不锈钢埋弧焊方案
埋弧焊不锈钢的焊接参数表

埋弧焊不锈钢的焊接参数表以埋弧焊不锈钢的焊接参数表为标题,写一篇文章。
埋弧焊是一种常用的焊接方法,适用于不锈钢等金属材料的焊接。
在进行埋弧焊不锈钢时,需要根据具体的焊接要求和材料特性,设置合适的焊接参数。
下面是一份常见的埋弧焊不锈钢的焊接参数表。
焊接参数表:材质:不锈钢焊接方式:埋弧焊焊接电流:100-250A焊接电压:20-30V焊接速度:50-100cm/min焊丝直径:1.2-2.0mm焊接极性:直流电源,直流电极负极焊接气体:保护气体为纯净的氩气气体流量:8-12L/min焊接角度:30-45度根据上述焊接参数表,我们可以根据不同的焊接要求和工件材料,进行合理的参数选择,以确保焊接质量和效率。
焊接电流和电压是影响焊接质量和熔化金属的主要参数。
一般来说,焊接电流越大,熔化金属的深度越大,但是过大的电流会导致焊缝过宽,焊接变形增大。
电压的选择要根据电流来确定,通常电压在20-30V之间。
焊接速度也是影响焊接质量的重要参数。
焊接速度过快会导致熔化金属不充分,焊缝质量下降;焊接速度过慢则容易产生过大的热影响区,引起焊缝变形。
一般来说,焊接速度在50-100cm/min之间。
焊丝直径的选择要根据焊缝的宽度和所需的焊接电流来确定。
一般来说,焊丝直径选择在1.2-2.0mm之间。
焊接极性一般选择直流电源,电极负极连接焊丝。
这样可以保证焊缝质量和电弧稳定性。
保护气体在不锈钢焊接中起到保护熔化金属和焊缝的作用,一般选择纯净的氩气,气体流量在8-12L/min之间。
焊接角度要根据工件的形状和焊接要求来确定。
一般来说,焊接角度选择在30-45度之间。
通过合理选择和调整上述焊接参数,可以实现不锈钢的高质量焊接。
在实际应用中,还需要根据具体情况进行适当的调整和优化。
总结起来,埋弧焊不锈钢的焊接参数表提供了一些常见的焊接参数范围,供焊接操作人员参考。
根据具体的焊接要求和工件材料,合理选择和调整焊接参数,可以实现高效、高质量的不锈钢焊接。
双相不锈钢埋弧自动焊接施工工法(2)
双相不锈钢埋弧自动焊接施工工法双相不锈钢埋弧自动焊接施工工法一、前言随着工业发展的进步,双相不锈钢作为一种新型材料在建筑、制造业等领域得到了广泛应用。
而双相不锈钢的焊接工艺对于保证施工质量和工期的要求非常高。
为此,特别开发了双相不锈钢埋弧自动焊接施工工法,以提高工作效率和焊接质量。
本文将对该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例进行详细介绍。
二、工法特点双相不锈钢埋弧自动焊接施工工法具有如下特点:1. 高效性:采用自动化设备进行焊接,能够大幅提高施工效率,节省劳动力和时间成本。
2. 焊缝质量好:双相不锈钢埋弧自动焊接能够确保焊缝的均匀性和一致性,减少焊接缺陷的产生。
3. 适应性强:该工法适用于各种规格和材质的双相不锈钢管道和结构焊接。
4. 环保性好:该工法使用的焊接材料和设备对环境的影响较小,符合现代环保要求。
三、适应范围双相不锈钢埋弧自动焊接施工工法适用于以下范围:1. 石化、化工等行业的管道和设备的焊接。
2. 进口产品的修理和改造。
3. 高端建筑结构、钢结构的焊接。
4. 海洋工程、船舶修造等领域的焊接。
四、工艺原理双相不锈钢埋弧自动焊接施工工法是一种电弧焊接工艺,通过埋弧焊机进行焊接。
该工法采用常规的电弧焊接方法,同时结合埋弧和自动化设备,实现了双相不锈钢的高效焊接。
具体的工艺原理如下:1. 施工工法与实际工程之间的联系:该工法能够满足实际工程对双相不锈钢焊接的要求,实现了高效、高质量的焊接。
2. 采取的技术措施:通过埋弧技术,确保焊接电弧在工件下方形成焊缝。
同时,自动化设备可以根据预先设定的焊接参数进行焊接,提高焊接质量和效率。
五、施工工艺双相不锈钢埋弧自动焊接施工工法主要包括以下施工阶段:1. 准备工作:包括焊接材料和设备的准备,对工件进行清洁和表面处理。
2. 焊接准备:设置焊接电流、电压和速度等参数,检查设备和工具的正常运行。
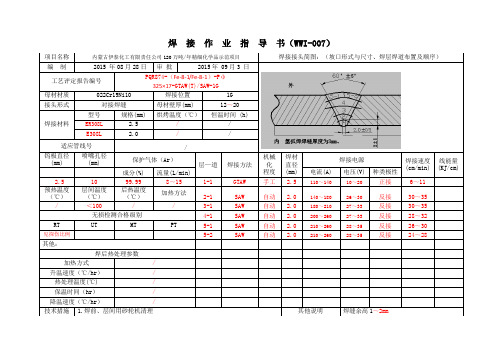
焊接作业指导书WWI-007不锈钢埋弧焊
/
热处理温度(℃)
/
保温时间(hr)
/
降温速度(℃/hr)
/
技术措施
1.焊前、层间用砂轮机清理
其他说明
焊缝余高1~2mm
自动
2.0
180~210
27~33
反接
30~35
无损检测合格级别
4-1
SAW
自动
2.0
200~260
27~33
反接
28~32
RT
UT
MT
PT
5-1
SAW
自动
2.0
210~260
28~35
反接
26~30
见探伤比例
5-2
SAW
自动
2.0
210~260
28~35
反接
24~28
其他:
焊后热处理参数
加热方式
/
母材材质
022Cr19Ni10
焊接位置
1G
接头形式
对接焊缝
母材壁厚(mm)
12~20
焊接材料
型号
规格(mm)
烘烤温度(℃)
恒温时间(h)
ER308L
2.5
/
/
E308L
2.0
/
/
适应管线号
/
钨极直径(mm)
喷嘴孔径
(mm)
保护气体(Ar)
层—道
焊接方法
机械化
程度
焊材
直径
(mm)
焊接电源
焊接速度
(cm/min)
线能量
(KJ/cm)
成分(%)
流量(L/min)
电流(A)
电压(V)
904l埋弧焊焊接工艺
904l埋弧焊焊接工艺904L埋弧焊焊接工艺介绍•904L是一种高合金不锈钢材料,具有优异的耐腐蚀性能。
•埋弧焊是一种常用的焊接工艺,适用于对接焊和填缝焊。
904L材料特性•耐蚀性:能够在各种强烈腐蚀性环境下保持稳定性。
•抗氯离子应力腐蚀开裂:在高温下具有出色的耐腐蚀性。
•高抗拉强度和高韧性:可在低温下使用,具有良好的抗冲击性能。
•优异的加工性能:可通过热加工和冷加工进行成形。
埋弧焊工艺的优势•高效率:焊接速度快,能够实现自动化焊接。
•低氢含量:通过埋弧保护能够有效减少氢含量,降低氢致脆风险。
•优质焊缝:埋弧焊能够提供稳定的电弧和较低的散热,得到均匀的焊缝。
•适应性强:适用于多种材料和焊接形式。
904L埋弧焊接工艺步骤1.准备工作–清理和预加热:清除工件表面氧化物,并在需要的情况下进行预热。
–准备焊接材料和设备:选择合适的电极和设备,确保稳定的电弧和适当的电流。
2.开始焊接–焊缝定位:根据焊接设计要求,在工件上标记焊缝的位置。
–焊缝准备:对焊缝进行处理,确保清洁的焊接表面。
–焊接电流和电压调整:根据工件材料和厚度,调整焊接电流和电压。
3.进行埋弧焊接–开始焊接:将焊条电极放置在焊缝上,触碰工件表面后,启动电弧。
–填充焊缝:将焊条电极沿着焊缝缓慢移动,使其融化并填充焊缝。
–控制焊接速度:保持适当的焊接速度,避免焊接过快或过慢。
4.检验与善后–焊缝检验:使用无损检测等方法对焊缝进行质量检验。
–进行必要的修整:进行焊缝修整和清理工作,确保焊缝的质量和外观。
–防护措施:对焊接后的工件进行防护,以防腐蚀和其他损伤。
结论904L埋弧焊焊接工艺能够有效地实现对高合金不锈钢材料的连接和修理。
通过合理的步骤和操作,可以得到具有良好耐腐蚀性和机械性能的高质量焊缝。
了解并熟练运用这一工艺,对于提高产品质量和工作效率具有重要意义。
优缺点分析优点•高效率:埋弧焊焊接速度快,可实现自动化操作,节省时间和人力成本。
•低氢含量:埋弧焊采用电弧保护,有效减少氢含量,降低脆性风险。
SUS316L不锈钢的埋弧焊工艺
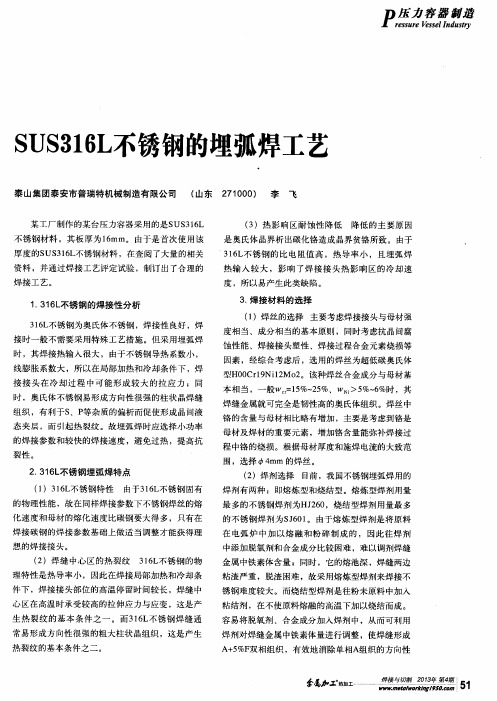
泰 山集 团泰安 市普瑞特 机械 制造 有 限公司 (山东 271ooo) 李 飞
某 工 厂 制 作 的某 台 压 力 容 器采 用 的 是 SUS316L 不锈钢材料 ,其板厚为16mm。由于是首次 使用该 厚度的SUS316L不锈钢材料 ,在查阅了大量的相关 资料 ,并通过焊接 工艺评定试验 ,制订 出了合理的 焊 接 工 艺 。
坡 口形式 (2)焊接参数 正面焊接 电流550 ̄570A,电 弧 电压36-38V,焊接速度46 ̄48cm/min;背面焊 接 电流600 ̄650A,电弧 电压38 ̄40V,焊接 速度
48 ̄50cm /min。
5.注意事项 (1)不要在焊件上随意 引弧 .以免损伤焊件
表 面 ,影 响腐 蚀 性 。 (2)为 防 止 烧 穿 和 未 焊 透 ,第 一 层 采 用 焊 条
2.31 6L不锈 钢埋弧 焊特点 (1)316L不锈钢特性 由于 316L不锈钢 固有
的物理性能 ,故在 同样焊接参数下不锈钢焊 丝的熔 化 速 度 和母 材 的熔 化 速 度 比碳 钢 要 大 得 多 ,只有 在 焊接 碳钢 的焊 接 参 数 基 础 上做 适 当调 整 才能 获 得 理 想 的焊 接 接 头 。
SJ601属碱性焊剂 ,由于氧化性 弱 ,焊接 时合 金 元 素 烧 损 相 对 小 ,且 能 部 分 去 除 有 害 杂 质 ,因 此 能提高焊缝金 属性能 。相反HJ260焊剂属熔炼焊 剂 ,存在脱氧不完全 ,不能大量渗合金等缺点 ,对 解 决不锈钢 埋弧焊 的晶 间腐 蚀问题 不太理想 。因 此 ,SJ60l焊剂才是奥 氏体不锈钢埋弧焊焊接 中解 决 晶 间腐 蚀 问 题 的理 想焊 剂 。
基于以上分析 ,本工艺选择 的焊剂为SJ601, SJ601焊 剂 使用 前 应 按 规 范 要 求 烘 干 ,烘 干 温 度 为 350℃ ,保 温2h。
12mm不锈钢板埋弧焊参数

12mm不锈钢板埋弧焊参数12mm不锈钢板埋弧焊参数是进行焊接作业时必不可少的一部分。
正确的焊接参数可以确保焊接质量,提高工作效率,并延长设备的使用寿命。
本文将介绍适用于12mm不锈钢板埋弧焊的参数设置,并探讨其重要性。
焊接电流是决定焊缝质量的重要因素之一。
对于12mm不锈钢板,适宜的焊接电流范围在150-200安培之间。
电流过高会导致焊接熔渣不易清除,焊缝出现气孔或夹杂物;电流过低则焊接不牢固,焊缝质量不达标。
因此,合理调整焊接电流至适宜范围,能够保证焊接质量。
焊接电压也是十分重要的参数之一。
对于12mm不锈钢板,适宜的焊接电压一般在30-35伏之间。
电压过高会导致电弧不稳定,焊接质量下降;电压过低则电弧容易熄灭,焊接效果不佳。
因此,合理调整焊接电压至适宜范围,能够保证焊接质量。
焊接速度也是影响焊缝质量的关键因素之一。
对于12mm不锈钢板,适宜的焊接速度在50-70厘米/分钟之间。
焊接速度过快会导致焊缝不充分,焊接质量下降;焊接速度过慢则焊接过程中易产生烧透现象,影响焊缝质量。
因此,合理调整焊接速度至适宜范围,能够保证焊接质量。
除了上述参数外,还有一些其他的参数也需要注意。
例如,焊接电极直径、焊接角度、焊接电源功率等都会对焊接质量产生影响。
合理选择电极直径、调整焊接角度以及控制电源功率,都是确保焊接质量的关键。
12mm不锈钢板埋弧焊参数的合理设置对于焊接质量至关重要。
通过调整焊接电流、焊接电压、焊接速度等参数,能够保证焊接质量稳定可靠。
因此,在进行12mm不锈钢板埋弧焊时,务必认真调整参数,确保焊接质量达标。
不锈钢薄板带陶瓷衬垫埋弧焊焊接施工工法(2)

不锈钢薄板带陶瓷衬垫埋弧焊焊接施工工法不锈钢薄板带陶瓷衬垫埋弧焊焊接施工工法一、前言不锈钢薄板带陶瓷衬垫埋弧焊焊接施工工法是一种常用的不锈钢焊接工艺,通过使用陶瓷衬垫,可提高焊接接头的质量和强度。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例。
二、工法特点1. 通过陶瓷衬垫的使用,改善了焊接接头的质量和强度。
2. 施工过程中,不锈钢薄板与陶瓷衬垫之间的冷缩量小,减少了热变形的风险。
3. 适用于不锈钢薄板的厚度范围广泛,适用于各类压力容器、石油化工设备等工程。
三、适应范围该工法适用于不锈钢薄板的焊接,可以广泛应用于石油化工、制药、食品、建筑等行业。
四、工艺原理该工法基于不锈钢薄板带陶瓷衬垫的焊接特性,通过陶瓷衬垫的使用,形成一个稳定的焊接接头。
施工工法与实际工程之间的联系主要表现在以下几个方面:1. 在施工过程中,需要根据实际工程的要求,选择合适的不锈钢薄板和陶瓷衬垫。
2. 施工时需采取适当的焊接参数,如焊接电流、焊接速度等,以确保焊接接头的质量符合设计要求。
3. 在实际工程中,还需要根据工程的具体情况,采取一些技术措施,如预热、后热处理等,以确保施工过程的稳定和成功。
五、施工工艺该工法的施工工艺包括以下几个施工阶段:1. 材料准备:选择合适的不锈钢薄板和陶瓷衬垫,并进行切割和清洁处理。
2. 衬垫安装:将陶瓷衬垫安装到不锈钢薄板的接触面上,并进行固定。
3. 预热:根据实际工程的要求,对不锈钢薄板进行预热处理。
4. 焊接:采用埋弧焊的方式,对不锈钢薄板进行焊接。
5. 后热处理:对焊接接头进行后热处理,以消除焊接残余应力。
六、劳动组织在施工过程中,需要组织一支合适的施工队伍,包括焊接工、技术员等。
七、机具设备该工法所需的机具设备包括不锈钢薄板切割机、陶瓷衬垫固定工具、焊接设备等。
八、质量控制为了确保施工过程中的质量达到设计要求,需要采取以下质量控制方法和措施:1. 对不锈钢薄板和陶瓷衬垫进行严格的检验和验收。
不锈钢埋弧焊焊接工艺参数
不锈钢埋弧焊焊接工艺参数
不锈钢埋弧焊是一种常用的焊接方法,其主要工艺参数包括:
1. 电流大小:根据不锈钢材料的类型、规格和厚度,选择适当的电流大小,一般建议在180-260A之间。
2. 电极直径:不锈钢埋弧焊一般采用直径为2.5mm或
3.2mm的电极,直径越大,焊接速度越快。
3. 焊接速度:焊接速度的快慢对焊缝质量和焊接效率都有一定影响,应根据实际情况选择合适的焊接速度。
4. 电弧长度:电弧长度的选择与焊接速度和电流大小有关,一般建议电弧长度为3-5mm。
5. 焊接气体保护:不锈钢埋弧焊需要保护气体,一般采用
Ar+2%O2的混合气体,气体流量一般为15-25L/min。
6. 预热温度:当不锈钢厚度大于6mm时,需要进行预热处理,一般建议预热温度为150-200℃。
以上是不锈钢埋弧焊焊接工艺参数的常见选择,具体的工艺参数应根据实际情况进行调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0Cr18Ni9不锈钢埋弧焊焊接方案
毛辉
1 前言
SUS304的化学成分相当于与国产0Cr18Ni9,该钢种属于非稳定化奥氏体不锈钢。
其焊接工艺性好,所有的熔焊方法基本都可以实现一定力学性能的接头连接。
考虑到实际焊接中的焊接效率及焊接成本,本单位试采用埋弧焊代替现有的手工焊条焊。
0Cr18Ni9奥氏体不锈钢焊接性的主要问题在于:①焊缝区或者近焊缝区由于0Cr18Ni9含有一定量的S,P,Si等合金元素,这些元素容易形成低熔点共晶物;同时0Cr18Ni9的热导率小,热膨胀系数大,在焊缝冷却过程中焊接拉应力及拉应变较大,故容易形成热裂纹。
②焊接接头脆化。
在钢中当ω(Cr)>16%都会有σ相。
σ相是铬的共晶物,这种共晶物沿着奥氏体晶界析出,大大降低了焊接接头的韧性。
同时热导率小,焊接接头高温停留时间长,导致晶粒长大严重,接头韧性下降。
同时焊缝中铁素体的含量对焊接接头韧性也有影响。
③焊接接头腐蚀性能下降。
由于σ相的析出导致贫铬区的出现,降低了母材的抗腐蚀能力。
④采用埋弧焊焊接工艺时,焊接参数范围较小,对于工件的组对铆焊,圆度要求较高。
2 0Cr18Ni9不锈钢埋弧焊焊接材料
在兼顾母材的力学性能和化学成分两方面因素选择H0Cr21Ni10焊丝。
这主要有以下两方面原因:①H0Cr21Ni10焊丝的力学性能与母材相近属于等强匹配。
②从化学成分上来看,铬含量高于母材的,
这就给接头因贫铬带来的腐蚀缺陷带来弥补;同时0Cr21Ni10焊丝具有一定的铁素体化能力。
一定量的铁素体可以溶解σ相,限制奥氏体的长大,改善接头脆化。
参阅借鉴国内目前0Cr18Ni9不锈钢埋弧焊焊接的成功经验,选择J601焊剂。
该种焊剂属于烧结碱性焊剂,氧化性弱,通过焊剂中合金元素的添加可以有效地防止氧化,改善接头性能。
3 焊接工艺参数
由0Cr18Ni9奥氏体不锈钢焊接性决定了,该钢种在采用埋弧焊时在保证焊接成型的前提下,尽可能采用较高的焊接速度,小的焊接热输入。
从而减小焊接接头高温停留时间,抑制σ相晶界析出和晶粒的长大。
同时在工件组对点焊时要保证待焊焊缝的质量。
因此,在本次试验中采用Ø3..2焊丝,一方面可以降低焊接电流,减少母材的温度升高,其次可以使焊接速度保持在一个合理的范围内。
表1为拟定的焊接工艺参数。
表1 焊接工艺参数
4 试验材料
试板:0Cr18Ni9 一对规格500mm×200mm×10mm
焊接材料:焊丝H0Cr21Ni10,焊剂J601。