50-12 馈管接头的制作方法
管道对接焊接方法
管道对接焊接方法管道对接焊接是一种常用的焊接方法,广泛应用于工业领域。
本文将介绍管道对接焊接的基本原理、步骤以及注意事项。
一、基本原理管道对接焊接是将两根管道的末端通过焊接连接在一起,形成一个整体的管道系统。
焊接是利用高温熔化焊接材料,使其在熔融状态下与被焊接材料相互融合,并冷却后形成牢固的连接。
二、步骤1. 准备工作:确定焊接位置和角度,并清理焊接表面,确保无油污、氧化物和杂质。
2. 定位:将待焊接的两根管道正确地定位在焊接台上,确保两根管道的末端对齐。
3. 切割:使用管道切割机将管道末端切割成所需的形状和长度。
4. 倒角:使用倒角机或手工工具对管道末端进行倒角处理,以便后续的焊接操作。
5. 装夹:使用管道夹具将两根管道稳定固定在焊接位置上,以确保焊接过程中的稳定性。
6. 焊接:根据焊接方法的选择,采用相应的焊接设备进行焊接操作。
常见的焊接方法有电弧焊、氩弧焊等。
7. 检查:焊接完成后,对焊缝进行目测检查和尺寸测量,确保焊缝的质量符合要求。
8. 清理:清理焊接区域的焊渣和焊渣,以确保焊缝的美观和无缺陷。
三、注意事项1. 焊接操作需要经过专业培训和持证上岗,确保焊工具有一定的焊接技术水平。
2. 在焊接过程中,应注意操作人员的安全防护,戴好焊接面罩、手套等防护用具。
3. 确保焊接设备的正常工作状态,定期进行检修和维护,并按照操作规程进行操作。
4. 在焊接过程中,控制焊接电流、电压和焊接速度,以确保焊接质量和焊缝的牢固性。
5. 焊接完成后,对焊缝进行检查和检测,如X射线检测、超声波检测等,以确保焊缝的质量。
6. 不同材料的管道焊接需要选择相应的焊接材料和焊接方法,以确保焊缝的质量和稳定性。
7. 管道对接焊接需要根据不同的工作环境和要求选择合适的焊接方法,如手工焊接、机器焊接等。
8. 在焊接过程中,应注意控制环境温度和湿度,以免对焊接质量造成不良影响。
9. 焊接完成后,应及时对焊缝进行防腐处理,以延长管道的使用寿命。
馈线接头制作方法
馈线接头制作方法
馈线接头是电力系统中常见的一种连接器件,用于连接电力设备和电力线路,
其制作方法对于电力系统的安全运行至关重要。
下面将介绍馈线接头的制作方法,希望对您有所帮助。
首先,制作馈线接头需要准备好相应的材料和工具。
常用的材料包括铜管、铜线、绝缘套管等,工具包括剥线钳、压接钳、焊接设备等。
其次,根据实际需要选择合适规格的铜管和铜线。
铜管的直径和长度应根据电
流负荷和电线规格来确定,一般情况下直径越大、长度越长的铜管承载的电流负荷越大。
铜线的规格应与电力线路相匹配,一般要求铜线与电力线路的导体直径相近,以保证电流的传输效率和安全性。
接下来,根据实际需要使用剥线钳剥去铜线的绝缘层,露出一定长度的铜线。
然后使用压接钳将铜线压接到铜管内,确保压接牢固,电流传输顺畅。
接着,将压接好的铜管套入绝缘套管中,确保铜管与绝缘套管之间有一定的距离,以防止电气短路和绝缘损坏。
最后,根据实际需要进行焊接处理。
焊接是为了确保铜管和铜线之间的连接更
加牢固和可靠,提高接头的承载能力和导电性能。
在焊接过程中需要注意控制焊接温度和时间,避免对铜管和铜线造成损坏。
总之,馈线接头的制作方法需要严格按照相关标准和要求进行,确保接头的质
量和可靠性。
在制作过程中,需要注意材料的选择和加工,工具的使用和操作,以及焊接的技术要求,力求做到每一个细节都符合要求。
希望以上内容能够对您有所帮助,谢谢阅读!。
馈线接头制作要求新

7/8〞馈线接头制作基本步骤和方法
1. 选取适合的长度和位置(15cm)制作接 头,将多余的馈线用细齿小手锯锯掉
2. 确定制作接头段的馈线不能有弯曲的 情况,必须是直的,对不直的部分需 校直,校直段馈线的长度不小于 15cm。
7/8〞馈线接头制作基本步骤和方法
3. 剥削馈线外皮:选择在将要制作接 头 馈线断口5厘米处的一圈馈线波 纹的波谷中央位置,用馈线安全刀 在该处的馈线外皮进行环切,以刚 好切进馈线内导体为宜,切割时用 力应轻微,恰好能切断馈线皮为佳, 应尽量避免切伤馈线内导体。
SITE MASTER 331B测试方法
1. 用数字键来输入频率,按ENTER键来确定F2 2. 找到并按下PROR VEL 3. 用数字键来输入速度,按ENTER键来确定电磁波在馈线内的相对传播速度 4. 和CALIBRATION PROCEDURE (校准程序)那样校准测试端口 5. 按MARKER?(标记)键来唤起菜单 6. 按M1向导功能键,按EDIT软键来移动标记,或者按MARKER TO PEAK (标
目的和意义
统一天馈线施工人员在工程施工和维护抢修及 整改工作中制作馈线接头的方法和提高馈线接头的 制作工艺水平,避免因工具或人为原因导致的天馈 线系统驻波比过高,造成网络性能下降和引起隐性 故障。
馈线接头制作工具要求
制作馈线接头必须使用专用的工具, 专用工具包括:馈线切割刀、馈线安 全刀、小金属丝毛刷、固定尺寸或大 号活动扳手、小号扁锉刀、细齿小手 锯、接头扩孔器、3M防水胶或防水 接头盒。
馈线接头制作流程步骤和检测方法说明

1、馈线制作工具1、一字螺丝刀2、十字螺丝刀3、美工刀4、活动扳手5、尖嘴钳6、斜口钳7、老虎钳8、锉刀9、钢锯 10、呆扳手 11、铜丝刷 12、铁锤 13、卷尺14、馈线刀 15、驻波测试仪 16、防水胶泥 17、防水胶带 18、绝缘胶带如下图1-1:注:目前的这些工具通用的我们都好买.只有馈线刀和驻波测试仪是专用的工具.但是市场上也能买到。
2、馈线的制作方法2.1目的和意义统一馈线施工人员在工程施工和维护抢修及整改工作中制作馈线接头的方法和提高馈线接头的制作工艺水平.避免因工具或认为原因导致的馈线系统驻波比过高.造成网络性能下降和引起隐形故障。
2.2馈线接头制作工具要求制作馈线接头必须使用专用的工具.专用的工具如图1-1所示。
2.3馈线接头制作要求▫馈线切口处内外导体必须平整光滑.不起毛刺.馈线内外导体表面不能有凹陷.绝缘层表面和内导体内不能残留有任何的金属碎屑。
▫街头必须拧紧.在馈线上用人手大力拧动.应不能出现松动的情况.接头连接处应紧密.间隙应不能大于0.5mm。
▫馈线皮切削处的内导体表面应无明显和深的切割或划痕。
▫接头包装内的所有配件不惜全部使用到位.不能遗漏和少装。
▫接头包封必须严密不进水。
▫驻波比测试小于1.1。
3、馈线接头制作基本步骤和方法3.1 准备制作馈线接头▫选取合适的长度和位置(15厘米)制作接头.将多余的馈线用细齿小手锯锯掉。
▫确定制作接头段的馈线没有弯曲的情况.必须是直的.对不直的部分需校直.校直段馈线的长度不小于15厘米.如图3-1所示。
图3-13.2 剥除馈线外皮及切割馈线如图3-2和3-3▫选择在将要制作接头馈线断口5mm处的一圈馈线波纹是波谷中央位置.用馈线切割刀在该处的馈线外皮进行环切.用手轻压馈线刀.按馈线切割刀旋转的方进行向旋转以恰好能切断馈线皮为佳.应尽量避免切伤馈线外导体。
▫使用馈线安全刀.从环切处开始向外将这小段馈线皮剥掉.剥削时.馈线安全刀刀刃应微微向上.避免划伤外导体表面。
混凝土涵管接头做法

混凝土涵管接头做法一、概述混凝土涵管接头是工程中常见的一种结构形式,用于在混凝土结构中连接不同部分的管道或管线。
它在工程建设中起到了承接、连接和密封的作用,确保工程的安全稳定运行。
本文将对混凝土涵管接头的做法进行全面、详细、完整且深入地探讨。
二、混凝土涵管接头的分类根据不同的需求和使用场景,混凝土涵管接头可以分为以下几种类型:1. 简单接头简单接头是最基础也是最常见的一种接头形式。
它通常由一个圆柱形的管道插入到另一个圆柱形的管道内,然后通过混凝土浇筑来达到固定和密封的效果。
简单接头适用于一些较小的管道或管线的连接,其施工方法相对简单。
2. 拓宽接头拓宽接头是一种适用于管道直径不一致的情况下的接头形式。
当需要将一个较小直径的管道与一个较大直径的管道连接时,可以使用拓宽接头。
拓宽接头通常采用扩口或锥形设计,使得两个管道之间形成一个过渡段,再通过混凝土浇筑来固定和密封。
3. 分支接头分支接头是一种适用于分支管道的连接形式。
当需要连接一个主管道与一个或多个支管道时,可以采用分支接头。
分支接头通常由一个主管道与多个支管道组成,通过混凝土浇筑来实现固定和密封。
分支接头在工程建设中应用广泛,常见于给水、排水、燃气等领域。
三、混凝土涵管接头的施工方法对于不同类型的混凝土涵管接头,其施工方法也有所差异。
下面将分别介绍各种接头的施工步骤:1. 简单接头的施工方法简单接头的施工方法相对直接和简单。
具体步骤如下:•准备工作:清理接头区域,确保无杂物和污物。
•安装管道:将需要连接的两个管道插入到接头区域内,并进行定位。
•固定管道:利用支撑架或其他固定装置将管道固定住,以确保在浇筑混凝土时不会移动。
•混凝土浇筑:在接头区域周围建立临时支撑,然后进行混凝土浇筑,使其充分覆盖接头区域。
•表面处理:待混凝土凝固后,对其表面进行光滑处理,以提高接头的密封性和美观性。
2. 拓宽接头的施工方法拓宽接头相比简单接头更为复杂一些。
具体步骤如下:•准备工作:清理接头区域,确保无杂物和污物。
电缆接头做法
电缆接头做法
电缆接头的制作是非常重要的,因为它直接影响到电缆的连接质量和稳定性。
以下是一种常见的电缆接头制作方法。
首先,准备所需材料和工具,包括电缆、电缆剥线器、绝缘套管、绝缘胶带、焊锡和焊锡枪等。
然后,根据需要将电缆分割成合适的长度,并使用电缆剥线器将电缆外皮剥离,露出内部的导线。
接下来,将各个导线的绝缘层剥离,露出金属导线。
确保每根导线的长度相等,并且导线之间没有错位。
然后,将导线根据颜色或功能进行配对。
将每个导线搭配好后,用绝缘胶带将导线绝缘,确保导线之间不会接触。
接着,用焊锡枪加热焊锡丝,然后将焊锡丝涂抹在导线的焊点上,使导线与焊锡充分接触并焊接好。
完成焊接后,用绝缘套管将焊接部分包裹起来,并使用热缩套管加热,使其收缩并与电缆紧密连接。
最后,检查接头的质量和稳定性。
确保焊接部分没有短路、断路等问题,并对接头进行绝缘测试,以确保接头安全可靠。
以上是一种常见的电缆接头制作方法,通过严格按照流程进行制作,可以保证接头的质量和可靠性。
管管对接
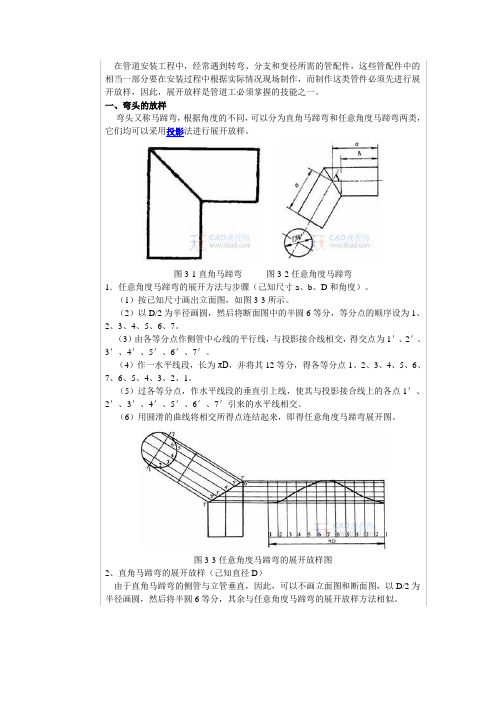
图3-7 等径直角三通管展开图2、异径直交三通管展开作图方法和步骤:1)依据所给尺寸画出异径直交三通管的侧视图(主管可画成半圆),按支管的外径画半圆。
2)将支管上半圆弧6等分,标注号为4、3、2、1、2、3、4。
然后从各等分点向上向下引垂直的平行线,与主管圆弧相交,得出相应的交点4'、3'、2'、1'、2'、3'、4'。
3)将支管图上直线4--4向右延长得AB直线,在AB上量取支管外径的周长(πD),并12等分之,自左向右等分点的顺序标号是1、2、3、4、3、2、1、2、3、4、3、2、1。
4)由直线AB上的各等分点引垂直线,然后由主管圆弧上各交点向右引水平线与之相交,将对应点连成光滑曲线,即得到支管展开图(俗称雄头样板)。
5)延长支管圆中心的垂直线,在此直线上以点1°为中心,上下对称量取主管圆图3-10 同心大小头展开图方法二:利用三角形求实长法的展开步骤:(1)按已知尺寸画出主视图和俯视图,将其上、下口分成12等分,使表面组成24个三角形。
(2)采用直角三角形法求出l-2'线的实长。
(3)按照已知三边作三角形的方法,即可得到如图3-11所示同心大小头的展开图。
图3-11 同心大小头展开图2、偏心大小头的展开步骤(图3-12):(1)运用正投影原理画出偏心大小头的立面图;(2)延长7-A及1-B交于O点;(3)以1-7为直径画半圆并6等分,得等分点1、2、3、4、、5、6、7;(4)以7为圆心,以7到半圆各等分点的距离为半径画同心圆弧,分别与直线17相交得交点为2'、3'、4'、5'、6';(5)自O点连接O6'、O5'、O4'、O3'、O2'的连结线交AB于6″、5″、4″、3″、2″各点;(6)以O为圆心,以O7、O6'、O5'、O4'、O3'、O2'、O1为半径作同心圆弧;(7)在O7为半径的圆弧上任取一点7',以7'为起点,以大头半圆等分的弧长为线段长,顺次阶梯地截得各同心圆弧交于6'、5'、4'、3'、2'、1'、2'、3'、4'、5'、6'、7';(8)以O为圆心,分别以OA、O6″、O5″、O4″、O3″、O2″、OB为半径,分别画圆弧顺次阶梯地与于O7'、O6'、O5'、O4'、O3'、O2'、O1'各条半径线相交于7″、6″、5″、4″、3″、2″、1″、2″、3″、4″、5″、6″、7″各点,用圆滑曲线连结所有交点,所得几何图形就是偏心大小头的展开图;图3-12 偏心大小头展开图五、天圆地方的展开步骤l)按已知尺寸画山主视图和俯视图,并3等分俯视图1/4圆周,得等分点为l、2、3、4,连接各等分点与B。
馈线接头制作方法

泄
步骤二:锯缆及端面清理
1
露
电
缆
连
接
在距离外护套切口平面1cm的外导体上,用细齿锯沿
电缆径向锯下多余缆头,并保证横截端面平整。
器
2
的
制
作
流
程
用美工刀将内导体内铜屑毛刺整理
清洁干净
用毛刷将漏缆切割端面铜屑及其他 污物清理干净
Page 6
3
泄漏电缆接头制作
泄
露
步 骤
电
三 :
缆
安 装
连
连
接
接
器
器
的
制
作
流
的
制
作
流
程
⑶装入连接器的后体,装入后使后 体和线夹平齐并且没有护套皮外露
⑵ 套入密封圈,位于最接近护套 皮的波谷里
⑷用斜口钳沿着连接器边缘将外导体剥掉, 使外导体和连接器充分接触
Page 3
7/8馈线接头制作
7/8
馈
线
连
接
器
⑸用美工刀将多余的发泡和铜管切除
⑹用手将铜管和发泡层掰开
的
制
作
流
程
⑺这是一个完整的端面
程
1
依次装上连接器后体及卡环
3
将前座与后座螺套拧紧配合
3
2
对外导体进行扩孔,保证外导体与 连接器充分接触
4
用专用月牙扳手紧固连接器,完成 连接器安装
Page 7
Thank you
⑻将连接器前体装入并用扳手紧固
Page 4
泄漏电缆接头制作
泄
步骤一:剥外护套
露
1
电
缆
连