位长度的能量消耗,单位为焦耳/毫米(J/mm)。
-能量表示焊接线的能量消耗,单位为焦耳(J)。
-焊缝长度表示焊接线的长度,单位为毫米(mm)。
示例假设一次焊接的电流为200A,电压为20V,焊接时间为10s,焊缝长度为100m m,我们可以计算焊接能量的具体数值和单位。
能量=200A×20V×10s=40000J焦耳/毫米=40000J/100m m=400J/m m通过以上计算,我们得出焊接能量为40000焦耳(J),焦耳/毫米(J/m m)为400。
结论本文介绍了焊接线能量计算公式和单位的相关知识。
焊接能量的计算对于评估焊接效果和参数设置非常重要,在实际焊接过程中需要根据具体情况进行计算。
掌握焊接能量的计算方法可以帮助焊接工程师更好地优化焊接工艺,提高焊接质量。
注意:文档内容未包含图片、图片链接、反号、反斜线、代码框和网址。
内容表达清晰、简洁生动。
5052铝箔达因值测试要求

5052铝箔达因值测试要求
5052铝箔是一种常见的铝合金材料,具有较高的强度和良好的耐腐蚀性能。
达因值测试是对材料的塑性变形能力进行评估的一种方法。
下面将从不同角度对5052铝箔的达因值测试要求进行阐述。
1. 试验方法
达因值测试可以采用多种方法,如拉伸试验、冲击试验等。
对于5052铝箔来说,常用的方法是拉伸试验。
在拉伸试验中,需要按照一定的加载速率施加力,记录应力-应变曲线,并根据曲线的形状和参数来评估材料的达因值。
2. 试验条件
在进行达因值测试时,需要控制一些试验条件,以保证测试结果的准确性和可比性。
例如,试验温度、试验速度、试样形状和尺寸等都需要统一。
对于5052铝箔来说,一般可以在室温下进行拉伸试验,试验速度可以选择适当的加载速率。
3. 试验结果解读
通过达因值测试得到的应力-应变曲线可以提供丰富的信息,如屈服强度、延伸率、断裂强度等。
通过对这些参数的评估,可以判断5052铝箔的塑性变形能力和抗拉强度。
达因值一般用来判断材料的塑性变形能力,即材料在受力下的变形程度。
4. 应用领域
5052铝箔具有良好的耐腐蚀性能和可焊性,广泛应用于食品包装、电子产品外壳、航空航天领域等。
在这些领域中,要求材料具有较高的塑性变形能力和抗拉强度,以确保产品的质量和安全性。
5052铝箔的达因值测试是对材料的塑性变形能力进行评估的一种方法。
通过合理的试验方法和条件,解读试验结果,可以评估5052铝箔的塑性变形能力和抗拉强度,为其在各个应用领域的选型和设计提供依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接达因数计量方法
什么是焊接达因数?
DIN(Dia-inch),计算焊接工作量的单位,也就是焊接当量,国外叫达因,是指直径1英寸的一个焊口为1个焊接当量(1个达因),10个1英寸的焊口就是10个达因,2个5英寸的焊口也是10个达因,这种统计方法只考虑了焊口直径没有考虑壁厚的影响,所以只适用于壁厚在8毫米以下的焊口。
超过8毫米每增加2毫米加乘一个0.1的系数。
具体系数还可以商榷。
装置区的可以根据经验公式算:装置区的焊接工程量=管线总长度×0.127(修正系数)×管线寸口+(弯头数量×管线寸口×2)+(三通数量×管线寸口×3)+(法兰数量×管线寸口)+(大小头数量×管线寸口×2)
对于非装置区即管廊区,可以按公式计算
非装置区的焊接工程量=焊口数(管线总长度/单根管线长度)×管线寸口+(弯头数量×管线寸口×2)+(三通数量×管线寸口×3)+(法兰数量×管线寸口)+(大小头数量×管线寸口×2)
如:管线是3”,焊口数有20个,焊接工程量就是60”。
上式中的管线寸口即管线外径的英制,上面公式只是1种外径规格的管子计算方法,所有规格的管线均按上面公式计算,最后再加起来,就可得到总焊接工程量。
对于厚壁管,可以根据经验乘以一个系数。
还有一种方法,可按经验,根据总单线图的图纸数量,估算总焊口数。