PE管焊接检查记录
PE管热熔焊接操作规程

PE管热熔焊接操作规程一、目的与范围为了保证PE管热熔焊接的质量和安全,制定本操作规程。
本规程适用于PE管热熔焊接过程中的工艺控制和操作规范。
二、设备和材料2.1焊接机:应选用具有稳定焊接电流和精确控温功能的热熔焊接机,同时要保证熔炉体的热效应良好。
2.2PE管:应选择优质的聚乙烯管材,确保管材质量符合相关标准要求。
2.3PE管接头:应选择与PE管匹配的合适接头,确保连接牢固、密封性良好。
2.4PE管切刀:应选用具有锋利切削刀片的管切刀,确保切口平整。
2.5温度计:应选用精确度高的温度计,用于测量焊接机的工作温度。
三、操作流程3.1准备工作3.1.1检查焊接机、温度计等设备是否完好,确认焊接机的电源稳定。
3.1.2清洁管材和接头的外表面,确保没有污染物和杂质。
3.1.3根据管材规格调整熔炉和切刀的位置和尺寸,确保与管材匹配。
3.1.4根据管材和接头尺寸,调整焊接机的温度和压力。
3.2管材切割3.2.1将PE管放置在切刀上,调整切刀位置,使切口平整。
3.2.2切口应垂直于管材轴线,在切口处避免刮伤和变形。
3.3管材热熔3.3.1通过对焊接机控制温度和时间,将熔炉预热到适宜的工作温度。
3.3.2将切割好的管材和接头放在熔炉中,确保其与熔炉接触均匀。
3.3.3确认管材和接头熔融后的外观和颜色,避免过热或不充分熔融。
3.4管材连接3.4.1将熔融的管材和接头从熔炉中取出,快速将管材和接头连接起来。
3.4.2在连接过程中,保持管材与接头的位置不动,直到冷却固化。
3.5焊缝检验3.5.1用手轻轻拉扯已连接好的管材,检查焊接处是否牢固。
3.5.2视觉检查管材和接头连接处是否平整、无明显缺陷。
3.5.3用测温仪检测管材和接头焊接处的温度是否正常。
四、安全注意事项4.1操作人员应穿戴好防护用品,包括工作服、安全帽、防护眼镜、防静电手套等。
4.2操作人员应熟悉设备和工艺规程,遵守操作规范,不得擅自改变焊接参数。
4.3焊接现场应通风良好,避免烟雾和有害气体的积聚。
PE管热熔焊接技术的施工出现质量问题及控制措施

PE管热熔焊接技术的施工出现质量问题及控制措施聚乙烯PE管热熔焊接施工符合国家节能减排、低碳化规定,并且能较好地控制施工环境。
本文将分析聚乙烯PE管热熔焊接施工中出现的质量问题及其产生原因,并提出相应的质量控制措施。
PE管是建设部“十一.五”推广应用的一种新型材料,也是国际上推崇的绿色建材。
目前,国内一些厂家的聚乙烯管材、管件等生产设备和制造技术基本达到国际先进水平。
国家制订了燃气、给水等埋地式聚乙烯管材、管件标准和施工规范,从而使聚乙烯PE燃气管道在市政燃气工程中的大规模应用确立了理论依据。
聚乙烯PE管燃气管道施工得到了迅速发展。
在聚乙烯PE管施工中,管沟的开挖宽度和工作坑尺寸应根据现场实际情况和管道敷设方法确定,也可按公式确定。
在湿陷性黄土地区,不宜在雨季施工,或在施工时切实做好排水工作,排除沟内积水。
开挖时应在槽底预留30~60mm厚土层进行压实处理。
管道下沟前应检查地基处理层的标高,并清除沟底的一切杂物。
管道下沟采用人工下管,下沟时应防止划伤、扭曲或过强的拉伸及弯曲,严禁用金属绳捆绑吊装。
施焊的焊工必须持有省质量技术监督局颁发的《锅炉压力焊工合格证》且施焊项目与证书规定项目相一致。
在焊接前先试焊,按照焊接设备性能、管材生产厂家提供的参数,结合规范规定调整加热温度、焊接加热时间、拖动压力、保压时间、冷却时间等焊接参数,并制定出合格焊缝的环高、环宽、环缝高标准。
正式焊接应按照《PE管焊接作业指导书》进行。
聚乙烯PE燃气管连接方式采用热熔对接焊连接,焊机为热熔对接焊机。
焊接后,对焊口进行100%的外观检查及10%的焊口切除检验。
在对接前,两管端各伸出夹具一定长度25~30mm,并校直两对应的连接件,使其处于同一轴线。
在施工前,应检查焊机各部分电源线及其它线路连接是否正常,并按要求接通加热板、铣削装置、液压系统的电源等。
最后,根据所施工的管材规格选用恰当的夹具,设置好机架位置。
通过以上措施,可以有效地控制聚乙烯PE管热熔焊接施工的质量问题,确保工程质量。
PE管焊接工艺卡

聚乙烯管(PE管)热熔焊接工艺管理卡热熔对接连接一般分为五个阶段:预热阶段、吸热阶段、加热板取出阶段、对接阶段、冷却阶段。
热熔连接工艺三个重要参数:温度、压力、时间应符合热熔连接机具生产厂管材、管件生产厂的规定(详细见表1、表2)。
热熔对接工艺曲线图表示为焊接各阶段压力与时间的关系图,.项目采用如下PE管热熔对接工艺曲线(图1)。
图1表1、上海海娇HW系列热熔对焊机(6、16#地块)HW-160焊接参数表(规格:SDR17)注:加热板表面温度设定为215度HW-250焊接参数表(规格:SDR17)注:加热板表面温度设定为215度表2、南京德先XCW 系列热熔对焊机(12#地块)XCW-160焊接参数表(规格:)注:加热板表面温度设定为220度XCW-250焊接参数表(规格:)注:加热板表面温度设定为220度PE管热熔焊接自检表注:本表作为施工自检,每道焊缝必须如实填写,并随时接受TPF和监控检查。
PE给水管道施工质量监控要求:1、编制PE给水管道施工的专项技术方案,经过审核、审批后严格实施。
2、管道开始施工前应按照《大市政材料质量控制会议会议纪要091224》内容,对材料进行报验。
3、对焊工进行操作技能培训和工艺技术交底,经考核合格的方能进行施工操作;考核合格的标准应包括:焊工实操焊接的接口质量满足质量要求,并且熟练掌握PE给水管道接口热熔焊接的工艺操作流程;每个合格的焊工应有单独、固定的编号并制作带照片的胸牌,现场施工时要佩戴。
4、使用的焊接设备应有合格证明材料,相关计量设备应有计量检定合格证书,所使用设备应在检校合格期内运行,并在作业前检查设备运行状况是否正常,如有异常或不能确定设备正常则不得使用;每台焊接设备要有固定编号,并在设备的明显位置进行标示。
5、施工前应有准备阶段,将预施工的管道按照管材单根长度、管件位置确定接口,每个接口按照次序进行编号,编号形式如下:施工日期-焊工编号-设备编号-序号(例:01);如有需要增补的编号应在序号后加英文小写字母按顺序增补。
PE管及双壁波纹管施工分部分项检验批质量验收表格范本模板
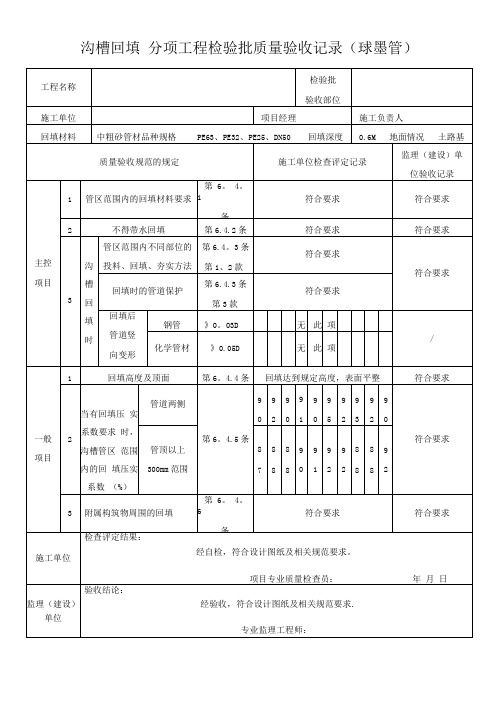
沟槽回填分项工程检验批质量验收记录(球墨管)
管道设备(阀门)分项工程检验批质量验收记录
附录C 检验批质量验收记录
表 C.0.1 管道铺设分项工程检验批质量验收记录
PE管材安装分项工程检验批质量验收记录
PE管分项工程质量验收记录
分部(子分部)工程质量验收记录
沟槽开挖及管道基础分项工程检验批质量验收记录
检查井工序质量评定表
页号:5-1
单位工程名称:2011年周浦镇村庄改造项目
低
部位名称:棋杆9组 桩号位置:检查井
工程技术负责人: 施工负责人: 质检员:。
10.4PE管热熔焊接检查记录
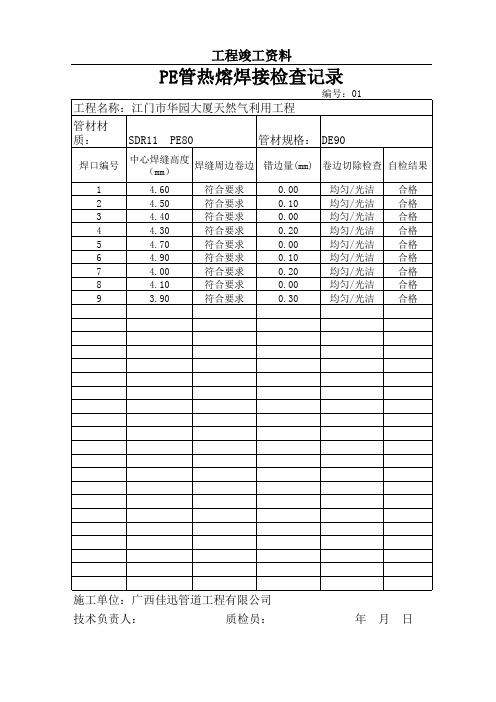
施工单位:广西佳迅管道工程有限公司 技术负责人: 质检员: 年 月 日
工程竣工资料
PE管热熔焊接检查记录
编号:01
工程名称:江门市华园大厦天然气利用工程 管材材质: SDR11 PE80 管材规格: DE90
焊口编号 1 2 3 4 5 6 7 8 9 中心焊缝高度 焊缝周边卷边 错边量(mm) 卷边切除检查 自检结果 (mm) 4.60 4.50 4.40 4.30 4.70 4.90 4.00 4.10 3.90 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 0.00 0.10 0.00 0.20 0.00 0.10 0.20 0.00 0.30 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 合格 合格 合格 合格 合格 合格 合格 合格 合格
HDPE管检验批质量验收记录

主 列规定:
控 1)焊缝应完整,无缺损和变形现象;焊缝连
项 接应紧密,无气孔、鼓泡和裂缝;电熔连接的
目
3
电阻丝不裸露;2)熔焊焊缝焊接力学性能不 低于母材;3)热熔对接连接后应形成凸缘,
第5.10.8 -3条
符合规范要求
且凸缘形状大小均匀一致,无气孔、鼓泡和裂
缝;接头处有沿管节圆周平滑对称的外翻边最
低处的深度不低于管节外表面;管壁内翻边应
铲平;对接错边量不大于管材壁厚的10%,且
4
"卡箍连接、法兰连接钢塑过渡接头连接时, 应连接件齐全、位置正确、安装牢固,连接部 位无扭曲、变形;"
第5.10.8 -4条
符合规范要求
施工与质量验收规范的规定
不合格点的实 应测 合格 合格
测
点数 点数 率(%)
1
承插、套筒式接口的插入深度应符合要求,相 邻管口的纵向间隙应不小于10mm;环向间隙应 均匀一致;
工程名称
HDPE管热熔焊接检验批质量验收记录
第 市1 政质页共检,·31·1页1
施工单位
分包单位
项目经理
马云
技术负责人
马化腾
施工工长
王健林
分部工程名称
分项工程
DN160 HDPE管
验收部位
主要工程数量
m
验收规范及图号
GB50268-2008
施工与质量验收规范的规定
施工单位检查记录
监理单位 验收记录
1
"管节及管件、橡胶圈等的产品质量应符合规 范第5.8.1、5.9.1条的规定;"
第5.10.8 -1条
符合规范要求
"承插、套筒式连接时,承口、插口部位及套
PE管热熔焊接工艺
PE管热熔焊接工艺随着国家西气东输等重点工程相继启动,聚乙烯——PE (polyethylene)管道的应用日渐广泛,目前该产品已广泛应用于燃气、天然气、供水等领域。
PE管线具有易施工,速度快,耐腐蚀,无污染,使用寿命长等特点。
PE管道连接主要有两种方法:热熔连接和电熔连接。
目前主管道主要采用热熔连接。
热熔连接原理是将两根PE管道的配合面紧贴在加热工具上来加热其平整的端面直至熔融,移走加热工具后,将两个熔融的端面紧靠在一起,在压力的作用下保持到接头冷却,使之成为一个整体。
一、焊接准备。
热熔焊接施工准备工作如下:①将与管材规格一致的卡瓦装入机架;②准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方便移动;③设定加热板温度200~230℃ (本数据以杭州进龙机电有限公司供应的焊机为参考,具体温度以厂家提供的数据为准);④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。
二、焊接。
焊接工艺流程如下:检查管材并清理管端→紧固管材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷边高度→管材熔接并冷却至规定时间→取出管材。
在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根据天气、环境温度等变化对其进行适当调整:①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10% ,应进行局部切除后方可使用;②用软纸或布蘸酒精清除两管端的油污或异物;③将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好;④置入铣刀,先打开铣刀电源开关,然后再合拢管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开活动架,关闭铣刀电源;⑤取出铣刀,合拢两管端,检查两端对齐情况(管材两端的错位量不能超过壁厚的10% ,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm (de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不满足要求,应在此铣削,直到满足要求。
城镇燃气埋地PE管道工程自检明细表

PE管定向钻穿越
1、查定向钻穿越报批手续;2、查PE管穿越与相邻建构筑物的安全距离;3、查PE管穿越的深度和平面位置与竣工图是否对应;4、查PE管的热熔接口100%检查是否合格;5、查吹扫是否合格;6、查穿越段单独强度、气密性试验;7、查竣工资料。
序 号
名 称
自检内容
存在问题
结论
备 注
10细表
序 号
名 称
自检内容
存在问题
结论
备 注
1
管材、管件、阀门等设备、材料
1、查型号、规格、材质是否符合设计要求; 2、查合格证、质量保证书、安装说明书是否齐全;3、查设备、材料验收记录和报验记录。
2
管材、管件外观质量
1、查颜色是否均匀;2、查有无气泡、明显划伤、凹陷、杂质现象;3、查材料验收记录、报验记录
13
管沟回填
1、检查是否按规范要求回填;2、检查各区密实度,观察路面是否有塌陷情况;3、查回填(隐蔽工程)记录及报验申请记录。
14
警示带敷设、标志桩埋设
1、检查回填时是否按规范要求敷设警示带;2、查管沟回填后上面标志桩埋设情况;3、查竣工资料。
15
竣工资料
1、审查工程竣工资料是否规范、清晰、准确、真实;2、查竣工资料和竣工图签字、盖章手续是否完备, 有无删改、涂抹现象。3、查竣工资料内容是否齐全、有无缺项。
1、查吹扫前将仪表和设备是否与管道隔离; 2、目视吹扫结果是否达到无污物标准; 3、查吹扫记录和报验记录。
11
管道强度试验
1、按设计压力的1.5倍试压(空气),稳压1h,在保压期间不得有压力下降;2、用肥皂液检查接头不得有漏气现象;3、查试压记录和报验记录。
12
管道气密试验