刀具刀粒型号
1604刀粒参数

1604刀粒参数
1604刀粒是一种常用于高端数控加工中的刀具,具有多种不同的参数,下面是该刀具的相关参数介绍:
1. 刀柄直径
1604刀粒的刀柄直径一般在10mm到20mm之间,可以根据不同的机床和应用进行选择。
刀柄直径越大,可以承受的切削力就越大,适用于加工强度较大的材料。
2. 切削深度
1604刀粒的切削深度一般在3mm到10mm之间,可以根据加工零件的要求进行选择。
切削深度越大,可以提高加工效率,但对工具的要求也越高。
3. 刀头直径
1604刀粒的刀头直径一般在12mm到16mm之间,可以根据加工零件的要求进行选择。
刀头直径越大,可以提高加工效率,但同时也会增加工具的成本。
4. 刀长
1604刀粒的刀长一般在50mm到200mm之间,可以根据加工零件的要
求进行选择。
刀长越长,可以提高加工效率,但同时也会增加工具的
成本和重量。
5. 刃数
1604刀粒的刃数一般在2刃到6刃之间,可以根据不同的加工材料和
零件要求进行选择。
刃数越多,可以提高加工效率,但同时也会增加
工具的成本和维护难度。
6. 刀尖倾角
1604刀粒的刀尖倾角一般在15度到45度之间,可以根据加工材料的
不同进行选择。
刀尖倾角越大,可以提高加工效率,但同时也会增加
工具磨损和容易产生毛刺等缺陷。
总结:
以上是1604刀粒的一些常见参数介绍,选择适合的刀具是保证加工质
量和效率的关键。
在选择刀具时,需要综合考虑加工材料、工作环境、机床设备等多种因素,合理选择才能达到最优的加工效果。
合金刀具的型号及功能

合金刀具的型号及功能YT15(P10)硬度≥91适于碳素钢与合金钢连续切削的半精车及精车.断续切时的精车.旋风车丝,连续面的半精铣和精铣,孔的粗扩与精扩。
YT14(P20)硬度≥90.5适于对碳素钢与合金钢不平整面进行连续切削时的粗车,间断切削是的半精车与精车,连续面的粗铣,铸孔的扩钻等。
YT5(P30)硬度≥89.5适于碳素钢与合金钢【包括锻件。
冲压件及铸件的表皮】不平整面切削时的粗车。
粗刨,半精刨,粗铣等。
YG8(K30)硬度≥89.0适于铸铁,有色金属及其合金,非金属材料不平整表面和间断切削时的粗车,粗刨,粗铣,一般孔和深孔的钻扩,扩孔。
YW1(M10)硬度≥91.5材质适于耐热钢,刚猛钢,不锈钢及合金钢等难加工钢材的加工,也适于普通钢材,铸铁的加工.YS25(P25)硬度≥90.5适于碳素钢,铸钢,高锰钢,高强度钢的及合金钢的粗车,铣削和刨削。
YG6X(K10)硬度≥91.0适于合金铸铁.普通铸铁的精加工及半精加工。
YS8(M05)硬度≥92.5S适用于铁基、镍基高温合金,高强度钢的精加工,冷硬铸铁、耐热不锈钢、高锰钢、淬火钢的精加工。
YG8N(K20K30)硬度≥90适于铸铁及有色金属的粗加工,亦适用于不锈钢的粗加工的精加工。
YG3 K05 15.20-15.40 91.5 1400 中等晶粒,适用于铸铁及有色金属的精加工YG3X K05 15.20-15.40 92.0 1300 细晶粒,适用于铸铁及有色金属的精加工YG4C 15.05-15.25 90.0 1620 粗晶粒,适用于球齿钎头和矿山钎片YG6 K20 14.85-15.05 90.5 1860 中等晶粒,用于有色金属的粗加工YG6A K10 14.85-15.05 92.0 1600 细晶粒,适用于拉丝模和木工刀具YG6X K10 14.85-15.05 91.7 1800 细晶粒,适用于有色金属的切割YG7 K20 14.65-14.85 89.7 1900 属中晶粒合金,具有良好的耐磨性和良好的抗冲击性YG8 K30 14.60-14.85 90.0 2060 中等晶粒,适用于拉丝模,拉拔模YG8A K30 14.6-14.85 90.0 2000 中等晶粒,适用于拉丝模,拉拔模,木工刀片等YG8X K30 14.60-14.85 90.5 2000 属细晶粒合金,具有较高的高温硬度和抗氧化性,抗冲击韧性良好YG8C 14.55-14.75 88.0 2160 粗晶粒,适用于球齿钎头和矿山钎片YG10 K40 14.25-14.55 88.0 2160 中等晶粒,适用于加工低硬灰口铸铁YG11 K40 14.30-14.50 87.5 2260 中等晶粒,适用于耐磨零件和矿山工具YG11C 14.20-14.40 87.0 2260 粗晶粒,适用于矿山钎片YG12 K40 14.10-14.40 87.0 2260 中等晶粒,适用于有色金属的粗加工YG15 13.95-14.15 87.0 2400 中等晶粒,适用于矿山工具,冷墩冷冲模具YG20 13.45-13.65 84.0 2480 中等晶粒,适用于异型模具和冷墩冷冲模具YG20C 13.40-13.60 82.5 2480 粗晶粒,用于直径20-50mm的螺丝模YG22 13.15-13.55 83.0 2480 中等晶粒,适用于异型模具和冷墩冷冲模具YD15 K15 14.9~15.2 91.5 1800 适用于铸铁、轻合金的粗加工,也可用于铸铁、低合金钢的铣削YD40 13.10-13.55 82.5 2480 具有极高的耐冲击性,适用于制作冷墩冷冲模具、热墩模具YD45 13.25-13.65 83.0 2480 具有极高的耐冲击性,热墩模具专用牌号YG011 K10 14.55-14.75 92.5 1840 超细晶粒,适用于加工玻璃冷墩钢,钛合金,高硬度淬火钢YG12 K20 14.25-14.55 91.0 2160 超细晶粒,适用于各种铣刀及孔加工刀具YG013 K10 14.35-14.60 91.5 2060 超细晶粒,极好的耐磨性和韧性,适用于木工刀具YG014 K05 14.65-14.95 93.0 1760 超细晶粒,适用于有色金属精加工及木工刀具矿山、地质工具专用牌号YK5 14.80-15.10 89.0 2060 具有高的韧性和很好的耐磨性,主要用于中小规格的冲击钻用球齿、钎片,钻凿中硬岩石YK10 14.60-14.85 89.5 2260 具有高的韧性和很好的耐磨性,主要用于中小规格的冲击钻用球齿、钎片YK20 14.30-14.60 86.5 2350 具有高的韧性和耐磨性,适于镶制冲击回转凿岩钎头,钻凿中硬和较坚硬岩石YK25 14.35-14.70 87.0 2450 具有高的韧性和耐磨性,适于镶制冲击回转凿岩钎头,钻凿中硬和较坚硬岩石YK40 13.90-14.20 86.5 2450 具有高的韧性和耐磨性,适于镶制冲击回转凿岩钎头,钻凿中硬和较坚硬岩石YK45 13.80-14.20 86.0 2450 具有高的韧性和耐磨性,适于镶制冲击回转凿岩钎头,钻凿中硬和较坚硬岩石YK50 13.80-14.20 85.5 2450 具有高的韧性和耐磨性,适于镶制冲击回转凿岩钎头,各类牙轮钻凿中硬和较坚硬岩石切钢类牌号YT03 P10 14.75-14.95 91.5 1860 适用于有色金属、不锈钢的半精、精加工YT5 P30 11.50-13.20 90.0 1750 适用于钢、铸钢的重切削加工,在作业条件不好的中、低速度大进给量粗加工YT14 P20 11.20-11.80 91.0 1550 适用于钢、铸钢的精加工和半精加工宜采用中等进给量YT15 P10 11.10-11.60 91.5 1500 适用于钢、铸钢的精加工和半精加工,宜采用中等进给量和较高的切削速度YS25 P25 12.80-13.20 91.0 1860 专用于钢、铸钢的铣削加工YS8 M05 13.9 92.5 1720 适用于铁基、镍基高温合金、度强度钢的精加工,亦适用于冷硬铸铁、耐热不锈钢、高锰钢、淬火钢的精加工。
CNC刀具规格表
φ6*φ16 R0.8
APMT1604PDER-M2
R0.8
RPMW1003 MO-II
R5
- 22 -
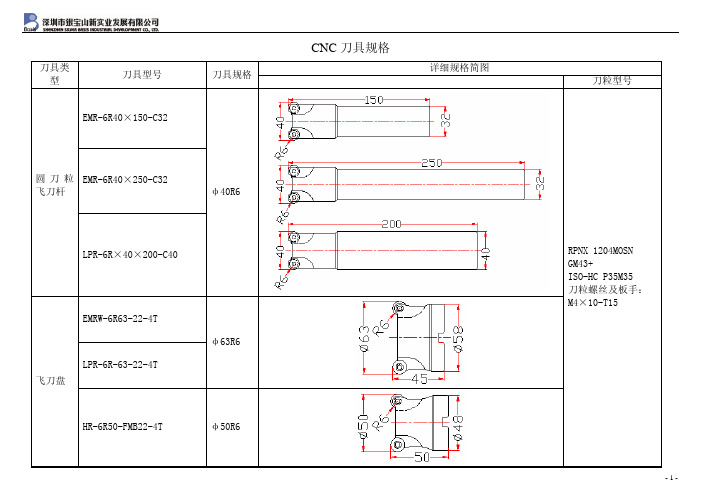
RPNX 1204MOSN
R6
EDNW-13T4TN-10
R3
EDNW-15T4TN-10
R3
- 23 -
φ2R1 φ2.5R1.25
XAC-BEM2S1.5
φ3R1.5
XAC-BEM2S2 XAC-BEM2S2.5 XAC-BEM2S3
φ4R2 φ5R2.5 φ6R3
- 16 -
XAC-BEM2S4
XAC-BEM2S5
XAC-BEM2S6
钨钢涂层平底
刀
XAC-PEM2S1
XAC-PEM2S1.5
XAC-PEM2S2
EMR-5R×35×200-C32-3T
飞刀盘 FSRM5063-4T
φ63R3
RPMW1003 MO-II AH120 螺丝:M3.5×10-T15 M4×9-T15
R10 CY250 EDNW-15T4TN-10
-2-
ASR504-22-4T
φ50R3
BAP300R-16×160-C15-2T
刀具类 型
刀具型号
EMR-6R40×150-C32
刀具规格
圆 刀 粒 EMR-6R40×250-C32 飞刀杆
φ40R6
LPR-6R×40×200-C40
EMRW-6R63-22-4T
LPR-6R-63-22-4T 飞刀盘
HR-6R50-FMB22-4T
φ63R6 φ50R6
CNC 刀具规格
详细规格简图
TDL22.7-250L
粗镗刀
常用刀具牌号
22.5
~29.4
含
铝
W6Mo5Cr4V2Al*
(501)
67~69
60
22.5
~29.4
高温硬度和耐磨性能好,可进行表面渗氮,进一步提高硬度,用于要求耐磨性高、形状较简单的铣刀
W10Mo4Cr4V3Al
(5F6)
67~69
60
54
19.6
~27.4
W6Mo5Cr4V5SiNbAl
(B201)
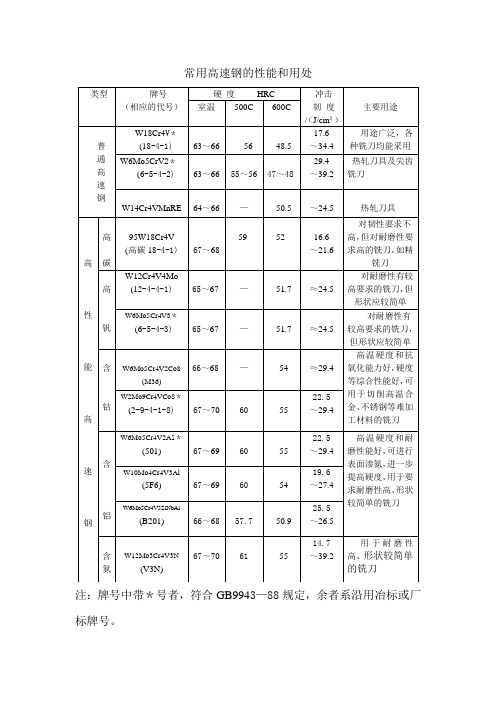
类型牌号相应的代号hrc冲击jcm主要用途室温500c600cw18cr4v1841636656485176344用途广泛各种铣刀均能采用w6mo5crv26542636655564748294392热轧刀具及尖齿铣刀w14cr4vmnre6466505245热轧刀具95w18cr4v高碳184167685952166216对韧性要求不高但对耐磨性要w12cr4v4mo124416567517245对耐磨性有较高要求的铣刀但形状应较简单w6mo5cr4v365436567517245对耐磨性有较高要求的铣刀但形状应较简单w6mo5cr4v2co8m36666854294高温硬度和抗氧化能力好硬度等综合性能好可用于切削高温合金不锈钢等难加工材料的铣刀w2mo9cr4vco82941867706055225294w6mo5cr4v2al50167696055225294高温硬度和耐磨性能好可进行表面渗氮进一步提高硬度用于要求耐磨性高形状较简单的铣刀w10mo4cr4v3al5f667696054196274w6mo5cr4v5sinbalb2016668577509255265w12mo3cr4v3nv3n67706155147392用于耐磨性高形状较简单的铣刀常用硬质合金的性能和牌号类别牌号相近的iso牌号硬度hra冲击韧度jcm主要用途wcwccoyg3xk01915铸铁有色金属及其合金的精加工和半精加工要求无冲击yg6xk109120铸铁冷硬铸铁高温合金精加工和半精加工yg6k2089530铸铁有色金属及其合金的半精加工和精加工yg8k308940铸铁有色金属及其合金的粗加工yg10hk30915高强度钢耐热钢等难加工材料的加工wcticcoyt30p0192503碳素钢合金钢的精加工yt15p1091碳素钢合金钢的粗加工和半精加工有时也用于精加工yt14p2090507碳素钢合金钢的粗加工和半精加工有时也用于精加工yt5p30895碳素钢合金钢的粗加工wctacnbccoyg6ak10915冷硬铸铁有色金属及其合金的半精加工也可用于高锰钢淬火钢的半精加工和精加工yg8ak25895铸铁有色金属及其合金的粗加工和半精加工wctictacnbccoyw1m10915不锈钢高强度钢铸铁的半精加工和精加工yw2m20905不锈钢高强度钢铸铁的粗加工和半精加工ticyn05p011935yn10p0192注
数控刀具命名规则及牌号材质详情

数控刀具型号编号规则——山特维克事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号(材质)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
1.2.刀片牌号(车削)用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁。
基本牌号CT5015(HT)–P10(P01-P20)具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属陶瓷牌号。
新型配方提高了韧性。
用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。
fnxap<0.35mm2GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬质合金。
推荐用于中等到低切削速度下各种不锈钢的精加工。
锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。
其很高的耐热冲击性能适用于轻间断切削。
GC1525(HC)-P15(P05-P25)PVD涂层金属陶瓷牌号。
具有优良的耐磨损性和刃口韧性。
用于低碳钢和低合金钢的精加工和半精加工。
适用于中等和高切削速度下要求高表面质量的场合。
fnxap<0.35mm2GC4205(HC)–P05(P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
GC4215(HC)-P15(P01-P30)用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。
梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。
不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。
GC4225(HC)-P25(P10-P40CVD涂层硬质合金材质,用于钢和钢铸件的精加工到粗加工。
CNC常用刀具种类规格标准

刀盘:SKS-4050R-08-22 42 刀粒:WDMW080520ZTP-
JC8025
φ50R3
R3飞刀盘
φ63R3×50(总长)×60(柄径)
φ50R3×50(总长)×47(柄径)
刀盘:SKS-4063R-10-22 43 刀粒:WDMW10X620ZTP-
JC8015
φ63R3
φ63R3×50(总长)×60(柄径)
10 TAP400R-25*25柄*250L
φ25R0.8×14(刃长)×200(总长)×24(柄径) φ25R0.8×14(刃长)×250(总长)×25(柄径)
11 TAP400R-25*25柄*300L
R0.8飞刀把 φ25R0.8×14(刃长)×300(总长)×25(柄径)
12 TAP400R-32*32柄*160L
21 EMR-C25-5R-25*150L 22 EMR-C25-5R-25*200L 24 EMR-C25-5R-30*160L
φ25R5 φ30R5
φ25R5×150(总长)×25(柄径)
R5飞刀把
φ25R5×200(总长)×25(柄径) φ30R5×160(总长)×25(柄径)
25 EMR-C25-5R-30*200L φ30R5
φ63R3
φ50R3×50(总长)×47(柄径) R3飞刀盘
φ63R3×50(总长)×60(柄径)
52 TBP-8R-20-200 53 TBP-10R-20-140 55 TBP-10R-20-200
φ16R8
φ16R8×95(颈长)×200(总长)×20(柄径)
φ20R10
球头刀杆
φ20R10×140(总长)×20(柄径) φ20R10×200(总长)×20(柄径)
pcd刀具的设计原则

PCD刀具的设计原则一、合理选择PCD粒度PC D粒度的选择与刀具加工条件有关,如设计用于精加工或超精加工的刀具时,应选用强度高、韧性好、抗冲击性能好、细晶粒的P C D。
粗晶粒PC D刀具则可用于一般的粗加工。
PC D材料的粒度对于刀具的磨损和破损性能影响显著。
研究表明:P C D粒度号越大,刀具的抗磨损性能越强。
采用DeBeers 公司S YN DITE 002和S YN DITE025两种PC D材料的刀具加工S iC基复合材料时的刀具磨损试验结果表明,粒度为2μm的S YN DITE002PC D材料较易磨损。
二、合理选择PCD刀片厚度通常情况下,PC D复合片的层厚约为0.3~1.0mm,加上硬质合金层后的总厚度约为2~8mm。
较薄的PC D层厚有利于刀片的电火花加工。
DeBeers公司推出的0.3mm厚P CD复合片可降低磨削力,提高电火花的切割速度。
PC D复合片与刀体材料焊接时,硬质合金层的厚度不能太小,以避免因两种材料结合面间的应力差而引起分层。
三、几何参数与结构设计PC D刀具的几何参数取决于工件状况、刀具材料与结构等具体加工条件。
由于P CD刀具常用于工件的精加工,切削厚度较小(有时甚至等于刀具的刃口半径),属于微量切削,因此其后角及后刀面对加工质量有明显影响,较小的后角、较高的后刀面质量对于提高P C D 刀具的加工质量可起到重要作用。
P C D复合片与刀杆的连接方式包括机械夹固、焊接、可转位等多种方式。
四、PCD复合片与刀杆连接方式的特点与应用连接方式-特点-应用范围机械夹固-由标准刀体及可做成各种集合角度的可换刀片组成,具有快换和便于重磨的优点-中小型机床整体焊接-结构紧凑、制作方便,可制成小尺寸刀具-专用刀具或难于机夹的刀具,用于小型机床机夹焊接-刀片焊接于刀头上,可使用标准刀杆,便于刃磨及调整刀头位置-自动机床、数控机床可转位-结构紧凑,夹紧可靠,不需重磨和焊接,可节省辅助时间,提高刀具寿命-普通通用机床五、PCD刀具的切削参数与失效机理PC D刀具切削参数对切削性能的影响①切削速度PC D刀具可在极高的主轴转速下进行切削加工,但切削速度的变化对加工质量的影响不容忽视。
刀具寿命

刀具规格
精加工寿命(min)
粗加工寿命(min)
合计(min)
Ф63、Ф52、Ф40飞刀刀粒
480
360
480/360
Ф32、Ф26、Ф21飞刀刀粒
240
120
360
Ф16飞刀刀粒
180
120
300
Ф16、Ф12、Ф10、Ф8山高刀粒
120
不作粗加工
120
Ф16R8、Ф12R6、Ф10R5、Ф8R4山高刀粒
40
190
Ф4R2、Ф3R1.5、Ф2R1高速球刀
90
20
110
Ф16、Ф12、Ф10、Ф8合金铣刀
60
30
90
Ф6、Ф5合金铣刀
30
30
60
Ф4、Ф3合金铣刀
30
30
60
Ф12R6、Ф10R5、Ф8R4、Ф6R3合金球刀
90
不作粗加工
90
Ф5R2.5、Ф4R2、Ф3R1.5合金铣刀
60
不作粗加工
60
180
60Leabharlann 240Ф30R15球刀粒180
不作粗加工
180
Ф20R10、Ф16R8
120
不作粗加工
60
Ф12、Ф10、Ф8高速铣刀
90
40
130
Ф6、Ф5、Ф4、高速铣刀
60
30
90
Ф3、Ф2高速铣刀
60
30
90
Ф1.5、Ф1高速铣刀
60
30
90
Ф12R6、Ф10R5、Ф8R4、Ф6R3高速球刀
150
Ф3、Ф2、沟槽刀
60
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钻杆(G1/4) 钻杆(G3/8) 钻杆(G1/2) 钻杆(G3/4) 钻杆(G1)
2561277 2561377 2572147 2572151 2572155
复合镗刀 890 450292R44801 把 焊接硬质合金成型刀 D15.89*D20.48*D23.94 把 复合镗刀 890 450292R44829 把 复合镗刀 890 450292R44830 把 焊接硬质合金成型刀 D31.77*D36.54*D39.69 把 成型刀25/32 890459232R35635 把 成型刀34/45 890459232R35636 把 880-D1750L25-04 喷水钻 把 880-D2100L25-04 喷水钻 把 880-D2200L25-05 喷水钻 把 880-D2650L32-03 喷水钻 把 880-D3000L32-05 880钻头 把 880-D3200L40-04 A2 B27-5040105 喷水钻(带柄) 把 880-D3300L40-04 喷水钻 把 880-D3800L40-05C A2 B27-5040105 喷水钻(带柄) 把 880-D4000L40-05 喷水钻 把 喷水钻(带柄) 880-D5000L50-04 A2B27-5050113 把 880-D6000L40-03 880钻头 把
钻头(11.8G1/4) 非标刀片(G1/4)
个 粒
5200-201085200-20109 5200-201135200-20114 5200-201165200-20114 5200-201185200-20119
非标刀片(G3/8) 非标刀片(G1/2) 非标刀片(G3/4) 非标刀片(G1)
5200-20125
复合镗刀(带柄) 复合镗刀(带柄) 整体硬质合金钻
钻头
890450232R15853/A2B275040105 890 450232R15851-1/A2B275040105 5049730
B343S11800HPG
5200-20124 5200-20107 5200-20112 5200-20115 5200-20117 5200-44801 5804-08411 5200-44829 5200-44830 5804-08412 5804-08409 5804-08410 5902-13002 5902-13006 5902-13008 5902-13007 5902-53000 5902-13115 5902-13003 5902-13114 5902-13004 5902-13117 5902-36000
图号
5801-00446 5801-00448 5802-01441 5835-91000 5835-91001 5835-91004 5835-91003
名称
复合镗刀(带柄) 复合镗刀(带柄)
组合铣刀 (带柄)
规格
890 459232R15844/A2B27-5040105 890 459232R15846/A2B27-5040105
BT50切槽 柄 3.5宽小 径 4.8宽大 径 3.5宽大 径
柄径 申购数量 2 2 2 2 BT50 2 2 2 2 2 20 25 25 32 32 32 25 25 40 32 32 25 25 25 32 32 40 40 40 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2
粒 粒 粒 粒 粒 粒 粒 粒
定制BT50整体式端 5805-31128 面槽刀刀柄 5805-36249 定制槽刀杆
890800100C34582 TMLG123G-511635 TMLG123H-470880 TMLG123G-470875
把 把 把 把
5805-36259 定制槽刀杆 5805-36256 定制槽刀杆
2
粗镗刀 (带柄) 粗刀 (带柄) 粗镗刀 (带柄) 粗镗刀 (带柄)
68/90 JT55/75 JT68/90 G1/8 G1/4 G3/8 G1/2 G3/4 G1 G7/8 泄油块\ 阀块底座 BT40-25/32 BT40-34/45
5801-00452 5801-00451 5200-20121
单位 把 把 把 把 把 把 把 把 把 个 把 把 把 把 把 把
备注 25/32 34/45 45/60 55/75
890 459232R15848 890 450272R15927-1 890 459232R15850-1 890 459232R15926-1 890 459232R15852-1