设计流道的基本原则
主流道的设计原则

主流道的设计原则1.流量适应性主流道的设计应能够适应不同的流量需求。
在流量变化时,应保证流体的流动稳定,避免产生涡流、压力损失和流速不均等问题。
为了实现这一目标,可以根据流体的性质和流量范围选择合适的流道形状和尺寸。
2.流体特性主流道的设计应考虑流体的特性,如密度、粘度、压缩性等。
对于不同特性的流体,应采用不同的流道形状和尺寸,以确保流体在主流道中的流动顺畅、稳定,并减少能量损失。
3.结构强度主流道的设计应具有足够的结构强度,能够承受流体产生的压力和冲击力。
在设计中,应考虑到材料的力学性能、制造工艺等因素,以确保流道在使用过程中不会出现变形、破裂等问题。
4.易于清洁主流道的设计应易于清洁和维护。
在设计过程中,应考虑到清洁和维护的需求,选择易于清洁的材料和结构,并尽可能减少死角和盲区,以减少清洁和维护的难度和工作量。
5.节能环保主流道的设计应符合节能环保的要求。
在设计中,应考虑到能源消耗和环境保护的因素,采用高效、低能耗的流道形状和尺寸,并尽可能选择环保的材料和工艺。
6.耐腐蚀性主流道的设计应具有耐腐蚀性。
在设计中,应考虑到流体的腐蚀性以及环境因素对流道材料的影响,选择具有耐腐蚀性的材料和工艺,以确保流道在使用过程中不会受到腐蚀而影响其性能和使用寿命。
7.成本控制主流道的设计应在满足性能和使用要求的前提下,尽可能降低成本。
在设计中,应考虑到材料成本、制造工艺成本、运输成本等因素,选择合适的材料和工艺,以降低成本并提高经济效益。
8.安全性主流道的设计应符合安全性的要求。
在设计中,应考虑到流体对人体的危害以及流道在使用过程中可能出现的意外情况,采取相应的安全措施,如设置安全阀、防护罩等,以确保使用过程中的安全性。
流道设计基本原理
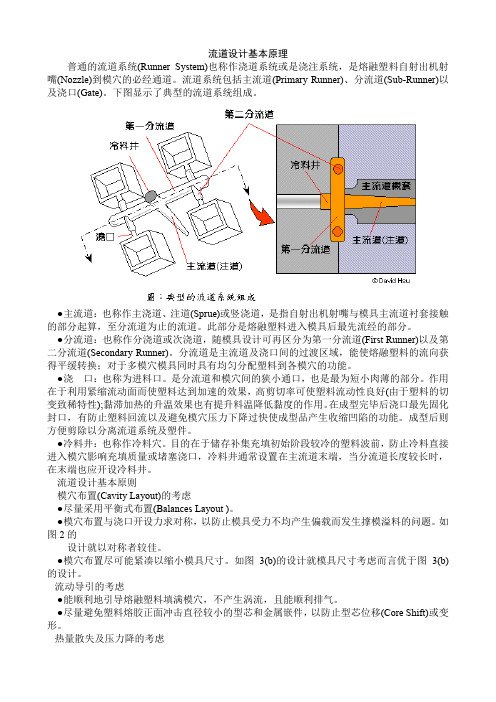
流道设计基本原理普通的流道系统(Runner System)也称作浇道系统或是浇注系统,是熔融塑料自射出机射嘴(Nozzle)到模穴的必经通道。
流道系统包括主流道(Primary Runner)、分流道(Sub-Runner)以及浇口(Gate)。
下图显示了典型的流道系统组成。
●主流道:也称作主浇道、注道(Sprue)或竖浇道,是指自射出机射嘴与模具主流道衬套接触的部分起算,至分流道为止的流道。
此部分是熔融塑料进入模具后最先流经的部分。
●分流道:也称作分浇道或次浇道,随模具设计可再区分为第一分流道(First Runner)以及第二分流道(Secondary Runner)。
分流道是主流道及浇口间的过渡区域,能使熔融塑料的流向获得平缓转换;对于多模穴模具同时具有均匀分配塑料到各模穴的功能。
●浇口:也称为进料口。
是分流道和模穴间的狭小通口,也是最为短小肉薄的部分。
作用在于利用紧缩流动面而使塑料达到加速的效果,高剪切率可使塑料流动性良好(由于塑料的切变致稀特性);黏滞加热的升温效果也有提升料温降低黏度的作用。
在成型完毕后浇口最先固化封口,有防止塑料回流以及避免模穴压力下降过快使成型品产生收缩凹陷的功能。
成型后则方便剪除以分离流道系统及塑件。
●冷料井:也称作冷料穴。
目的在于储存补集充填初始阶段较冷的塑料波前,防止冷料直接进入模穴影响充填质量或堵塞浇口,冷料井通常设置在主流道末端,当分流道长度较长时,在末端也应开设冷料井。
流道设计基本原则模穴布置(Cavity Layout)的考虑●尽量采用平衡式布置(Balances Layout )。
●模穴布置与浇口开设力求对称,以防止模具受力不均产生偏载而发生撑模溢料的问题。
如图2的设计就以对称者较佳。
●模穴布置尽可能紧凑以缩小模具尺寸。
如图3(b)的设计就模具尺寸考虑而言优于图3(b)的设计。
流动导引的考虑●能顺利地引导熔融塑料填满模穴,不产生涡流,且能顺利排气。
路基路面排水设计的一般原则。
路基路面排水设计的一般原则。
路基路面排水设计是道路工程中的重要环节,它的设计应遵循一些一般原则。
首先,设计应考虑道路的地理位置、气候条件以及降雨量等因素。
不同地区的降雨量和气候条件不同,因此排水设计应根据实际情况进行合理的选择。
其次,设计应考虑道路的纵、横坡。
纵坡是道路纵向的坡度,对于排水设计来说,纵坡的选择应使雨水能够顺利流向低洼处,避免积水。
横坡是道路横向的坡度,它的选择应保证雨水能够迅速流向路侧排水沟,从而避免在道路上积水。
此外,设计还应考虑路面的结构和材料。
不同类型的路面结构和材料具有不同的排水性能,因此在设计时需要选择合适的结构和材料,以确保排水效果良好。
同时,还应考虑路面的坡度和横向坡度,以提高排水效果。
另外,设计还应考虑路基的排水。
路基是道路的基础部分,它的排水设计直接影响到路面的排水效果。
设计时应考虑路基的坡度和横向坡度,以确保雨水能够迅速排走,避免对路基的损害。
总之,路基路面排水设计的一般原则包括考虑地理位置、气候条件和降雨量、纵、横坡的选择、路面结构和材料的选择,以及路基的排水
设计。
只有在考虑了这些因素并合理选择设计方案的情况下,才能确保道路排水效果良好,提高道路的使用寿命和交通安全性。
梯形流道设计标准
关于梯形流道设计的标准通常是根据具体的工程需求和国家/地区的规范来制定的。
梯形流道是一种用于引导流体(液体或气体)的结构,其横截面呈梯形形状。
以下是一些可能与梯形流道设计相关的一般性标准和原则:
1. 流体力学原理:设计梯形流道时,需要考虑流体力学原理,确保流体在流道内的流动是稳定、均匀且符合设计要求的。
2. 流体性质:考虑流体的性质,如密度、粘度等,以便正确计算流体的流动特性。
3. 材料和结构设计:流道的材料选择和结构设计应满足工程的要求,包括强度、耐久性和抗腐蚀性。
4. 尺寸和几何形状:流道的尺寸和几何形状应根据具体的工程要求和流体流动特性进行合理的选择。
这可能涉及到流道的宽度、深度、横截面形状等参数的确定。
5. 入口和出口设计:流道的入口和出口设计对于确保流体的平稳进入和离开流道至关重要。
这包括减小流体的速度梯度,以防止湍流和能量损失。
6. 防堵塞设计:对于一些特殊应用,需要考虑防止流道堵塞的设计,以确保流体能够顺畅流动。
7. 维护和清理:考虑到维护和清理的需要,设计应当方便检修和清理,以确保流道在使用过程中能够保持高效运行。
请注意,具体的梯形流道设计标准可能因国家、行业和具体工程要求而异。
因此,在进行梯形流道设计时,最好参考相关的国家或地区的工程规范和标准,并确保符合相应的法规和安全要求。
流道设计规则
流道直径规则:
对于流动性较差(hard)的材料,流道长度每隔3”需要加大流道直径1/32。
(包括产品和流道)
进胶口流道=基线直径+1/32X(#/3产品流动长度的增量)。
对于流动性较好(easy)的材料,流道长度每隔6”需要加大流道直径1/32。
(包括产品和流道)
进胶口流道=基线直径+1/32X(#/6产品流动长度的增量)。
例如:PC/ABS的板,产品流动长度7”,流道长度7”,进胶口流道=3/16”+(2X1/32)=1/4”,从进胶口2”流道增加到9/32,从进胶口5”流道增加到5/16。
流道直径超过3/8”的必须由工程部门确认。
对于easy和hard的两种材料,当流道是T型时,流道直径必须加大26%,有些情况下,多个T型可以当作单个T型。
例如:T型交叉有2个1/4”流道,需要的填充流道=0.25”*1.26=0.315’
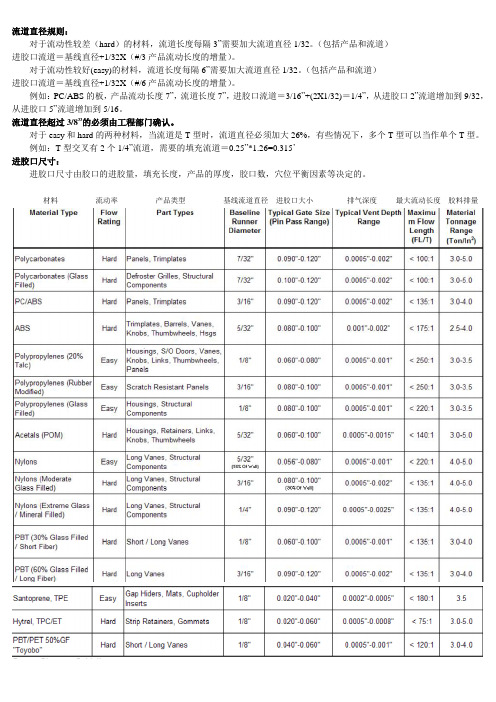
进胶口尺寸:
进胶口尺寸由胶口的进胶量,填充长度,产品的厚度,胶口数,穴位平衡因素等决定的。
材料流动率产品类型基线流道直径进胶口大小排气深度最大流动长度胶料排量。
模具流道设计标准要求有哪些
模具流道设计标准要求有哪些模具流道设计是模具设计中非常重要的一部分,合理的流道设计能够影响到模具的成型质量和生产效率。
下面是模具流道设计的标准要求:1. 流道设计应符合产品的形状和尺寸要求,确保塑料材料能够顺利流过流道进入模腔,填充整个产品的空腔。
2. 流道设计要考虑产品的壁厚和几何复杂度,确保流入模腔的材料能够充分填充整个产品,并能够避免短充、长充等缺陷。
3. 流道设计应确保材料的流速和流量均匀,避免出现熔融后的分层现象,保证产品的均匀性和稳定性。
4. 流道的截面尺寸和形状要适当选择,能够使材料满足流动的要求,并且尽量减小流道的阻力,提高材料的流动速度和填充效率。
5. 流道设计要考虑材料的流动方向,尽量减少回流现象和死角的出现,以避免材料的停滞和热熔塌陷的发生。
6. 流道的长度要尽量缩短,以减少材料在流道中的停留时间,提高生产效率,避免材料的降解和热疲劳。
7. 流道设计要考虑冷却效果,合理设置冷却水路,确保模具能够得到良好的冷却效果,降低产品的收缩率,提高产品的尺寸精度和表面质量。
8. 流道设计要考虑清洗和维护的便利性,以方便清除残留物和定期维护流道的畅通性。
9. 流道的出口应设置合适的冷却方式,避免出现撞线或门脸产生的缺陷,保证产品的尺寸精度和表面质量。
10. 流道设计要考虑材料的循环利用和环境保护,尽量减少材料的浪费和二次加工的难度。
综上所述,模具流道设计标准要求主要包括流道形状和尺寸的合理选择、流道的流速和流量的均匀性、流道的截面尺寸和形状的适当选择、流动方向的考虑、长度的缩短、冷却效果的考虑、清洗和维护的便利性、出口的冷却方式的设置、材料的循环利用和环境保护等方面。
这些要求能够有效提高模具的成型质量和生产效率。
通道设计
一、通道设计通道设计在一定程度上决定厂房的区域分割、空间利用以及物流做业效率。
通道设计应提供正确的物品存取、装卸货设备进出路径以及必要的服务空间。
物流配送中心厂房内的通道有人行道、手推车通道和叉车通道三种。
通道设计主要是通道设置和宽度设计。
1、 设计原则良好的通道设计应该遵循如下几个原则(1)、流向原则 在厂房通道内,人员与物品的移动方向要形成固定的流通线。
(2)、空间经济原则 以功能和流量为设计依据,提高空间利用率,使通道的效益最大化。
(3)、安全原则 通道必须随时保持通畅,遇到紧急情况时,便于人员撤离和逃生。
(4)、交通互利原则 各类通道不能互相干扰,如楼层间的电梯位置不能妨碍主要通道的通行。
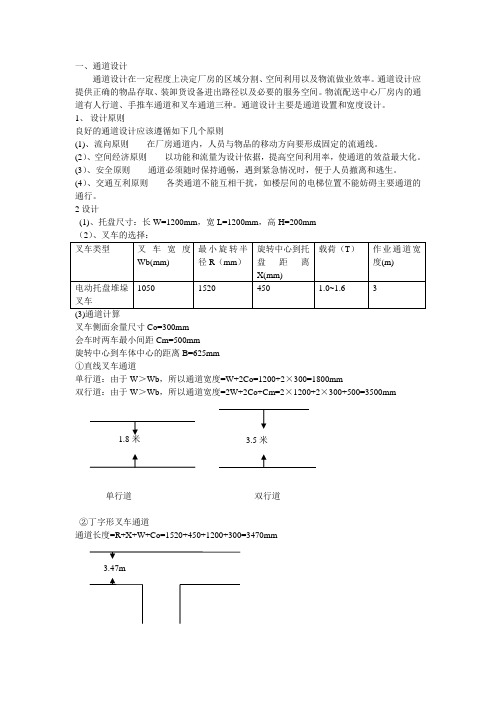
2设计(1)、托盘尺寸:长W=1200mm ,宽L=1200mm ,高H=200mm(2)、叉车的选择:叉车侧面余量尺寸Co=300mm会车时两车最小间距Cm=500mm 旋转中心到车体中心的距离B=625mm①直线叉车通道单行道:由于W>Wb ,所以通道宽度=W+2Co=1200+2×300=1800mm双行道:由于W >Wb ,所以通道宽度=2W+2Co+Cm=2×1200+2×300+500=3500mm单行道 双行道②丁字形叉车通道通道长度=R+X+W+Co=1520+450+1200+300=3470mm3.47m3.5米③最小直角叉车通道通道长度=R-[B-(W/2)]/取长度=1810mm(4)人行通道一般情况,人行通道宽度=0.8~0.9m 多人通行时,人行通道宽度=1.2m。
流道_设计原则
流 道 設 計 設計原則流道的設計須能迅速地充填模穴。
流道的設計須使成形品容易頂出並且容易脫模。
多模穴系統平衡流道的配置較副,因其有較好的均勻性和較高的成形品品質。
流道可以是自然平衡或藉由人為方式達成平衡。
流道平衡可藉由改變流道尺寸和長度達成。
改變澆尺寸可能表面上達成充填平衡,然而將影響澆口冷凝時間,以致損害成形品的均勻性。
較小尺寸的流道比較大尺寸的流道佳,因可使廢料體積降至最小和產生黏滯(摩擦)熱是一可提高熔膠溫度的有效方法,可避色使用高料管溫度,因使用高料管溫度很可能會造成熔膠裂解。
流道的截面積不應小於豎澆道的截面積,以使熔膠快速地直接流入澆口區域。
每當流道分歧,次流道的直徑應小於主流道的直徑,因為需以較少量的熔膠流經分流道。
此外以經濟點而言,流道中的熔膠量愈少愈好。
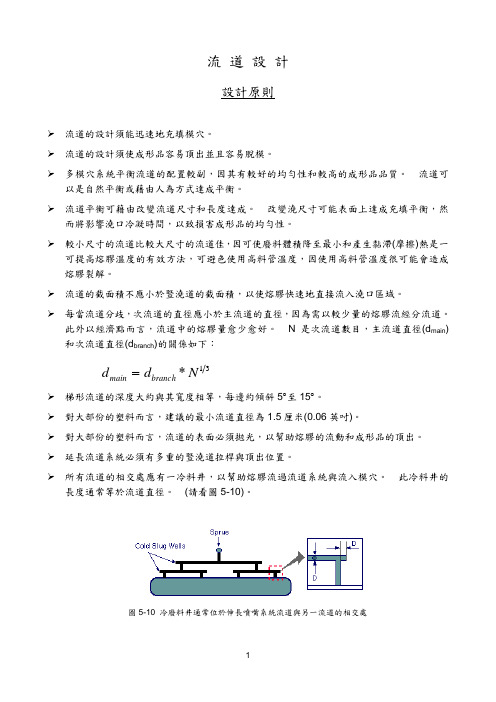
N 是次流道數目,主流道直徑(d main )和次流道直徑(d branch )的關係如下:梯形流道的深度大約與其寬度相等,每邊約傾斜5︒至15︒。
1*N d d branch m ain =對大部份的塑料而言,建議的最小流道直徑為1.5厘米(0.06英吋)。
對大部份的塑料而言,流道的表面必須拋光,以幫助熔膠的流動和成形品的頂出。
延長流道系統必須有多重的豎澆道拉桿與頂出位置。
所有流道的相交處應有一冷料井,以幫助熔膠流過流道系統與流入模穴。
此冷料井的長度通常等於流道直徑。
(請看圖5-10)。
圖5-10 冷廢料井通常位於伸長噴嘴系統流道與另一流道的相交處選擇冷流道直徑應基於標準機具的切割尺寸。
設計熱流道系統時,必須諮詢供應廠商適當的歧管和澆口何時有貨。
一般無添加劑的材料,典型的流道尺寸已列於此章的表5-1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
149863
CAE小百科系列~连载十六
一:设计流道的基本原则
基本原理
普通的流道系统(Runner System)也称作浇道系统或是浇注系统,是熔融塑料自射出机射嘴(Nozzle)到模穴的必经通道。
流道系统包括主流道(Primary Runner)、分流道(Sub-Runner)以及浇口(Gate)。
下图显示了典型的流道系统组成。
●主流道:也称作主浇道、注道(Sprue)或竖浇道,是指自射出机射嘴与模具主流道衬套接触的部
分起算,至分流道为止的流道。
此部分是熔融塑料进入模具后最先流经的部分。
●分流道:也称作分浇道或次浇道,随模具设计可再区分为第一分流道(First Runner)以及第二分流
道(Secondary Runner)。
分流道是主流道及浇口间的过渡区域,能使熔融塑料的流向获得
平缓转换;对于多模穴模具同时具有均匀分配塑料到各模穴的功能。
●浇口:也称为进料口。
是分流道和模穴间的狭小通口,也是
最为短小肉薄的部分。
作用在于
利用紧缩流动面而使塑料达到加速的效果,高剪切率可使塑料流动性良好(由于塑料的
切变致稀特性);黏滞加热的升温效果也有提升料温降低黏度的作用。
在成型完毕后浇口
最先固化封口,有防止塑料回流以及避免模穴压力下降过快使成型品产生收缩凹陷的
功能。
成型后则方便剪除以分离流道系统及塑件。
●冷料井:也称作冷料穴。
目的在于储存补集充填初始阶段较冷的塑料波前,防止冷料直接进入
模穴影响充填质量或堵塞浇口,冷料井通常设置在主流道末端,当分流道长度较长
时,在末端也应开设冷料井。
设计基本原则
模穴布置(Cavity Layout)的考虑
●尽量采用平衡式布置(Balances Layout )。
●模穴布置与浇口开设力求对称,以防止模具受力不均产生偏载
而发生撑模溢料的问题。
如图2的
设计就以对称者较佳。
●模穴布置尽可能紧凑以缩小模具尺寸。
如图3(b)的设计就模具尺寸考虑而言优于图3(b)的设计。
流动导引的考虑
●能顺利地引导熔融塑料填满模穴,不产生涡流,且能顺利排气。
●尽量避免塑料熔胶正面冲击直径较小的型芯和金属嵌件,以防止型芯位移(Core Shift)或变形。
热量散失及压力降的考虑
●热量损耗及压力降越小越好。
●流程要短。
●流道截面积要够大。
●尽量避免流道弯折及突然改变流向(以圆弧角改变方向)。
●流道加工时表面粗糙度要低。
●多点进浇可以降低压力降及所需射压,但会有缝合线问题。
流动平衡的考虑
●一模多穴(Multi-Cavity)充填时,流道要平衡,尽量使塑料同时
填满每一个模穴,以保证各模穴
成型品的质量一致性。
●分流道尽量采用自然平衡式的布置方式(Naturally-Balanced Layout)。
●无法自然平衡时采用人工平衡法平衡流道。
废料的考虑
●在可顺利充填同时不影响流动及压力损耗的前提下,减小流道体积(长度或截面积大小)以减少
流道废料产生及回收费用。
冷料的考虑
●在流道系统上设计适当的冷料井(Cold Slug Well)、溢料槽以补集充填初始阶段较冷的塑料波前,
防止冷料直接进入模穴影响充填质量。
排气的考虑
●应顺利导引塑料填满模穴,并使模穴内空气得以顺利逃逸,以避免包封烧焦的问题。
成形品质量的考虑
●避免发生短射、毛边、包封、缝合线、流痕、喷流、残余应力、翘曲变形、模仁偏移等问题。
●流道系统流程较长或是多点进浇(Multiple Gating)时,由于流动不平衡、保压不足或是不均匀收缩
所导致的成品翘曲变形问题应加以防止。
●产品外观性质良好,去除修整浇口方便,浇口痕(Gate Mark)无损于塑件外观以及应用。
生产效率的考虑
●尽可能减少所需的后加工,使成形周期缩短,提高生产效率。
顶出点的考虑
●需考虑适当的顶出位置以避免成形品脱模变形。
使用塑料的考虑
●黏度较高或L/t比较短的塑料避免使用过长或过小尺寸的流道。
更多的详细具体相关实例应用介绍,将会在后续的专文为您介
绍。