DEK印刷机操作标准书
dek中文版操作手册

dek中文版操作手册Dek篇1.设备操作手册1.1 机器认识11.2安全警告與小心警告: 惊叹号应用于未被特殊警示所涵盖的一切危险的一般警示. 为了确保印刷机操作状况在任何时间均保持安全,所有职员必须广泛地遵守并接受除在手册描述之特别安全注意事项外之安全规范. 警告定義警告: 切割物在警示卷标附近存在锐利边缘伤害的危险.当在指定警告标示引起作业员与保养员对可造成死亡,重伤或病症的可能危区域工作时需特别小心. 险的注意.这些危险不是设备固有就是在设备操作时产生出来的.在机器上使用的警告卷标的范例展示于另一边的表格内. 警告: 刺激物存在会立即产生发炎的物质,并会重复或延长与黏膜底下展示的结合警告和小心预防的卷标,贴于机台上意味着使用者尝或皮肤的接触. 试在设备上执行此作业前应先参阅技术参考手册内相关章节内容. 警告: 易燃物存在易燃物质,应远离热,燃烧源与静电放电,使用于通风良好区域.警告: 移动物在警示卷标附近存在移动对象,这些对象有能力造成伤害.设备外盖不可移开.警告: 辐射物小心标示警告职员随着偏离描述步骤所可能引发的人或料可能的在卷标附近存在因雷射光造成眼睛伤害的危险.不要损害.小心标示并不意味对职员的危险. 直视光源或物体表面之直接反射光.一个小心标示的例子如下: 警告: 受压物高压存在并可能造成伤害.不要企图直接开启系统至小心大气下.摄影机损毁..不要留下任何未用治具于升降平台的后轨道后方区域. 如有任何物体留在升降平台的PC板印刷区域外,当平台上升至印刷警告: 电力危险高电压存在并可能造成伤害或死亡.不要从设备外罩高度时,它将可能与摄影机相撞.移除保护盖或不顾保护装置.21.3设备概观範圍這手冊應由適當訓練過的設備操作人員來使用.對於設備的一般操作狀況它是個快速入門指南.關於設備設定更深一層的資訊則總括到技術參考手冊項次說明觸控式螢幕 1系統按鈕 2滑鼠 3雙按鈕控制 4 鍵盤 5主電源開關 6 緊急開關按鈕 7 錫膏滾動燈 8 三色燈 9 當機器啟動電源後,按下兩紅色緊急開關中任一能以受控方式使機器停止31.4人机接口狀態頁模式2在主要控制螢幕上所顯示的資訊為狀態頁.狀態頁有兩種版本顯示模式.可在Set Prefs選單內Display Type螢幕顯示模式做選擇模式1項次說明製程參數視窗 1設備參數視窗 2訊息提示帶 3項次說明項目單 4 印刷機主題視窗視覺資料視窗 1 5警告訊息視窗 6 製程參數視窗 2印刷機狀態視窗 7 訊息提示帶 3 印刷機主題視窗 8 項目單 4 在觸控式螢幕上觸壓相關的項目圖像便能完成功能選視覺資料視窗 5 擇.另一種選擇方式是藉由鍵盤上功能鍵F1到F8來做警告訊息視窗 6 選擇印刷機狀態視窗 74視覺資料視窗可利用在狀態頁上的Zoom In或 Zoom Out 圖像來改變視覺資料視窗的大小.51.5三色灯此訊息燈顯示設備的作動狀態.設備無法作動系統電源關閉錯誤訊息顯示設備未在準備狀態作動狀態燈號顏色設備在初始化設備在設定中設備在維護下設備提示操作者注意卡匣錫膏不足擦拭紙卷用盡擦拭溶劑耗盡設備可作動設備在就緒狀態等待61.6 开机与登入3. 觸壓Monitor (鍵盤上F7功能鍵). 1. 旋轉主電源開關至ON處.4. 觸壓Log On (F1).2. 設備提示時按壓System鈕.操作員登入視窗顯示:已選好的狀態頁模式會與下列功能選單一起顯示:使用鍵盤輸入操作員I.D.後按下Enter 鍵.5. 觸壓Exit (F8).71.7产品换线新產品 4. 觸壓Load (F1).1. 觸壓Setup (F6).5. 觸壓Change Screen (F5). 2. 觸壓Load Data (F2).選定的檔案會顯示在狀態頁.儲存於設備內所有產品檔案表會顯示出來: 6. 系統提示時掀起前方印刷頭蓋.3. 使用Left, Right, Up和Down (F4, F5, F6和F7) 反白所需檔案.87. 移出钢板. 10. 按下System 鈕.11. 触压Change Screen (F5).8. 加载新钢板到机器内并确保正确方位与开孔位置.12. 触压Change Tooling (F6).13. 触压Head (F2).9. 放下前方印刷頭蓋. 14. 使用双控制钮抬起印刷头.915. 装上印刷头支撑杆 16. 调整PC板支撑器至适合产品位置来准备印刷.PC板夾板器. 當在機器支撐器置放區作業時需極端小17. 移开印刷头支撑杆并归回原位. 心夾板系統且必須經過練習以避免傷害.在前方和後方夾板系統上的金屬薄片是非常鋒利的DEK建議只有操作員能更換磁性支撐桿.使用其它支撐器或許需要變更PC板狀態檔.小心攝影機損毀..不要留下任何未用治具於升降平台的後軌道18. 触压Head (F2).後方區域.如有任何物體留在升降平台的PC板印刷區域外,當平台上升至印刷高度時,它將可能與攝影機相撞.1019. 使用雙控制鈕放下印刷頭.20. 按下System紐.21. 触压Exit (F8).22. 觸壓Exit (F8).111.8印刷参数调整自動模式批量印刷1. 觸壓Setup (F6). 1. 觸壓Monitor (F7).2. 觸壓Mode (F1) 直到Auto出現在狀態頁的模式選項上 2. 觸壓Batch Limit (F4).3. 觸壓Exit (F8). 批量計數極值視窗會顯示在螢幕上:4. 觸壓Run (F1). 3. 使用微調鍵Incr.及Decr. (F6和F7) 可設定所需批量數.印刷機將連續不斷地運作. 4. 觸壓Exit (F8).12除程式設定的鋼板擦拭週期外可選擇Clean Screen來啟動擦拭5. 触压Exit (F8). 鋼板動作.6. 触压Run (F1).除程式設定的錫膏攪拌週期外可選擇Knead Paste來啟動攪拌錫膏動作.印刷選單當設備於自動模式下運作時會顯示下列選單:如有安裝擠壓式刮刀頭選用配備則錫膏添加功能將取消.選擇Paste Load添加錫膏有兩種方式 (自動加錫和手動加錫).选择 End Run可停止印刷机于完成该印刷周期选择 Stop Cycle将立即停止印刷在印刷期間的任何階段皆能啟用下述功能錫膏添加擦拭鋼板參數調整攪拌錫膏調整檢查作業員不應該使用參數調整及調整檢查.133. 添加錫膏到鋼板上. 添加錫膏锡膏和溶剂. 当使用或处理任何锡膏或溶剂必须严格地遵守制造商的标准安全注意事项.防护衣物. 当处理锡膏和溶剂时随即穿戴合格的防护衣物来减少挥发气体的吸入,眼睛及皮肤的接触与摄取.4. 關上前方印刷頭蓋. 手動添加1. 觸壓Manual Load (F2).‘打開前蓋並添加錫膏’ 訊息會顯示在螢幕上2. 打開前方印刷頭蓋.5. 按下System紐.146. 觸壓Continue (F1).7. 觸壓Exit (F8).自動添加1. 觸壓Auto Dispense (F1).錫膏添加器將執行錫膏自動添加作業.2. 觸壓Exit (F8).15溶劑重新補充溶劑至溶劑桶建议溶剂. 任何溶剂的使用必须符合当地环保规章. DEK推荐使用环保认可的溶剂,换句话说无CFC与含水基成分.使用的溶剂必须拥有快速挥发速率及闪火o点规格高于39C的特性. 溶剂溶液. 勿将不同溶剂的溶液混合.当更换另一种不同溶剂时必须彻底冲洗干净溶剂桶.16易燃性. 存在易燃性物质.应远离热,燃烧源与静电放电.3. 裝上印刷頭支撐桿于通风良好区域使用溶剂喷洒. 钢板擦拭清洁器喷洒一细微溶剂溶液喷射带在清洁器纸卷上.应穿著经认可之防护衣物从事作业.受压容器. 溶剂桶是充满压力的状态;在打开溶剂桶注入盖前必须先释放压力.4. 小心旋開溶劑蓋子使蒸氣壓力消去. 重新補充溶劑至溶劑桶:1. 觸壓Head (F2).2. 使用雙控制鈕抬起印刷頭.5. 打開蓋子使用漏斗重新補充溶劑.176. 旋緊蓋子. 9. 移開印刷頭支撐桿並歸回原位.7. 觸壓Prime Solvent (F6).10. 觸壓Head (F2).‘同時按壓兩控制鈕來汲取溶劑’ 訊息會顯示在螢幕上.8. 使用螢幕兩旁控制鈕來汲取溶劑. 11. 使用雙控制鈕放下印刷頭.12. 按下System鈕.18物品更换卷紙 3. 裝上印刷頭支撐桿易燃性. 使用過之紙卷含有鋼板擦拭清潔器溶劑及錫膏的殘留物.參考製造供應商所建議的拋棄處理指示.防護衣物. 當處理錫膏和溶劑時隨即穿戴合格的防護衣物來減少揮發氣體的吸入,眼睛及皮膚的接觸與攝取.4. 小心移開髒污的紙卷.1. 觸壓Head (F2). 5. 裝上新紙卷並依照下圖路徑纏繞:2. 使用雙控制鈕抬起印刷頭.項次說明擦拭紙卷 1收集紙桿 2196. 觸壓Prime Paper (F5). 10. 使用雙控制鈕放下印刷頭. ‘按壓兩控制鈕來進紙’ 訊息會顯示在螢幕上.7. 使用螢幕兩旁控制鈕捲動紙卷確保紙能正確地供給. 11. 按下System鈕.刮刀8. 移開印刷頭支撐桿並歸回原位. 1. 觸壓Setup (F6). 2. 觸壓Setup Squeegee (F4). 9. 觸壓Head (F2).203. 觸壓Change Squeegee (F1). 8. 觸壓Continue (F1).4. 打開前方印刷頭蓋.刮刀參考高度9. 觸壓Calibrat Heights (F2).‘在開始進行壓力校正前先移出鋼板’ 訊息會顯示在螢幕上. 5. 換上所需的刮刀6. 關上前方印刷頭蓋 10. 觸壓Exit (F8).11. 觸壓Change Screen (F5).7. 按下System鈕.‘移出鋼板’ 訊息會顯示在螢幕上.2115. 按下System鈕. 12. 打開前方印刷頭蓋.16. 觸壓Setup Squeegee (F4).13. 移出鋼板.17. 觸壓Calibrat Heights (F2).‘確保安裝正確的刮刀’ 訊息會顯示在螢幕上. 14. 關上前方印刷頭蓋 18. 觸壓Continue (F1).‘壓力高度校正中-勿開啟前蓋’ 訊息會顯示在螢幕上.19. 觸壓Exit (F8).2223. 關上前方印刷頭蓋 20. 觸壓Change Screen (F5).‘插入鋼板並重試’ 訊息會顯示在螢幕上.21. 打開前方印刷頭蓋.24. 按下System鈕.22. 載入鋼板到印刷機內並確保正確方位與開孔位置. 25. 觸壓Change Screen (F5).26. 觸壓Exit (F8).231.9注销与关机1. 觸壓Monitor (F7). 5. 當被提示確認是否關機.2. 觸壓Log Off (F1).6. 當螢幕顯示’現在關閉你的電腦是安全的’ 訊息時,旋轉主電源開關至OFF位置3. 觸壓Exit (F8).4. 觸壓狀態頁上Close System圖像.24错误讯息下述表格列出在正常印刷操作下可能發生的錯誤訊息,可能原因及解決方法.完整版的設備錯誤訊息在技術參考手冊中.補充鋼板清潔擦拭系統溶劑. 鋼板清潔擦拭系統溶劑不足清潔溶劑不足需要補充.鋼板清潔擦拭系統紙卷需要更換鋼板清潔擦拭系統紙卷. 無清潔擦拭紙更換.錫膏筒內無錫膏/擠壓錫膏添加器錫膏筒內無錫膏更換錫膏添加器內錫膏筒. 式刮刀頭錫膏卡匣內補充/更換擠壓式刮刀頭內錫膏卡匣. 或擠壓式刮刀頭錫膏卡匣必錫膏量不足須補充更換.軌道上升異常,檢查支在升降平台上有支撐器/物體打開前方印刷頭蓋移出在升降平台上軌道下的支撐器頂撞到軌道下方. 撐器或物體.系統斷電印刷頭蓋掀起或E Stop觸壓. 關上印刷頭蓋.釋放E Stop紐關上印刷頭蓋. 前蓋打開時系統暫停印刷頭蓋掀起.PC板未到達定位或印刷完打開前方印刷頭蓋,鬆開夾板器並將PC板從軌道內PC板停在軌道上成後未送出板子. 移出.25下面是赠送的企业管理名句100,欢迎欣赏!!!!!!关于企业管理的名言名句5、对产品质量来说,不是100分就是0分。
DEK印刷机机教材

• Dwell Speed 刮刀运动到Dwell高度的速度 最小 10mm/sec 最大 30mm/sec • 增量 1mm/sec 缺省 24mm/sec • Screen Adapter 钢网类别,选项有 NONE,255,SANYO,HERAEUS,20X20,12X12 • Screen Image 钢网框架定位选择,有EDGE和CENTRE 两个选项,其中EDGE只 适用于SANYO和FUJI钢网框。 • Custom Screen 用于对钢网位置的定义和调整,我们多数 情况使用DISABLED。 • Board Width 板宽,40--508mm,增量0.1mm • Board Length 板长,50--510mm,增量0.1mm • Board Thickness 板厚,0.20--6.0mm,增量0.01mm • Print Speed 印刷速度,2--150mm/sec,增量1mm/sec
• Forward x offset 从后往前刮时编辑的在板上的印刷偏移量,当偏移 量为 +时,印刷位置相对PCB板右移。-1.0--+1.0mm 增量0.004mm • Forward y offset 从后往前刮时编辑的在板上的印刷偏移量,当偏移 量为 +时,印刷位置相对PCB板后移。-1.0--+1.0mm 增量0.004mm • Forward ɡ offset 从后往前刮时编辑的在板上的印刷偏移量,当偏移 量为 + 时,印刷位置相对PCB板顺时针移动。-1000--+1000arc seconds 增量2 arc seconds • Revers x offset 从前往后刮时编辑的在板上的印刷偏移量,当偏移量 为 +时,印刷位置相对PCB板右移。-1.0--+1.0mm 增量0.004mm • Revers y offset 从前往后刮时编辑的在板上的印刷偏移量,当偏移量 为 + 时,印刷位置相对PCB板后移。-1.0--+1.0mm 增量0.004mm • Revers ɡ offset 从前往后刮时编辑的在板上的印刷偏移量,当偏移量 为 + 时,印刷位置相对PCB 板顺时针移动。-1000--+1000arc econds 增量2 arc seconds
DEK印刷机操作标准书
(c).當屏幕出現"now you can turn off power"時﹐關掉主電源。
7.附件:SMT印刷刮刀更換履歷表。
SMT印刷刮刀更換履歷表
序號
刮刀材質
刮刀更換次數
印刷PCB次數
更換者
確認者
更換日期
備注與說明
1
1.鋁合金材質的刮刀﹐印刷次數為25萬次后作報廢處理。(更換新刮刀)。2.橡膠材質的刮刀﹐印刷次數為30萬次后作報廢處理。(更換新刮刀)。
(b).按下change Tooling(F6),再按下open cover(F2),調整頂針,并放入鋼板。
(c).按下system鍵﹐然后按下Home deaner(F3),按Exit(F8)復位。并按Change screen(F5)確認已更換鋼板﹐最后按下Exit(F8)復位。
c.自動模式(AUTO MODE)生產
(b).鋁合金材質的刮刀﹐印刷次數為25萬次后作報廢處理。(更換新刮刀)。
(c).橡膠材質的刮刀﹐印刷次數為30萬次后作報廢處理。(更換新刮刀)。
i.量出PCB板的各參數﹐放至輸送軌道﹐找到Mark點﹐將Mark點各參數存檔﹐并將印刷狀態調至Auto Print按下RUN(F1)。
j.關機
(a).在狀態頁按下Close system。
g.安裝擦拭紙(Paper roll)
(a).按下Open cover(F2)﹐再按change screen (F2),換上新的擦試紙﹐并按下change screen確認后再復位。
h.安裝刮刀
(a).按下Setup(F6)及按下Setup squeegee(F4)到Change squeegee(F1)﹐待有信息提示時裝上所需刮刀并調整刮刀的高度﹐按下Save(F3)存檔﹐并按Exit(F8)復位。
印刷机操作手册_DEK265
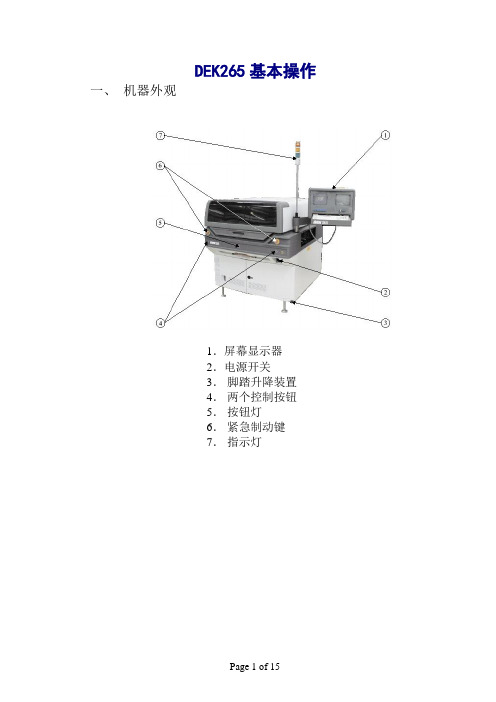
DEK265基本操作一、机器外观1.屏幕显示器2.电源开关3.脚踏升降装置4.两个控制按钮5.按钮灯6.紧急制动键7.指示灯二、开机1. 检查机器内部有无异物,电源、气压是否正常。
2. 打开机器电源开关,释放紧急制动键。
3. 当显示屏幕上出现press system switch to initialize printer字样时,在控制面板上按下绿色SYSTEN键,机器执行初始化,开机动作完成。
三、拆卸与安装钢网1.按setup键2.按change screen键3.打开机器前盖4.将机器内钢网取出5.将新钢网插入机器内6.放下机器前盖7.按system键四、拆卸与安装刮刀1.按setup键2.按set up squeegee键3.按change squeegee键4.打开机器前盖5.装后刮刀,注意检查刀座水平、刀口方向及螺丝是否拧紧6.装前刮刀,注意检查刀座水平、刀口方向及螺丝是否锁紧7.放下机器前盖8.按system键五、更换擦网纸和溶剂补充1. 按head键2.按下两个控制键升起机器印刷头,用支撑棒顶住印刷头.3.打开溶剂盒的螺旋盖,倒入溶剂,再扭紧螺旋盖.4.取下已用完的擦网纸a bc d5.换上新的擦网纸a b c d e f正确的擦网方向图示6. 取开支撑棒, 按下两个控制键降下印刷头.7.按下system键六、添加锡浆机器准备运行时添加锡浆1.按Paste Load键2.按Manual Load键3.打开机器前盖4.将锡浆凃覆于钢网上5.放下机器前盖6. 按system键7.按Continue键8. 按Exit键机器运行时添加锡浆 1.按Paste Load键2. 按Manual Load键3. 打开机器前盖4. 将锡浆凃覆于钢网上5.放下机器前盖6. 按system键7. 按Continue键8. 按Exit键七、生产运行1.按Setup键2.按Mode键,在显示屏幕上为Auto模式3.按Exit键4.按Run键机器正常生产时的显示菜单为:按End Run键为机器在完成当块印刷后停止工作按Stop Cycle键为机器立刻停止动作按 Paste Load键为加入新锡浆按Clean Screen键为清洗钢网八、关机1.检查机器内部有无异物。
dek作业指导书

作业名称DEK 全自动印刷机 (HORIZON02)操作说明No. 作业流程作业1 DEK 全自动印刷机外部构件说明①信号灯②前面板系统按钮③紧急按钮④两个控制按钮⑤主电源开关⑥照明灯开关⑦红外接收器⑧LCD 显示器⑨后面板紧急按钮⑩后面板系统按钮⑾红外无线键盘/鼠标审批说明(说明、参数、图片)共7 页注意事项及参考文件作业名称 DEK 全自动印刷机 (HORIZON02)操作说明No. 作 业 流 程 作 业 2 将主电源旋到 ON 位置审批说 明(说明、参数、图片)共 7 页注意事项及参考文件3 按 System 键,机器系统准备 OK4 用 鼠 标 点 击 液 晶 显 示 器 上 的 软 键Setup 或者按无线键盘上的功能键 F6 进 入准备菜单 5 用 鼠 标 点 击 液 晶 显 示 器 上 的 软 键LoadData 或者按无线键盘上的功能键 F2 进入加载数据菜单 6 用 鼠 标 点 击 液 晶 显 示 器 上 的 软 键Up,Down,Left,Right 或者按无线键盘上 的方向键挪移紫色高亮条选择产品程 序按 System 键前检查紧急 按纽是否已旋出,安全 盖是否都已合上,否则 机器不会上电动作7 用鼠标点击液晶显示器上的软键 Load或者按无线键盘上的功能键F1 将产品程 序加载入机器内存作业名称DEK 全自动印刷机 (HORIZON02)操作说明No. 作业流程作业8用鼠标点击液晶显示器上的软键ChangeScreen 或者按无线键盘上的功能键F5 更换钢网9等液晶显示器上的提示信息:OpenFront Cove and Remove Screen 时将前安全盖向上推开,并将下安全盖向外拉出,拉出机器里的钢网10 将前安全盖向下关上,并将下安全盖盖上编制审批说明(说明、参数、图片)第 3 页共7 页注意事项及参考文件11 按System 键,机器系统准备OK12用鼠标点击液晶显示器上的软键ChangeTooling 或者按无线键盘上的功能键F6 更换PCB 支撑等工具13用鼠标点击液晶显示器上的软键OpenCover 或者按无线键盘上的功能键F2 打开机器安全盖14 等液晶显示器上的提示信息:OpenFront Cove and Remove Screen 时将前安全盖向上推开,并将下安全盖向外拉出,将PCB 支撑按要求罗列按System 键前检查紧急按纽是否已旋出,安全盖是否都已合上,否则机器不会上电动作注意PCB 支撑要罗列于PCB 的宽度范围内,否则LifeTable 升起时会顶到并报警编号Q/AIR3-I. 1-J-dekwi-01 版本:A/0作业名称DEK 全自动印刷机 (HORIZON02)操作说明No. 作业流程15 调节钢网调节器到合适位置,插入外框为29*29 英寸新钢网( 外框小于29*29 英寸的非标准钢网需先将其安装于钢网调节架上,然后将钢网调节架一起插入)16 将前安全盖向下关上,并将下安全盖盖上按System 键前检查紧急按纽是否已旋出,安全盖是否都已合上,否则机器不会上电动作18用鼠标点击液晶显示器上的软键HomeCleaner 或者按无线键盘上的功能键F3,钢网自动擦拭系统回原点19 用鼠标点击液晶显示器上的软键Exit或者按无线键盘上的功能键F8,退出当前菜单20用鼠标点击液晶显示器上的软键SetupSqueegee 或者按无线键盘上的功能键F4,进入刮刀准备功能21用鼠标点击液晶显示器上的软键ChangeSqueegee 或者按无线键盘上的功能键F1,更换合适的刮刀22 安装完刮刀,用鼠标点击液晶显示器上的软键Continue 或者按无线键盘上的功能键F1,继续下一步操作编号编制Q/AIR3-I. 1-J-dekwi-01版本:A/0第 5 页编制审批作业说明(说明、参数、图片)第 4 页共7 页注意事项及参考文件注意钢网方向安装刮刀时注意先后刮刀及其水平度,并拧紧固定螺丝17 按System 键,机器系统准备OK作业名称 DEK 全自动印刷机 (HORIZON02)操作说明 No. 作 业 流 程23 返回到第一层菜单,用鼠标点击液晶显示器上的软键 PasteLoad 或者按无线键 盘上的功能键 F3,进行锡膏/红胶添加 24 用 鼠 标 点 击 液 晶 显 示 器 上 的 软 键ManualLoad 或者按无线键盘上的功能键 F2,印刷头退到锡膏/红胶添加位置25 用搅拌刀添加适量锡膏/红胶于钢网上(漏孔前 1cm 处)审批作 业 说 明(说明、参数、图片)共 7 页注意事项及参考文件锡膏/红胶量在 2cm 直径 的 锡 膏 长 条 ( 略 长 于 PCB 长度)26 添加完锡膏/红胶,用鼠标点击液晶显示器上的软键 Continue 或者按无线键盘 上的功能键 F1,继续下一步操作 27 用 鼠 标 点 击 液 晶 显 示 器 上 的 软 键PrintDirectn 或者按无线键盘上的功能键 F6,改变印刷方向28 用鼠标点击液晶显示器上的软键 Exit或者按无线键盘上的功能键 F8,退出当 前菜单 29 用 鼠 标 点 击 液 晶 显 示 器 上 的 软 键Setup 或者按无线键盘上的功能键 F6 进 入准备菜单 30 用 鼠 标 点 击 液 晶 显 示 器 上 的 软 键Mode 或者按无线键盘上的功能键 F1,改 变印刷模式到(AUTO )31 用鼠标点击液晶显示器上的软键 Exit或者按无线键盘上的功能键 F8,退出当 前菜单版本: A/0 第 6 页编号 编制Q/AIR3-I. 1-J-dekwi-01作业名称DEK 全自动印刷机 (HORIZON02)操作说明32 用鼠标点击液晶显示器上的软键Run或者按无线键盘上的功能键F1,机器进入自动印刷状态(连续生产)33 结束生产时,用鼠标点击液晶显示器上的软键EndRun 或者按无线键盘上的功能键F134用鼠标点击液晶显示器上的软键CloseSystem35 点击YES 确认退出系统36 旋转电源开关关闭主电源37 檫拭纸的安装用鼠标点击液晶显示器上的软键PrimePaper 或者按无线键盘上的功能键F5,同时按摆布控制键进纸注意檫拭纸不要折皱作业名称DEK 全自动印刷机 (HORIZON02)操作说明编号编制审批Q/AIR3-I. 1-J-dekwi-01版本:A/0第7 页共7 页38 清洗液的灌状:1.旋出盖子2.灌入清洗液3.旋紧盖子用鼠标点击液晶显示器上的软键PrimeSolvent 或者按无线键盘上的功能键F6,同时按摆布控制键喷液注意不要将清洗液溢出。
DEK操作手册
人機介面
視覺資料視窗
可利用在狀態頁上的 Zoom In 或 Zoom Out 圖像來改變視覺資 料視窗的大小.
三色燈
此訊息燈顯示設備的作動狀態.
燈號顏色
作動狀態 設備無法作動
系統電源關閉 錯誤訊息顯示
設備未在準備狀態 設備在初始化 設備在設定中 設備在維護下
設備提示操作者注意 卡匣錫膏不足 擦拭紙卷用盡 擦拭溶劑耗盡
人機介面三色燈印刷產品耗材補充物品?換登出與關機安全警告與小心為?確保印刷機操作?況在任何時間均保持安全所有職員必須廣泛地遵守並接受除在手冊描述之特別安全注意事項外之安全規範
設備操作手冊 ......步進式指導
安全 設備概觀 人機介面 三色燈 開機與登入 產品換線 印刷產品 耗材補充 物品更換 登出與關機 錯誤訊息
4. 小心旋開溶劑蓋子使蒸氣壓力消去.
2. 使用雙控制鈕抬起印刷頭.
5. 打開蓋子使用漏斗重新補充溶劑.
6. 旋緊蓋子.
耗材補充
9. 移開印刷頭支撐桿並歸回原位.
7. 觸壓 Prime Solvent (F6).
‘同時按壓兩控制鈕來汲取溶劑’ 訊息會顯示在螢幕上. 8. 使用螢幕兩旁控制鈕來汲取溶劑.
新產品
1. 觸壓 Setup (F6).
2. 觸壓 Load Data (F2).
儲存於設備內所有產品檔案表會顯示出來:
產品換線
4. 觸壓 Load (F1).
選定的檔案會顯示在狀態頁. 5. 觸壓 Change Screen (F5).
6. 系統提示時掀起前方印刷頭蓋.
3. 使用 Left, Right, Up 和 Down (F4, F5, F6 和 F7) 反白所需檔案.
7. 按下 System 鈕.
DEK 中文操作说明书
B I G邦扬国际股份有限公司BIG: Leo Wang265 Infinity/Horizon/ELA 操作说明书人机界面(OPERATOR/MACHINE INTERFACE):这个界面介于机器与操作者之间来完成动作,其所使用的两个显示器位于机器之右上方,由八个功能键来控制机器,位于右边彩色萤幕下面或位于触控萤幕下方,这些功能键用时加以说明在显示器上,所有机器的功能操作可由功能键快速的进入,或者由键盘输入作为选择,功能键与键盘F1-F8是相同的作用。
(图1)(图1)印刷机状态(Printer Status):状态(Status): 标明目前印刷机的状态; 待机(Ready)模式(Mode): 标明目前印刷机的模式; 自动(Auto); 单片(Single); 单一步(Step); 不印刷(No Print)可当输送带使用操作员(Operator): 可登录可不登录 生产程式(Product): 生产程式名称资料登录(Data Logging): 可启动可不启动远端监控(Host Comms): 选配功能可启动可不启动 温度(Temperature): 机器内部温度显示 周期时间(Cycle Time): 印刷周期时间显示12345671穿越时间(Throughput): 生产周期时间显示 软体版本(SW Version):机器版本显示生产参数(Process Parameters): 印刷模式(Printer Mode):前刮刀印刷速度(Front Printer Speed): 前刮刀印刷速度显示 后刮刀印刷速度(Rear Printer Speed): 后刮刀印刷速度显示 前刮刀压力(Front Pressure): 前刮刀压力显示 后刮刀压力(Rear Pressure): 后刮刀压力显示 脱模速度(Separation Speed): 脱模速度显示数量(Rates):批次数量(Batch Count/Limit): 显示此批生产数量生产板数(Board Count/Limit):显示已生产数量清洁钢板次数1(Clean 1 Count/Rate): 显示清洁钢板次数模组1 清洁钢板次数2(Clean 2 Count/Rate): 显示清洁钢板次数模组2 刮刀印刷方向(Print Direction): 显示刮刀印刷方向 影像视窗: 同时监看钢板及PC 板的视觉点(Fiducial mark) 系统关闭键 影像视窗放大/缩小键 功能操作键●265 INFINITY/HORIZON/ELA 画面:这个资讯显示机器的状态,使用者可以设定显示的方式,可以在编辑的项目(Edit data),在Display Type 的项目有Type1与Type2两种可以设定265INFINITY/HORIZON/ELA 画面。
DEK265印刷机操作指导书文档
DEK265印刷机操作指导书操作指导书编号SMT DEK265印刷机操作指导书页数 1版本 11.目的:使操作人员熟悉DEK-265的正确操作,确保机器正常运行。
2.范围:适用于SMT DEK-265全自动印刷机。
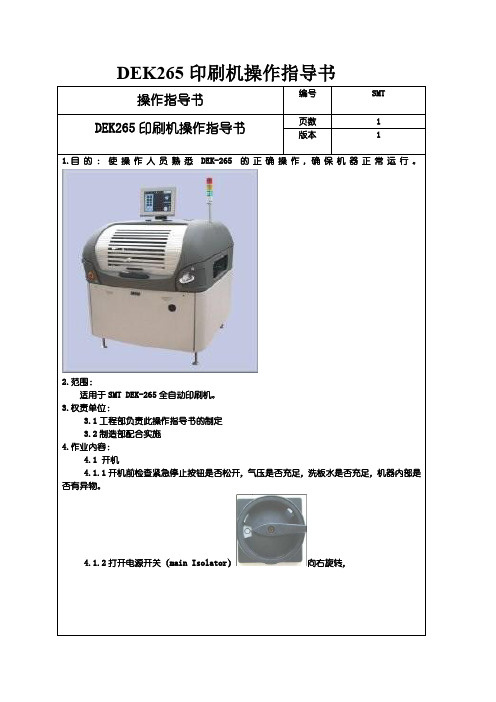
3.权责单位:3.1工程部负责此操作指导书的制定3.2制造部配合实施4.作业内容:4.1 开机4.1.1开机前检查紧急停止按钮是否松开,气压是否充足,洗板水是否充足,机器内部是否有异物。
4.1.2打开电源开关(main Isolator)向右旋转,DEK265印刷机操作指导书页数 2版本 1按下系统键系统进入初始化DEK265印刷机操作指导书页数 3版本 14.2初始化完毕后进入操作界面4.4生产程式的检查:4.4.1按下键,检查当前文件的名称以及数据,进入印刷参数的设定检查参数是否正确DEK265印刷机操作指导书页数 4版本 14.4.2应检查的参数产品名称基板长度基板宽度基板高度:前刮刀压力:后刮刀压力:前、后刮刀速度脱模速度:离网距离:基板基准点1X:MARK1的坐标基板基准点1Y:输入MARK1的Y 坐标基板基准点2X:输入MARK2的X坐标基板基准点2Y:输入MARK2的Y坐标清洁模式清洁速度丝网板开孔图案位置:4.4.3检查无误后,按键返回4.4.4.如文件名称与机种不符应重新调用程序,点击后进入界面选择相应的程序,并调用。
5.1安装钢网5.1.1放入钢网(注意网板方向要与PCB板的进板方向相符),并使用右手边夹杆上的刻度尺将钢网送至正确位置,回到界面后按键安装丝网。
每关上前盖都要按下系统键才能回到界面。
5.2刮刀的使用:刮刀在选择是要选用比PCB大50mm,刮刀与印框之间至少有80mm的距离。
操作指导书编号SMT DEK265印刷机操作指导书页数 5版本 15.2.1每次换线时需及时检查刮刀有无变形;将刮刀放置于链条轨道上,检查刮刀与链条轨道是否平贴5.2.2刮刀安装时要特别注意方向(前刮刀)(后刮刀),双手顺时针同时拧紧螺丝,拆卸方法与安装反向即可,拆卸完毕要清除干净残留的锡膏5.3添加锡膏5.3.1锡膏的初次使用量一般按PCB的尺寸来估计,(添加时要注意锡膏要保持在印刷钢网的与刮刀之间的非开口区域内,以免使PCB板弄脏)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
4
5
6
7
8
9
10
11
12
Hale Waihona Puke 1314確認﹕審核﹕制表﹕
DEK印刷机操作标准书
華容國際公司
標準編號:C-06-028-DWA
版次
頁數
日期
發行編號
2
4
2001.11.14
標準
承認
詹統華
校
對
周聯輝
製
表
李恩
華容國際公司
[文件修訂記錄表]
文件名稱:
DEK印刷機操作標準書
文件編號:
C-06-028-DWA
版
本
變更內容
頁
(數)
次
(發行)
變更日期
製表
校對
標準
承認
ECN編號
(b).按Yes確定。
(c).當屏幕出現"now you can turn off power"時﹐關掉主電源。
7.附件:SMT印刷刮刀更換履歷表。
SMT印刷刮刀更換履歷表
序號
刮刀材質
刮刀更換次數
印刷PCB次數
更換者
確認者
更換日期
備注與說明
1
1.鋁合金材質的刮刀﹐印刷次數為25萬次后作報廢處理。(更換新刮刀)。2.橡膠材質的刮刀﹐印刷次數為30萬次后作報廢處理。(更換新刮刀)。
(a).按下Setup(F6),接著按Mode(F1)直到Auto顯示在狀態頁的Mode選項。
(b).按下Exit(F8)復位﹐再按Run(F1)。
d.輸入一次印刷量(Printing a Batch)
(a).按下Monitor(F7),然后按下Batch limit(F4)顯示一次印刷量設定窗口。
連絡書編號
1
首次發行
2
2001.07.16
李恩
周聯輝
詹統華
2
新增附表﹕SMT印刷刮刀更換履歷表及刮刀更換頻率
4
2001.11.14
李恩
周聯輝
詹統華
DWP1B141
1.目的:使機器使用者對機器之操作有所依循,以免造成機器及人員損傷。
2.適用範圍:全自動鋼版印刷機(DEK ELA_265)。
3.權責:
3-1.機器使用管理:製造部、生技部.
(b).用Lncr或Decr(F6,F2)設定要求值后按Exit(F8)兩次。
e.手動加錫膏(Manual Dispense)
(a).按下Manual Dispense(F2),待有信息提示時加錫膏於鋼板上﹐按下Continue(F1)和Exit(F8)。
f.加溶劑
(a).按下Open cover(F2),待有信息提示時加裝溶劑。
g.安裝擦拭紙(Paper roll)
(a).按下Open cover(F2)﹐再按change screen (F2),換上新的擦試紙﹐并按下change screen確認后再復位。
h.安裝刮刀
(a).按下Setup(F6)及按下Setup squeegee(F4)到Change squeegee(F1)﹐待有信息提示時裝上所需刮刀并調整刮刀的高度﹐按下Save(F3)存檔﹐并按Exit(F8)復位。
4.定義:無
5.相關文件:無
6.操作步驟:
6-1.治工具的準備:
a.鋼版。
b.輔助板。
c.定位PIN。
d.刮刀。
e.攪拌器。
f.膠帶。
g.小鋼尺。
h.六角板手。
i.雙面膠。
6-2.材料:
a.PCB。
b.錫膏。
6-3.開機﹕
打開主電源﹐按下system鍵﹐對機器進行初始化﹐等屏幕到達狀態頁。
6-4.生產操作﹕
(b).鋁合金材質的刮刀﹐印刷次數為25萬次后作報廢處理。(更換新刮刀)。
(c).橡膠材質的刮刀﹐印刷次數為30萬次后作報廢處理。(更換新刮刀)。
i.量出PCB板的各參數﹐放至輸送軌道﹐找到Mark點﹐將Mark點各參數存檔﹐并將印刷狀態調至Auto Print按下RUN(F1)。
j.關機
(a).在狀態頁按下Close system。
a.換線准備
(a).下Setup(F6),然后按下Load Data(F2)﹐機器已有的程式顯示在屏幕上。
(b).用Left. Right.Up.Down選定要求的程式﹐按下load(F1)。
b.換鋼板
(a).按下change screen(F5),待有信息顯示Open Front Coverand Remove Screen時移出鋼板及合上合頁門﹐并按下
(b).按下change Tooling(F6),再按下open cover(F2),調整頂針,并放入鋼板。
(c).按下system鍵﹐然后按下Home deaner(F3),按Exit(F8)復位。并按Change screen(F5)確認已更換鋼板﹐最后按下Exit(F8)復位。
c.自動模式(AUTO MODE)生產