酸洗磷化标准作业指导书
酸洗作业指导书

酸洗作业指导书一、任务概述酸洗作业是一种常见的表面处理工艺,用于去除金属表面的氧化皮、锈蚀、油污等杂质,以提高金属材料的表面质量和耐腐蚀性能。
本指导书旨在详细介绍酸洗作业的步骤、注意事项和安全措施,确保作业过程顺利进行,并保护作业人员的安全。
二、作业步骤1. 准备工作a. 确保酸洗设备和工具完好无损,并进行必要的维护和检修。
b. 选择适当的酸洗液和浓度,根据材料和表面污染程度进行调配。
c. 准备所需的个人防护装备,包括防护服、手套、护目镜、口罩等。
2. 表面处理a. 将待处理的金属材料放置在酸洗槽中,确保表面完全浸泡在酸洗液中。
b. 根据材料的特性和要求,调整酸洗液的温度、浸泡时间和搅拌速度等参数。
c. 使用刷子或喷枪等工具,对材料表面进行刷洗或喷洗,以加速酸洗过程。
3. 中和处理a. 酸洗完成后,将金属材料从酸洗槽中取出,并用清水进行冲洗,以去除残留的酸洗液。
b. 准备适当的中和液,如碱性溶液或中性化学品,将其喷洒在金属表面,以中和残留的酸性物质。
c. 再次用清水进行冲洗,确保金属表面干净无污染。
4. 表面处理检验a. 使用检验仪器,如显微镜、光谱仪等,对酸洗后的金属表面进行检测,以确保表面质量符合要求。
b. 根据检测结果,决定是否需要进行补救措施,如再次酸洗、抛光等。
三、注意事项1. 个人防护a. 在酸洗作业过程中,必须佩戴个人防护装备,如防护服、手套、护目镜、口罩等。
b. 避免将酸洗液接触到皮肤、眼睛和呼吸道,如有不慎接触,应立即用清水冲洗并及时就医。
2. 设备安全a. 酸洗设备和工具必须经过定期检修和维护,确保其正常运行。
b. 在酸洗作业过程中,注意设备的操作规范,避免发生泄漏、溢出等安全事故。
3. 酸洗液管理a. 酸洗液的调配和使用必须按照相关规定和标准进行,避免浓度过高或过低。
b. 酸洗液的储存和处理必须符合环保要求,防止对环境造成污染。
4. 废液处理a. 酸洗过程中产生的废液必须进行合理的处理,严禁随意排放或倾倒。
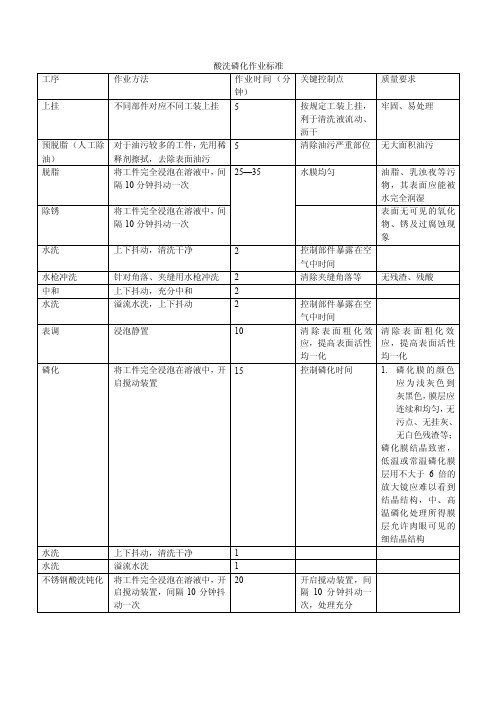
关于酸洗磷化的作业标准
工件在进入 磷化槽前 已经形成 二次黄绿锈 表面调整能力差 磷化液中杂质多
加快工序间周转或实施水膜保护
改进表调 更换槽液
促进剂含量过高
促进剂含量过高
磷化膜均匀出现彩色膜 表调失去作用或是表调后水洗 加强表调
或均匀挂白
过度
磷化液杂质过多、老化
换槽液
工件表面覆盖一层结晶 游离酸度过低
加一些磷酸
体
温度过高
控制部件 暴露 在空 气中时间 清除夹缝角落等 控制部件 暴露 在空 气中时间 清除表面粗化效 应,提高 表面 活性 均一化 控制磷化时间
开启搅动 装置 ,间 隔 10 分钟抖动一 次,处理充分
质量要求
牢固、易处理
无大面积油污
油脂、乳浊夜等污 物,其表面应能被 水完全润湿 表面无可见的氧化 物、锈及过腐蚀现 象
颜色和结晶 不均
斑;
匀;
2. 疏 松 的 磷 化 膜
层;
放大镜应难以看到 结晶结 构,中、高温磷化处理所得
2.
在焊缝处无 磷化 膜;
3.
局部无磷化膜
膜层允许肉眼可见 的细结 晶结构
3.
轻微的水迹、轻微 摩擦后而呈现白色
4.
(焊缝处除外); 表面严重挂灰
膜厚
5—8um
2.磷化弊病处理措施 常见弊病
产生的主要原因
无残渣、残酸
清除表 面粗化效 应,提高表面活性 均一化 1. 磷 化 膜 的 颜 色
应为浅灰色到 灰黑色,膜层应 连续和均匀,无 污点、无挂灰、 无白色残渣等; 磷化膜结晶致密, 低温或常温磷化膜 层用不大于 6 倍的 放大镜应难以看到 结晶结构,中、高 温磷化处理所得膜 层允许肉眼可见的 细结晶结构
酸洗作业指导书
酸洗作业指导书一、任务背景酸洗是一种常见的表面处理工艺,用于去除金属表面的氧化物、锈蚀、油污等杂质,以提高金属表面的质量和光洁度。
本作业指导书旨在提供酸洗作业的详细步骤和操作要点,确保作业人员能够正确、安全地进行酸洗作业。
二、作业准备1. 确保操作人员已接受相关的培训,并具备酸洗作业的基本知识和技能。
2. 酸洗设备和工具的准备:- 酸洗槽及其附件- 酸洗液和酸洗剂- 清洗水源- 酸洗槽温度和浓度检测仪器- 防护设备(如防护眼镜、手套、防护服等)- 通风设备三、作业步骤1. 确保作业区域通风良好,并佩戴好防护设备。
2. 检查酸洗设备和工具的状态,确保其正常运行和完好无损。
3. 准备酸洗液和酸洗剂,按照规定的比例混合,并将其倒入酸洗槽中。
4. 检测酸洗槽的温度和浓度,确保其符合要求。
5. 将待酸洗的金属件放入酸洗槽中,确保其完全浸没在酸洗液中。
6. 根据酸洗液的浓度和作业要求,设定酸洗时间。
7. 在酸洗过程中,定期检查酸洗液的温度和浓度,并进行必要的调整。
8. 酸洗完成后,将金属件从酸洗槽中取出,并用清洗水彻底清洗干净。
9. 检查金属件的表面质量,确保其满足要求。
10. 清洗酸洗设备和工具,将酸洗液和酸洗剂妥善处理。
四、作业注意事项1. 严格遵守酸洗液和酸洗剂的使用规范,避免接触皮肤和眼睛,必要时使用防护设备。
2. 酸洗槽的温度和浓度应定期检测,确保其在规定范围内。
3. 作业区域应保持通风良好,避免酸洗液的蒸气积聚。
4. 酸洗槽中的金属件应完全浸没在酸洗液中,避免出现局部腐蚀。
5. 酸洗时间的设定应根据酸洗液的浓度和金属件的要求进行调整。
6. 酸洗液和酸洗剂的储存和处理应符合相关的安全规范。
五、作业风险控制1. 建立完善的酸洗作业标准和操作规程,并进行培训和考核。
2. 定期检查酸洗设备和工具的状态,确保其正常运行和完好无损。
3. 酸洗液和酸洗剂的储存和使用应符合相关的安全要求,避免泄漏和污染。
4. 作业人员应佩戴好防护设备,避免接触酸洗液和酸洗剂。
前处理作业指导书

前处理作业指导书前处理(磷化)作业指导书REV :A01文件编号:一、范围用于指导材料为冷轧钢或镀锌钢板的工件喷涂前进行磷化处理,及规范磷化处理的工艺要求及其质量要求。
二、工艺设备及流程前处理设备包括预脱脂、脱脂、水洗1、水洗2、表面调整、磷化、水洗3、水洗4、纯水洗等9个槽子;还有供水系统、排污系统、抽风系统、燃烧机、排烟系统、输油系统、输送系统、操作电控柜等。
完成除油、水洗、酸洗、表面调整、磷化等工序,各工序均采用浸渍作业,适用于钢件表面磷酸锌处理。
根据公司设备情况,前处理工艺流程为:预脱脂脱脂 1水洗第2水洗表面调整磷化第3水洗水洗4 纯水洗三、处理工艺表:。
四操作规范1.严格按照公司制定的《前处理操作规程》进行操作,注意操作安全。
详细参见《前处理操作规程》2.操作前应按设备点检记录表点检设备,并作好记录。
发现异常情况及时通知担当或设备维修人员。
3.操作过程注意,用电葫芦起吊工件吊框要平稳,注意不能撞碰槽壁。
4.按零件批次记录水份烘炉温度和烘干时间,并保存以备查验。
5. 磷化后至喷涂的时间间隔不能大于24小时,若超过24小时,应重新磷化处理。
6. 磷化后待喷粉的零件必须保持清洁、干燥、严禁赤手触摸。
7.对前处理槽液成份和药液浓度必须进行控制,使各槽液调整到控制范围,并作好槽液管理记录,对化验结果低于工艺规定值,必须补充化学处理剂。
:五、质量控制要求:1. 外观1.1 对工件进行外观检查,磷化膜颜色应是浅灰色或深灰色。
1.2 膜层必须连续、均匀、结晶细致;无疏松膜、严重挂灰、手印和锈斑等。
1.3 磷化后的工件允许有轻微的水印、擦白及轻微挂灰;允许在焊缝的气孔和夹渣处无磷化膜;允许由于局部热处理、焊接、以及表面加工状态不同而造成的颜色和结晶不均匀。
2. 膜层厚度在工件上按GB4956-85测量磷化膜厚度。
在工件不同地方测取十个值计算平均厚度,平均膜厚至少为2-3um。
每三个月检查一次。
3. 耐蚀性按GB/T10125-1997在试片上进行中性盐雾试验。
酸洗作业指导书

酸洗作业指导书一、任务背景酸洗是一种常见的表面处理工艺,主要用于去除金属表面的氧化层、锈蚀、油污和其他污染物,以达到清洁、光滑和耐腐蚀的效果。
本指导书旨在提供一份详细的酸洗作业指导,包括酸洗前的准备工作、酸洗操作步骤、酸洗后的处理等内容,以确保酸洗作业的安全、高效和质量。
二、准备工作1. 确定酸洗的物料和设备:根据需要酸洗的金属材料和规格,选择适当的酸洗液和设备,如酸洗槽、酸洗喷淋器等。
2. 确保操作场所安全:检查酸洗作业区域的通风设施是否正常运行,确保操作场所通风良好,防止酸洗液蒸气对操作人员造成危害。
3. 配置酸洗液:按照酸洗液的配方,准确称量和混合所需的酸洗剂和水,确保酸洗液的浓度符合要求。
4. 确定酸洗时间和温度:根据金属材料的种类和厚度,确定酸洗的时间和温度,以达到最佳的酸洗效果。
三、酸洗操作步骤1. 佩戴个人防护装备:操作人员应佩戴防护眼镜、防护手套、防护服等个人防护装备,确保人身安全。
2. 清洗物料表面:使用清洗剂对待酸洗的物料表面进行清洗,去除油污和其他污染物,保证酸洗效果。
3. 将物料浸入酸洗槽中:将清洗后的物料放入酸洗槽中,确保物料完全浸入酸洗液中,避免出现死角。
4. 控制酸洗时间和温度:根据事先确定的酸洗时间和温度,控制酸洗的时间和温度,以充分去除金属表面的氧化层和污染物。
5. 定期检查酸洗效果:在酸洗过程中,定期检查酸洗效果,如金属表面的清洁程度和腐蚀情况,根据需要调整酸洗时间和温度。
6. 酸洗结束后的处理:酸洗结束后,将物料从酸洗槽中取出,用清水彻底冲洗,以去除酸洗液残留。
然后将物料进行干燥,以防止二次污染。
四、安全注意事项1. 严格遵守操作规程:操作人员应严格按照操作规程进行酸洗作业,不得擅自改变操作步骤和条件。
2. 注意个人防护:操作人员应佩戴个人防护装备,特别是防护眼镜和防护手套,以防止酸洗液对身体造成伤害。
3. 注意酸洗液的浓度和温度:酸洗液的浓度和温度应符合要求,过高或过低的浓度和温度都会影响酸洗效果。
酸洗作业指导书

酸洗作业指导书一、任务概述酸洗作业是一种常见的表面处理方法,主要用于清除金属表面的氧化物、锈蚀物和其他杂质,以提高材料的表面质量和性能。
本指导书旨在提供酸洗作业的详细步骤和操作要求,确保作业过程安全、高效、符合质量要求。
二、作业前准备1. 确定酸洗作业区域,并设置明显的警示标识,以提醒工作人员注意安全。
2. 配备必要的个人防护装备,包括化学防护手套、防护眼镜、防护服等。
3. 检查酸洗设备和工具的完好性,确保其正常运行。
4. 准备所需的酸洗溶液,根据具体材料和需求选择合适的酸洗剂和浓度。
三、作业步骤1. 将待处理的金属材料清洗干净,去除表面的油污和杂质。
2. 将清洗后的材料放置在酸洗槽中,确保完全浸泡在酸洗溶液中。
3. 根据具体要求,控制酸洗溶液的温度和酸洗时间。
一般情况下,温度在40-60摄氏度之间,酸洗时间根据材料的表面状态和质量要求而定。
4. 在酸洗过程中,定期检查材料的表面状态,如有需要,可使用刷子或其他工具轻轻擦拭,以加速清洗效果。
5. 酸洗完成后,将材料从酸洗槽中取出,并用清水彻底冲洗,以去除残留的酸洗溶液。
6. 将清洗后的材料晾干或使用干燥设备进行干燥处理。
7. 对酸洗后的材料进行目视检查,确保表面无明显的氧化物、锈蚀物和其他杂质。
8. 根据需要,对酸洗后的材料进行后续处理,如涂层、抛光等。
四、安全注意事项1. 在酸洗作业过程中,必须严格遵守相关的安全操作规程,确保人身安全和设备安全。
2. 酸洗溶液具有腐蚀性,工作人员必须佩戴个人防护装备,避免直接接触酸洗溶液。
3. 酸洗作业区域应保持通风良好,以排除酸洗溶液挥发产生的有害气体。
4. 不得将酸洗溶液倒入下水道或其他环境中,应按规定进行处理。
5. 酸洗作业结束后,及时清洗作业区域和设备,确保无残留酸洗溶液。
五、质量控制1. 酸洗作业前,应根据具体要求制定酸洗方案,包括酸洗剂的种类、浓度、温度和酸洗时间等。
2. 酸洗后的材料应进行目视检查,确保表面清洁、光滑,无明显的氧化物、锈蚀物和其他杂质。
酸洗磷化作业指导书

酸洗磷化作业指导书
一.酸洗工序:使用二合一酸洗液原液或者加水不超过25%,清洗时
间以除净油污为止,不是以除净锈为准,轻锈一般为3-5分钟,重锈时间稍微长一点,油脂的时间更长,操作工应经常上下吊动筐子,使工件的每个地方与药液充分接触并起反应,这样才能清洗干净。
要求:工件表面有金属光泽,无油花。
二.水洗工序:采用两步水洗,目的是为了保护磷化液。
如果将酸洗
液带入磷化液中,磷化液将会停止反应。
并且水池的水应该经常更换,以测试PH值为准,当PH值小于5时,就应该立即更换水。
三.磷化工序:此工序一般需要10分钟左右,操作工应经常上下吊动
筐子,使工件的每个地方与药液充分接触,在摆放晾干工件时,如果发现有磷化不到位的地方,应采用抹布蘸磷化液擦拭一遍,保证其磷化效果,这个步骤十分重要,必须引起高度重视。
四.干燥工序:工件捞出后,平铺开,不得有工件积压等现象,然后
用抹布擦拭干净或者用风扇吹干,工件表面不得有水流痕迹,若发现有磷化不好的地方,用抹布蘸磷化液擦拭。
五.喷涂时,若发现工件中的某些角落存有渣滓,必须用砂布打磨出
金属光泽方能喷涂。
若工件表面有浮锈,也必须用砂布打磨然后喷涂。
六.擦干后的工件,必须马上喷涂,春秋时间不得超过24小时,夏冬
不得超过12小时,否则必须重新磷化。
编制审核批准。
钢管的酸洗除锈-磷化处理作业指导书

本工艺适用于¢60以下钢管的盐酸除锈-磷化处理。
2、工艺准备
2.1装备、器具
盐酸槽(玻璃钢被履) 6500×750×650
中和、清水槽 6500×750×650各一个
磷化槽(不锈钢 6500×750×650
热水槽 2400×1钢被履)
盐酸(HCI) 9-15% 添加剂 0.5%
其余:水 常温
2.2.2中和槽
碳酸钠(Na2CO3) 5-8% PH=8-12
其余:水 常温
2.2.3磷化液
磷酸(H3PO4) 8% 氧化锌(Zn2O) 3.5%
亚硝酸钠(NaHNO3) 0.15%
其余:水 常温
PH=2.7 总酸度:76点 游离酸度:8点
说明/注意事项:
1、1-3.6盐酸除锈-磷化处理工序外协完成
2、严格遵守安全操作规程。
3.3清水洗
在清水槽中上下摆洗2-3min,吊出,滴尽残液。
3.4磷化
在磷化液中浸泡10-15min,吊出工件,静空10min,使工件进一步磷化。
3.5热水洗
使工件在热水中上下摆洗5次,约2-3min,吊出,空出残液。
3.6干燥
让工件自然干燥。
4.0钢管灌漆
钢管内壁彻底清洁,然后将钢管约30°斜摆在工装铁架上,钢管底部摆放一条槽钢回收油漆,一边转动钢管,一边往钢管内部灌漆,直至钢管内壁充分涂上油漆,自然干燥。
3.工艺过程
工件→盐酸槽→中和槽→清水槽→磷化槽→热水槽→干燥
3.1酸洗除锈
根据工件锈蚀和氧化的程序,以及酸液的腐蚀能力,浸泡10-40分钟,中途吊起上下摆动2-3次,每次上下4-6次,加速除锈,以去净锈和氧化皮。注意以锈除尽为止,防止过腐蚀。吊出工件,滴尽残液。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注意事项: 注意安全 ·
标准作业指导书
部门 使用设备
图片
生产制造 全自动清洗磷化干燥机
岗位
酸洗磷化线
人数
2人
操作名称 开机前检查设备 操作步骤 第二步
标准作业指导书
部门
生产制造
使用设备 全自动清洗磷化干燥机
岗位 操作名称
酸洗磷化线 开机前检查设备
图片
操作内容:
人数
2人
操作步骤 第一步
技术要求: 注意事项:
进入车间
? 1、进入车间必须穿戴好工作服、手套等劳保用品。 ? 2、检查劳动工具是否齐全完好,确保工具能满足生产需要。 ? 3、进入车间时注意观察有无异常情况,如异味、异响、漏液等。 ? 4、卫生接水车必须保证有半车清水,当发生危险液体溅落在身上时
机种 Model
正式开机
图片
标准作业指导书
工程 Engineering
站别
作业名称
Station Workmanship
文件编号 Documents No.
版本
工程编号
Version Engineering No.
作成日期 Date
FSXH-PE-WI-0
A0 第一步
操作内容: 设备检查无误后,可开机运行。 打开总电柜门:左手按住左侧门,右手捏住右侧门 的门把手下端向外用力拉出,然后逆时针旋转170° 左右,向外将门拉开。
操作内容:检查设备后部
使用工具:
手电
操作方法:·
1.开门:大拇指按住门锁下部,门锁自动弹出打开, 一只手握紧合页门的把手轻轻将门拉开。
2.检查所有阀门是否在正确的位置。
3.检查设备内电线、气线等有无松动掉落等异常。 4.观察槽体、管道有无漏液现象。 技术要求:
注意事项:
标准作业指导书
部门
生产制造
使用设备 全自动清洗磷化干燥机
技术要求: 1.开门力度要适中,不可野蛮用力
注意事项:
机种 Model
正式开机
图片
标准作业指导书
工程 Engineering
站别
作业名称
Station Workmanship
文件编号 Documents No.
版本
工程编号
Version Engineering No.
作成日期 Date
FSXH-PE-WI-0
机种 Model
正式开机
图片
标准作业指导书
工程 Engineering
站别
作业名称
Station Workmanship
文件编号 Documents No.
版本
工程编号
Version Engineering No.
作成日期 Date
FSXH-PE-WI-0
A0 第三部
操作内容:
1.接着走到电柜控制屏幕前方,依次打开屏幕下方的 “电源开关”旋钮、“照明开关”旋钮,此时温控显 示器
岗位 操作名称
酸洗磷化线 开机前检查设备
人数
2人
操作步骤 第一步
图片
操作内容: 2.检查所有阀门是否在正确的位置。
技术要求:注意事项: Nhomakorabea标准作业指导书
部门
生产制造
使用设备 全自动清洗磷化干燥机
岗位 操作名称
酸洗磷化线 开机前检查设备
人数
2人
操作步骤 第一步
图片
操作内容: 2.检查所有阀门是否在正确的位置。
及时用清水冲洗干净。 ? 5、开窗通风,保持工作现场空气流通顺畅。 ? 6、与动力中心人员落实蒸汽等情况。
标准作业指导书
部门
生产制造
使用设备 全自动清洗磷化干燥机
岗位 操作名称
酸洗磷化线 开机前检查设备
人数
2人
操作步骤 第一步
图片
操作内容:
首先对设备的整体外观进行目视检查,或使用简单 的工具辅助检查,检查设备各元器件、机构有无异 常状况。
标准作业指导书
部门
生产制造
使用设备 全自动清洗磷化干燥机
岗位 操作名称
酸洗磷化线 开机前检查设备
人数
2人
操作步骤 第二步
图片
操作内容:检查设备前部 使用工具:手电,内六角 操作方法:
1.各个主槽的汽缸盖是否关闭好,槽盖上不可有物品。
2.观察旋转电机有无异常,如螺栓有无松动等。
3.观察槽体、管道有无漏液现象。
打开,屏幕打开,设备照明灯亮,“运转准备”按 钮闪 亮(按一下“运转准备”按钮,按钮亮,停止闪烁)
2.屏幕打开时首先出现“ ”字样接着出现图标,过1 分 钟后屏幕完全打开进入菜单页面(进入菜单页面时 有时会出现(),按下“确定”按钮正常使用)
技术要求:
注意事项:
标准作业指导书
部门
生产制造
使用设备 全自动清洗磷化干燥机
岗位 操作名称
酸洗磷化线 开机前检查设备
人数
2人
操作步骤 第一步
图片
操作内容:检查机械臂 使用工具: 手电、扳手、螺丝刀、内六角 操作方法: 1.检查机械臂停靠的位置是否正确: 1#机械臂运行范围在“上料台~4#漂洗槽”; 2#机械臂运行范围在“4#漂洗槽~8#漂洗槽”; 3#机械臂运行范围在“8#漂洗槽~13#漂洗槽”; 4机械臂的运行范围在“13#漂洗槽~下料台” 2.检查机械臂螺栓有无松动掉落,结构有无异常,有 无异常挂件等杂物 3.检查机械臂上的各感应器、电线、气线有无松动掉落 技术要求:· 1.穿戴好防护用品。 2.检查项目要仔细认真,不可有遗漏。 3.发现异常情况不可开机,冷静处理,不可盲目维修, 及时通知相关维修人员处理维修。
技术要求:
注意事项:
标准作业指导书
部门
生产制造
使用设备 全自动清洗磷化干燥机
岗位 操作名称
酸洗磷化线 开机前检查设备
人数
2人
操作步骤 第三步
图片
操作内容: 使用工具: 操作内容: 8.打开每个储液槽盖,观察槽液深度是否满足设备运 行要求。若达不到开机用电磁阀加水,主槽手动。 (见加水) 技术要求: 注意事项:设备在运行不可盲目打开储液槽盖,避 免水泵在工作时有危害的液体飞溅到身上、设备元 器件上,时刻注意安全。特别是酸槽、磷化槽。
A0 第二步
操作内容: 1.打开电柜门后,观察电柜内部电源有无异常。如开 关位置是否正确,接线有无松动掉落等异常情况。 2.确认一切正常后,依次打开电源总开关→(QF5) 16#烘干槽电加热开关→(QF6、QF7)机械臂开关→ (QF8)控制电源开关→ (QF9)阀控电源开关→ (QF10)照明电源开关。 技术要求: 1.检查电源认真仔细,不可马虎大意,时刻注意安全。 2.用手接触电源开关时观察开关是否连接牢固可靠。 注意事项: 1.QF1~QF4为1#槽、2#槽、3#槽、4#槽、11#槽、 12#槽、13#槽、14#槽加热槽的电加热开关,无蒸汽 或特殊要求时才可使用。