产品不良分析报告PPT
合集下载
故障分析及整改报告范文课堂PPT
3
去毛刺规程 喷砂工艺
磨料刷 打毛刺
清洗技术条件 4
故障现象 漏油
原因分析
整改措施
责任部门∕时间节点
1、由于密封槽孔 口毛刺未去干净; 2、O型圈老化。 3、装配工未将螺 堵、螺塞拧紧 4、初装时涂抹密 封胶时间过程,片 间密封不严
1、厂内加工阀体涉及到密封圈 槽的刀具,对导向部分部分按 与底孔间0.02~0.03mm的原则进 行制造、修整刀具; 2.增添设备对O形圈进行检测。 3.装配后由装配质检员对照扭 矩标准,对已装配完成的整阀 进行扭矩抽检。 4、要求对已装好的增加拧紧力 矩10-20NM,并在以后装配时将 涂胶数量控制在8个以内
制造技术部、质量部、机加工分厂 开始执行
质量部
耐油性试验机
5
力矩检测规定
力矩检测标准
力矩检测数据记录
6
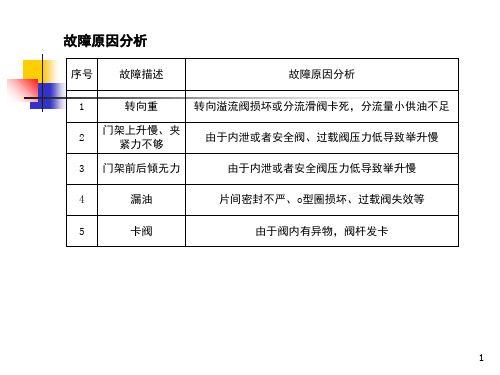
故障原因分析
序号 故障描述
故障原因分析
1
转向重
转向溢流阀损坏或分流滑阀卡死,分流量小供油不足
2ቤተ መጻሕፍቲ ባይዱ
门架上升慢、夹 紧力不够
由于内泄或者安全阀、过载阀压力低导致举升慢
3 门架前后倾无力
由于内泄或者安全阀压力低导致举升慢
4
漏油
片间密封不严、o型圈损坏、过载阀失效等
5
卡阀
由于阀内有异物,阀杆发卡
1
故障现象
原因分析
2、对毛刺方面的管控:由 制造技术部出台去毛刺的具 体工艺及工艺执行的设备、 工具和检验检查方法,并在 气动量仪室对阀体的毛刺、 孔进行全检,阀体线检验员 在线上抽检5次/天/工序。 在去毛刺的要求上着重提出 首先在镗孔后必须去净毛刺 ,并在精铰最后一把刀前用 磨料刷再去毛刺 3、完善喷砂工艺,控制玻 璃珠的更换周期和使用,保 证阀体内腔清洁 4、完善清洗工艺,保证阀 体清洁度 5.成台组装好后,规定放置 48小时应力得到释放,方可
去毛刺规程 喷砂工艺
磨料刷 打毛刺
清洗技术条件 4
故障现象 漏油
原因分析
整改措施
责任部门∕时间节点
1、由于密封槽孔 口毛刺未去干净; 2、O型圈老化。 3、装配工未将螺 堵、螺塞拧紧 4、初装时涂抹密 封胶时间过程,片 间密封不严
1、厂内加工阀体涉及到密封圈 槽的刀具,对导向部分部分按 与底孔间0.02~0.03mm的原则进 行制造、修整刀具; 2.增添设备对O形圈进行检测。 3.装配后由装配质检员对照扭 矩标准,对已装配完成的整阀 进行扭矩抽检。 4、要求对已装好的增加拧紧力 矩10-20NM,并在以后装配时将 涂胶数量控制在8个以内
制造技术部、质量部、机加工分厂 开始执行
质量部
耐油性试验机
5
力矩检测规定
力矩检测标准
力矩检测数据记录
6
故障原因分析
序号 故障描述
故障原因分析
1
转向重
转向溢流阀损坏或分流滑阀卡死,分流量小供油不足
2ቤተ መጻሕፍቲ ባይዱ
门架上升慢、夹 紧力不够
由于内泄或者安全阀、过载阀压力低导致举升慢
3 门架前后倾无力
由于内泄或者安全阀压力低导致举升慢
4
漏油
片间密封不严、o型圈损坏、过载阀失效等
5
卡阀
由于阀内有异物,阀杆发卡
1
故障现象
原因分析
2、对毛刺方面的管控:由 制造技术部出台去毛刺的具 体工艺及工艺执行的设备、 工具和检验检查方法,并在 气动量仪室对阀体的毛刺、 孔进行全检,阀体线检验员 在线上抽检5次/天/工序。 在去毛刺的要求上着重提出 首先在镗孔后必须去净毛刺 ,并在精铰最后一把刀前用 磨料刷再去毛刺 3、完善喷砂工艺,控制玻 璃珠的更换周期和使用,保 证阀体内腔清洁 4、完善清洗工艺,保证阀 体清洁度 5.成台组装好后,规定放置 48小时应力得到释放,方可
XXX产品天线弹片物料不良分析报告及建议改善方案

弹片拐角平 面同样需增 加热压防止 晃动与侧立
料槽封装按按正常尺寸制 1料槽按实物尺寸制作专用封装,即能保护弹片触点
效果
作,物料容易晃动引起翻、 不变形又能控制物料不被晃动振侧立;方案1、方案
侧立现象造成吸着异常抛料 2实施验证后可横向导入所有天线弹片类器件封装。
成本控制:
按照设备设置物料吸取不良(三次一报)每小时报警3次,一天 工作时间21H,按照现在NPM停开机(及物料调整吸取位置), 每一次需要2分钟,一天需要126分钟浪费在物料调整。 OPPO目前SMT有6条线生产: 每天损失工时:6*126=12.6H 每月损失工时:12.6*28=352.8H 每年损失工时:352.8*12=4233.6H 按照每小时1376÷60=22/分钟 22*2=44/分钟 44*3=132/分钟 元工价来算: 每天损失金额:132*21=2772RMB 每月损失金额:2772*26=72072 RMB 每年损失金额:72072*12=864864 RMB 更改后每年可以节约:864864 RMB
XXX产品天线弹片侧立不良分析 及改善报告
1
• 问题描述
2
• 贴装不良
3
• 原因排查
4
• 改善背景
5
• 改善方案1
6
• 改善方案2
• 成本控制
7
问题描述:
XXX手机产品214041晚班20线生产时贴片机频繁报警 天线弹片物料吸着异常;检查生产数据此弹片吸着 1556PCS,吸着不良抛料 21PCS, 不良率为1.35%,如 下图:
侧翻
制程 不良
• 抛料、侧立、 移位、翻件,
沾锡等不良
物料 耗损
• 产线抛料, 造成物料耗
料槽封装按按正常尺寸制 1料槽按实物尺寸制作专用封装,即能保护弹片触点
效果
作,物料容易晃动引起翻、 不变形又能控制物料不被晃动振侧立;方案1、方案
侧立现象造成吸着异常抛料 2实施验证后可横向导入所有天线弹片类器件封装。
成本控制:
按照设备设置物料吸取不良(三次一报)每小时报警3次,一天 工作时间21H,按照现在NPM停开机(及物料调整吸取位置), 每一次需要2分钟,一天需要126分钟浪费在物料调整。 OPPO目前SMT有6条线生产: 每天损失工时:6*126=12.6H 每月损失工时:12.6*28=352.8H 每年损失工时:352.8*12=4233.6H 按照每小时1376÷60=22/分钟 22*2=44/分钟 44*3=132/分钟 元工价来算: 每天损失金额:132*21=2772RMB 每月损失金额:2772*26=72072 RMB 每年损失金额:72072*12=864864 RMB 更改后每年可以节约:864864 RMB
XXX产品天线弹片侧立不良分析 及改善报告
1
• 问题描述
2
• 贴装不良
3
• 原因排查
4
• 改善背景
5
• 改善方案1
6
• 改善方案2
• 成本控制
7
问题描述:
XXX手机产品214041晚班20线生产时贴片机频繁报警 天线弹片物料吸着异常;检查生产数据此弹片吸着 1556PCS,吸着不良抛料 21PCS, 不良率为1.35%,如 下图:
侧翻
制程 不良
• 抛料、侧立、 移位、翻件,
沾锡等不良
物料 耗损
• 产线抛料, 造成物料耗
医疗器械不良事件PPT课件

第21页/共27页
无注册证号 无法上报
第22页/共27页
表格选择 错误
第23页/共27页
器械描述 完整
第24页/共27页
退回报告:
• 2017年内蒙古自治区不良事件监测中心下发通知,以下几种情况报告予以 退回处理:
1、产品不是医疗器械; 2、事件不属于医疗器械不良事件; 3、豁免报告:
注射器保护套脱落、无针头; 产品包装漏气、破损; 注射器、输液器排气时发现漏液。
导致医疗器械不良事件的因素 1:材料因素
• 例1:金属髋关节植入物
• 不良事件表现:关节脱位、松动、疼痛等。
失效率高于塑料或陶瓷的植入物。 另外,金属股骨头和金属髋臼杯 之间相互滑动,可能释放出金属 颗粒物。金属离子会进入血液和 流向身体其他部位,可能导致身 体其他部位发生疾病。
第3页/共27页
导致医疗器械不良事件的因素 2:患者因素
采取的治 疗措施
对受害者 的影响
不良事件情况
第19页/共27页
※ ※
※ ※
※
事件发生后
所采取的相
应处理措施
及结果。
※
C.医疗器械情况
标示在产品外 包装上
医疗设备后标有产 品编号,医用耗材 上标有产品批号
第20页/共27页
C、医疗器械情况
*注册证号的两种格式
国食药监械(准)字2010第3661129号 国 械 注 准 20153462237
第18页/共27页
事件陈述举例
器械使用 情况
使用原因
使用地点
使用时间
2008年08月17日患者因右肱骨骨折在XX医院做右肱 骨骨折开放复位内固定,正常使用。术后,骨折不愈合, 疼痛。2009年09月08日拍X片,X片显示: 接骨板断裂, 2009年09月09日立即行二次手术取出断裂接骨板,更换接 骨板重新固定。术后,患者好转。
无注册证号 无法上报
第22页/共27页
表格选择 错误
第23页/共27页
器械描述 完整
第24页/共27页
退回报告:
• 2017年内蒙古自治区不良事件监测中心下发通知,以下几种情况报告予以 退回处理:
1、产品不是医疗器械; 2、事件不属于医疗器械不良事件; 3、豁免报告:
注射器保护套脱落、无针头; 产品包装漏气、破损; 注射器、输液器排气时发现漏液。
导致医疗器械不良事件的因素 1:材料因素
• 例1:金属髋关节植入物
• 不良事件表现:关节脱位、松动、疼痛等。
失效率高于塑料或陶瓷的植入物。 另外,金属股骨头和金属髋臼杯 之间相互滑动,可能释放出金属 颗粒物。金属离子会进入血液和 流向身体其他部位,可能导致身 体其他部位发生疾病。
第3页/共27页
导致医疗器械不良事件的因素 2:患者因素
采取的治 疗措施
对受害者 的影响
不良事件情况
第19页/共27页
※ ※
※ ※
※
事件发生后
所采取的相
应处理措施
及结果。
※
C.医疗器械情况
标示在产品外 包装上
医疗设备后标有产 品编号,医用耗材 上标有产品批号
第20页/共27页
C、医疗器械情况
*注册证号的两种格式
国食药监械(准)字2010第3661129号 国 械 注 准 20153462237
第18页/共27页
事件陈述举例
器械使用 情况
使用原因
使用地点
使用时间
2008年08月17日患者因右肱骨骨折在XX医院做右肱 骨骨折开放复位内固定,正常使用。术后,骨折不愈合, 疼痛。2009年09月08日拍X片,X片显示: 接骨板断裂, 2009年09月09日立即行二次手术取出断裂接骨板,更换接 骨板重新固定。术后,患者好转。
8D报告以及案例分析ppt课件
• 将采取何种措施以防止再发. • 说明内部或/及外部系统应作何种变更以防止再发. • 制程FMEA是否已检讨并修正. • 永久对策是否在别的地方也适用?那些地方也适用(横向展开)? • 标准化? 所有相关标准书或系统文件是否已修正并实施. • 预防对策目标完成日期为何?
;.
13
D8:恭喜你的团队
;.
4
D1:成立处理团队
• 选择并登录内部及外部小组成员(Compaq的物料工程人员及供货商的业务 代表为外部小组成员).
• 选择小组捍卫者(应由能排除小组工作障碍的管理阶层人员担任). • 选择小组长(应为能直接投入问题处理并承担小组责任的人). • 需要供货商,客户加入团队吗 ? • 这些队员分别担任什么任务 ? • 撰写8D之前,小组成员开会了吗 ? • 采用脑力激荡来解决问题吗 ? • 考虑人员的能力 - 不是有人就好
;.
7
D3:紧急对策
• 管制品的处理方法 - 重工, 全检 ,报废 .若要重工或全检 , 有执行的标准吗 ? • 详述检查方法, 方法可行吗?有作有效性验证吗? • 紧急对策引起其它问题吗? • 紧急对策进行中?已完成? 注意时效. • 检查/测试/分析结果说明. 详列检查数,不良数,不良率.
;.
;.
3
COMPAQ 8D (discipline)
(1)Use the team approach:成立处理团队 (2)Problem description:问题描述 (3)Containment plan:暂时(紧急)对策 (4)Describe the cause:原因分析 (5)Permanent C/A plan:永久对策 (6)Verification of effectiveness:效果验证 (7)Prevent recurrences:防止再发 (8)Congratulate your team:恭喜你的团队
;.
13
D8:恭喜你的团队
;.
4
D1:成立处理团队
• 选择并登录内部及外部小组成员(Compaq的物料工程人员及供货商的业务 代表为外部小组成员).
• 选择小组捍卫者(应由能排除小组工作障碍的管理阶层人员担任). • 选择小组长(应为能直接投入问题处理并承担小组责任的人). • 需要供货商,客户加入团队吗 ? • 这些队员分别担任什么任务 ? • 撰写8D之前,小组成员开会了吗 ? • 采用脑力激荡来解决问题吗 ? • 考虑人员的能力 - 不是有人就好
;.
7
D3:紧急对策
• 管制品的处理方法 - 重工, 全检 ,报废 .若要重工或全检 , 有执行的标准吗 ? • 详述检查方法, 方法可行吗?有作有效性验证吗? • 紧急对策引起其它问题吗? • 紧急对策进行中?已完成? 注意时效. • 检查/测试/分析结果说明. 详列检查数,不良数,不良率.
;.
;.
3
COMPAQ 8D (discipline)
(1)Use the team approach:成立处理团队 (2)Problem description:问题描述 (3)Containment plan:暂时(紧急)对策 (4)Describe the cause:原因分析 (5)Permanent C/A plan:永久对策 (6)Verification of effectiveness:效果验证 (7)Prevent recurrences:防止再发 (8)Congratulate your team:恭喜你的团队
产品质量分析报告PPT共41页

产品质量分析报告
56、极端的法规,就是极端的不公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
60、人民的幸福是至高无个的法。— —西塞 罗
1、最灵繁的人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自己。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。—
56、极端的法规,就是极端的不公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
60、人民的幸福是至高无个的法。— —西塞 罗
1、最灵繁的人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自己。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。—
电子产品异常问题统计分析报告37页PPT
39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 反顾。 40、对时间的价值没有没有深切认识 的人, 决不会 坚。——华盛顿 17、一个人即使已登上顶峰,也仍要自强不息。——罗素·贝克 18、最大的挑战和突破在于用人,而用人最大的突破在于信任人。——马云 19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生而读,莫为读而生。——布尔沃
电子产品异常问题统计分析报告
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
END
电子产品异常问题统计分析报告
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
END
不制造不良品不流出不良品分析报告ppt课件

※ 設立品質人文作品專欄 / 活動:
* 專人主導: 徵集優秀品質類作品, 并進行刊登,發表.
*徵集各類品質術語;海報;標語;卡片. ※ 設立品質活動專區,定期舉行 : *每月定期舉行品質活動: 如竟猜, 競賽, 換位思考等等. *培養多功能員工, 請專人進行技能訓練(如: 鎖螺絲, 拉釘, 熱熔機, 粘貼保護膜,
2
二: " 管理 "
※ 賞罰分明:
賞: 違犯車間作業規範,產生漏件/客訴的. 罰: 發覺批量不良,漏件,避免客訴的.
※ 防錯法: 工夾具防呆設計; 客人增加防呆設計( IE 提出 ); SOP 圖文醒目標示 ※ 績效管理: 月評/年評,作為升職調薪的依據.參考如下圖所示.
※習慣培養:
*人員定位. *盲點測試 . *遵照SOP操作步驟進行作業. *下工站就是客戶 *了解所屬工作操作規範, 品質標準.
標籤等等,提升待遇, 競爭上崗, 出現錯誤再次培訓, 無法勝任者薪水恢復原先)
*對LQC再次培訓, 提升待遇, 競爭上崗.( 出現錯誤再次培訓, 無法勝任者薪水恢復
原先 ).
※ 設立榮譽榜:
* 每天更新“優/劣” , 進行獎懲
5
※全員普及掌握工夾具/設備操作技能提升: * 熟練掌握機器設備/ 工夾具相關操作技巧. *識別各工夾具,設備參數,以及其易造成的不良項 . ※ 技能培訓, 定期考核 ,名次設立, 專項獎勵. ※ 以精帶熟, 并設立責任制, 授者月結視學者無錯給予獎勵鼓勵
應長短期對策.
※客戶端產生的客訴及時分享.
* 由IE成立內部TEAM, 對所發生不良進行分析,制訂相應長短期對策.
7
Thanks!
8
* 雖培訓上崗仍需實踐, 由熟精工監督必事半功倍.
* 專人主導: 徵集優秀品質類作品, 并進行刊登,發表.
*徵集各類品質術語;海報;標語;卡片. ※ 設立品質活動專區,定期舉行 : *每月定期舉行品質活動: 如竟猜, 競賽, 換位思考等等. *培養多功能員工, 請專人進行技能訓練(如: 鎖螺絲, 拉釘, 熱熔機, 粘貼保護膜,
2
二: " 管理 "
※ 賞罰分明:
賞: 違犯車間作業規範,產生漏件/客訴的. 罰: 發覺批量不良,漏件,避免客訴的.
※ 防錯法: 工夾具防呆設計; 客人增加防呆設計( IE 提出 ); SOP 圖文醒目標示 ※ 績效管理: 月評/年評,作為升職調薪的依據.參考如下圖所示.
※習慣培養:
*人員定位. *盲點測試 . *遵照SOP操作步驟進行作業. *下工站就是客戶 *了解所屬工作操作規範, 品質標準.
標籤等等,提升待遇, 競爭上崗, 出現錯誤再次培訓, 無法勝任者薪水恢復原先)
*對LQC再次培訓, 提升待遇, 競爭上崗.( 出現錯誤再次培訓, 無法勝任者薪水恢復
原先 ).
※ 設立榮譽榜:
* 每天更新“優/劣” , 進行獎懲
5
※全員普及掌握工夾具/設備操作技能提升: * 熟練掌握機器設備/ 工夾具相關操作技巧. *識別各工夾具,設備參數,以及其易造成的不良項 . ※ 技能培訓, 定期考核 ,名次設立, 專項獎勵. ※ 以精帶熟, 并設立責任制, 授者月結視學者無錯給予獎勵鼓勵
應長短期對策.
※客戶端產生的客訴及時分享.
* 由IE成立內部TEAM, 對所發生不良進行分析,制訂相應長短期對策.
7
Thanks!
8
* 雖培訓上崗仍需實踐, 由熟精工監督必事半功倍.
异物分析报告PPT课件
2.现况及问题点 2 原辅料的主要异物为附属物、石头、塑料、金属
技术部 2015.1-2015.6
3 生产过程中的主要异物为金属、石头
•4
2015 上半年
异物分析报告
3.异物的来源及防控措施
技术部 2015.1-2015.6
•5
2015 上半年
异物分析报告
3.异物的来源及防控措施
技术部 2015.1-2015.6
质量下降或者公司的信誉受损,从而引起客户退货、索赔,转移订单乃至客户丢失。 •1
2015 上半年
2.现况及问题点
现状
异物分析报告
技术部 2015.1-2015.6
•2
2015 上半年
异物分析报告
问题点
1 果粒中发现的的异物一半来源于供应商
技术部 2015.1-2015.6
•3
2015 上半年
异物分析报告
2015 上半年
异物分析报告
1.异物的定义及种类
异物定义
技术部 2015.1-2015.6
ቤተ መጻሕፍቲ ባይዱ
食品中的异物是指,非加工要求或根据产品标准不应该含有的物质,均可以称为异物。
异物种类
塑料、金属、石头、木屑、纤维、纸、昆虫、毛发、玻璃、附属物等
异物危害
➢危害一:存在安全隐患,适当尺寸的金属异物、玻璃、木块、石子、硬塑料可能硌坏顾客的牙齿,划伤 或卡伤顾客口腔和喉咙,含有化学药品的异物或化学药品直接污染食品,可能给人体带来不适,甚至中 毒。 ➢危害二:存在卫生隐患,头发、飞虫、纸片、纤维以及不清洁的其它异物混入到产品中,会造成微生 物的污染。 ➢危害三:存在质量隐患,即使不存在以上的安全卫生隐患(异物也是在加热前混入的,通过加热进行 了杀菌,没有安全隐患),任何的异物混入都会给消费者带来不快的感觉,让消费者觉得不适宜,不满 意。 ➢对公司的危害:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
分析内容
LOGO
STEP 2:REC 单品确认;
将 锡点 上部的UV 胶去除后, 测定DCR : 无反应 判定结果 : REC 单品出现无音
原因分析
序号 1 2 3 4 5
盖印
E421BB E4102B E4118B E3B23B E4118B
DCR测试 - R E C( 欧姆)
无反应
无反应
无反应
无反应
无反应
4
分析内容
LOGO
,
STEP 3:REC 单品不良原因确认; -- > 为防止拆分造成单品状态的破坏,使用 甲苯 ( TO ) 对单品进行浸泡,浸泡完毕后显微镜观察状态如下:
原因分析
NO.1
NO.2
NO.3
5
NO.4
NO.5
分析内容
LOGO
原因判定
原因判定 : UV 胶 与 F - PCB 分离(分离原因不明), 导致 WIRE 线受粘贴力影响,造成断线不良发生;
6
LOGO
不良分析报告书
立案 担当 姓名
审视 主任 姓名
/
承认 次长 姓名
1
不符事项现况
不良现象
现象分析
序号
1 2 3 4 5
1 2
LOGO
REC 无音不良
盖印
E421BB E4102B E4118B E3B23B E4118B
DCR测试
SPK(欧姆)
6.9 7.0 7.0
REC(欧姆)
无反应 无反应 无反应
6.9
无ห้องสมุดไป่ตู้应
7.0
无反应
测定 DCR时: Part 1 : SPK OK Part 2 : REC NG
2
分析内容
STEP 1:观察不良试料的外观;
LOGO
原因分析`
NO.1
NO.2
NO.3
NO.4
NO.5
经确认 : 除 NO.4 的UV 胶未与 F-PCB分离外,其他 4 PCS都有胶与 F-PCB分离的现象,并且有3 pcs分离现象特别严重。
分析内容
LOGO
STEP 2:REC 单品确认;
将 锡点 上部的UV 胶去除后, 测定DCR : 无反应 判定结果 : REC 单品出现无音
原因分析
序号 1 2 3 4 5
盖印
E421BB E4102B E4118B E3B23B E4118B
DCR测试 - R E C( 欧姆)
无反应
无反应
无反应
无反应
无反应
4
分析内容
LOGO
,
STEP 3:REC 单品不良原因确认; -- > 为防止拆分造成单品状态的破坏,使用 甲苯 ( TO ) 对单品进行浸泡,浸泡完毕后显微镜观察状态如下:
原因分析
NO.1
NO.2
NO.3
5
NO.4
NO.5
分析内容
LOGO
原因判定
原因判定 : UV 胶 与 F - PCB 分离(分离原因不明), 导致 WIRE 线受粘贴力影响,造成断线不良发生;
6
LOGO
不良分析报告书
立案 担当 姓名
审视 主任 姓名
/
承认 次长 姓名
1
不符事项现况
不良现象
现象分析
序号
1 2 3 4 5
1 2
LOGO
REC 无音不良
盖印
E421BB E4102B E4118B E3B23B E4118B
DCR测试
SPK(欧姆)
6.9 7.0 7.0
REC(欧姆)
无反应 无反应 无反应
6.9
无ห้องสมุดไป่ตู้应
7.0
无反应
测定 DCR时: Part 1 : SPK OK Part 2 : REC NG
2
分析内容
STEP 1:观察不良试料的外观;
LOGO
原因分析`
NO.1
NO.2
NO.3
NO.4
NO.5
经确认 : 除 NO.4 的UV 胶未与 F-PCB分离外,其他 4 PCS都有胶与 F-PCB分离的现象,并且有3 pcs分离现象特别严重。