尾座体机械加工工艺过程卡片
机床尾座体工序卡(长江大学课程设计)
精铣
以Φ17H6孔为基准,精铣基准面A。精铣2*2的槽
机加工
卧式铣床
专用家具
12
精铣
基准面A为定位基准,精铣基准面B
机加工
卧式铣床
专用夹具
13
倒角
以Φ17H6孔为基准,锪Φ17H6孔1×45°倒角
机加工
立式钻床
专用夹具
14
清洗
去毛刺,检验,清洗
机加工
清洗机
机械加工工序卡片
机械加工工序卡片
产品型号
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅动
1
扩孔至Φ16.5
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅动
1
粗铣凸台平面
套式端铣刀
600
373
1.2
2
1
机械加工工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
尾座体
共14页
第6页
车间
工序号
工序名称
材料牌号
6
钻Φ14mm孔,锪Φ26×1的沉头孔
HT200
各直径的麻花钻头
210
13
0.42
7
1
机械加工工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
尾座体
共14页
第7页
车间
工序号
工序名称
材料牌号
尾座体 机械加工工艺过程卡片
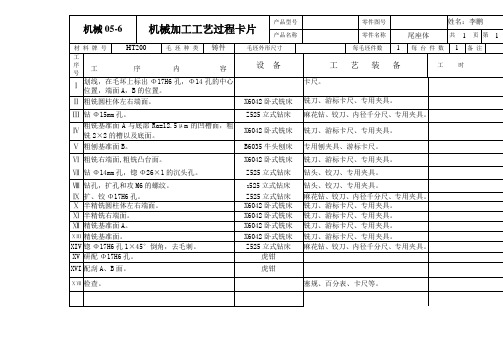
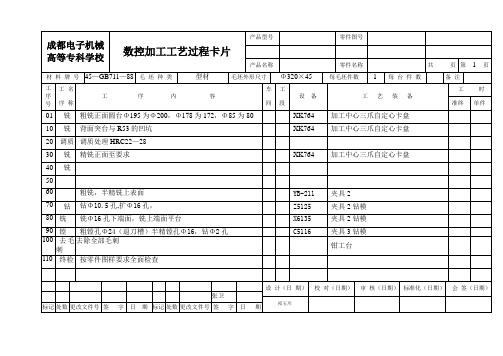
机械05-6 机械加工工艺过程卡片产品型号零件图号姓名:李鹏产品名称零件名称尾座体共 1 页第 1材料牌号HT200 毛坯种类铸件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工序号工序内容设备工艺装备工时Ⅰ划线,在毛坏上标出Φ17H6孔,Φ14孔的中心位置,端面A,B的位置。
卡尺。
Ⅱ粗铣圆柱体左右端面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅲ钻Φ15mm孔。
Z525立式钻床麻花钻、铰刀、内径千分尺、专用夹具。
Ⅳ粗铣基准面A与底部Ra=12.5μm的凹槽面,粗铣2×2的槽以及底面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅴ粗刨基准面B。
B6035牛头刨床专用刨夹具、游标卡尺。
Ⅵ粗铣右端面,粗铣凸台面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅶ钻Φ14mm孔,锪Φ26×1的沉头孔。
Z525立式钻床钻头、铰刀、专用夹具。
Ⅷ钻孔,扩孔和攻M6的螺纹。
Z525立式钻床钻头、铰刀、专用夹具。
Ⅸ扩、铰Φ17H6孔。
Z525立式钻床麻花钻、铰刀、内径千分尺、专用夹具。
Ⅹ半精铣圆柱体左右端面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅺ半精铣右端面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅻ精铣基准面A。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
ⅩⅢ精铣基准面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
XIV锪Φ17H6孔1×45°倒角,去毛刺。
Z525立式钻床麻花钻、铰刀、内径千分尺、专用夹具。
XV研配Φ17H6孔。
虎钳XVI配刮A、B面。
虎钳ⅩⅦ检查。
塞规、百分表、卡尺等。
磨床尾座的加工工艺卡
磨床尾座的加工工艺卡
1. 准备工作:确定磨床尾座的材料和尺寸,准备加工所需的工具和设备。
2. 首先,将磨床尾座的原始材料锯切至适当的尺寸。
3. 使用铣床或钻床,根据设计图纸,在磨床尾座上标出需要开孔的位置。
4. 使用钻头,在标记的位置上钻孔。
确保钻孔直径与设计要求相符,孔的位置与准确。
5. 使用铣床将磨床尾座上的各个孔进行加工。
可以使用特定类型的刀具和夹具,确保孔的尺寸和形状符合要求。
6. 完成孔加工后,使用锉刀、打磨机等工具对磨床尾座的表面进行修整和打磨,以消除可能存在的锋利边缘和毛刺。
7. 使用丝锥在磨床尾座上加工需要螺纹的位置。
确保螺纹的规格与设计图纸符合,并且螺纹的深度和形状准确。
8. 检查加工后的磨床尾座的尺寸、形状和表面质量,确保符合设计要求。
9. 在加工过程中,可根据需要进行适当的测量和调整,确保磨床尾座的精度和
质量。
10. 最后,清洁和包装加工好的磨床尾座,准备出厂或下一步的装配和使用。
机械加工工艺卡片模板

1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
夹正已车外圆,靠平已车端面。
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
C620-1
夹具编号
夹具名称
切削液
3
钻模
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
钻 孔为 ,
立钻
200
14.4
车床
三爪
15
车
夹正 外圆,粗精车端面至总长40。粗精车外圆 ,倒外圆角 。
车床
三爪
20
车
调头夹已车外圆,靠平已车端面。粗精车另一端面至总长38.5,车 肩面,割 槽,控制尺寸25,倒肩面角 。
车床
三爪
25
钻
定 外圆,钻 孔为 深15控制与 外圆对称。
立式钻床
机械加工工艺过程卡片及工序卡

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
机械加工工艺过程卡片
工序号 零件号 同时加工工 件数
Ⅳ 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式铣床 安装 工步 安装及工步说明 刀具 量具 游标 卡尺 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
X62
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min 48 1×2 7.25 0.22 300 8 48 4.04 1in
0.023 拉φ 250 花键孔
工序号 零件号 同时加工工 件数
III 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式内拉床 安装 工步 安装及工步说明 刀具 量具 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
L6110
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min
1
粗铣槽 80
+0.03
mm
镶齿三面刃铣刀 游标 卡尺
47
1
7
0.15
75
18.84
0.225
2 设计者
精铣槽 80 XXX
+0.03
mm
镶齿三面刃铣刀
45 指导老师
7
1×2 XXX
1
0.04
318
16 共 7 页
0.85 第5页
淮海工学院机电 021
机械加工工艺卡片
工序名称 零件名称 零件重量
0.012 铣 180 槽
(机械制造行业)机械加工工艺过程卡片
钻
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
8
页
车间
工序号
工序名称
材料牌号
70
钻
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
Z5125
夹具编号
夹具名称
切削液
04
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
110
45.6
1.3
1.5
1
0.13
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
祁玉川
车左端面
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
3
页
车间
工序号
工序名称
材料牌号
20
车
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸铁
设备名称
设备型号
设备编号
同时加工件数
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
祁玉川
镗孔
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
5
机械加工工艺过程卡片
车床
CA6136
夹具编号
夹具名称
通用夹具
工位器具编号
工位器具名称
每台件数 1
同时加工件数
切削液
工序工时 /s
准终
单件
工步号 工
步
内
1 调头装夹
2 半精车φ40.5--39×58mm
3 半精车φ46.5--45.5×90mm
4 半精车φ51.8--50×28mm
容
工艺装备
主轴转速 r/min
切削速度 m/min
0.67
0.4
2
1
三爪卡盘,45°车刀,切断刀
设 计 日 期 校 对 日期 审 核 日期 标准化 日期 会 签 日期
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序 3 卡片
机械加工工序卡片
产品型号 产品名称
减速器
车间
毛坯种类
零件图号
零件名称 低速轴
共 1 页第 1 页
机
材料牌号
工 艺 号
工名 序称
1 车,钻
2 切槽
械
加
工
工
艺
过
程
卡
片
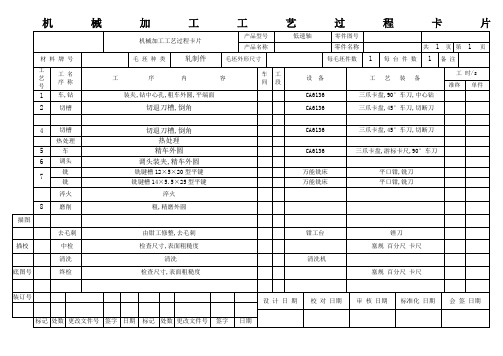
机械加工工艺过程卡片
毛坯种类
轧制件
产品型号 产品名称 毛坯外形尺寸
低速轴
零件图号 零件名称
每毛坯件数 1
共 1 页第 1 页 每台件数 1 备注
工
序
内
容
装夹,钻中心孔,粗车外圆,平端面
切退刀槽,倒角
车工 间段
设备
CA6136 CA6136
mm
进给次数
工步工时 机动 辅助
低速档 高速档
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卧式铣床
专用夹具
2
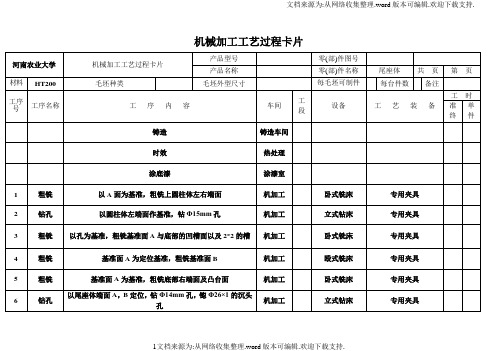
钻孔
以圆柱体左端面作基准,钻Φ15mm孔
机加工
立式钻床
专用夹具
3
粗铣
以孔为基准,粗铣基准面A与底部的凹槽面以及2*2的槽
机加工
卧式铣床
专用夹具
4
粗铣
基准面A为定位基准,粗铣基准面B
机加工
殴式铣床
专用夹具
5
粗铣
基准面A为基准,粗铣底部右端面及凸台面
机加工
卧以尾座体端面A,B定位,钻Φ14mm孔,锪Φ26×1的沉头孔
机加工
立式钻床
专用夹具
7
加工螺纹孔
以Φ17H6孔为基准,钻孔,攻M6的螺纹
机加工
立式钻床
专用夹具
8
精加工孔
基准面A和B为基准,扩、铰Φ17H6孔
机加工
立式钻床
专用夹具
9
半精铣
以基准面A为基准,半精铣圆柱体左右端面
机加工
卧式铣床
专用夹具
10
半精铣
基准面A为定位基准,半精铣底部右端面
机加工
卧式铣床
专用夹具
11
精铣
以Φ17H6孔为基准,精铣基准面A。精铣2*2的槽
机加工
卧式铣床
专用家具
12
精铣
基准面A为定位基准,精铣基准面B
机加工
卧式铣床
专用夹具
13
倒角
以Φ17H6孔为基准,锪Φ17H6孔1×45°倒角
机加工
立式钻床
专用夹具
14
清洗
去毛刺,检验,清洗
机加工
清洗机
机械加工工艺过程卡片
河南农业大学
机械加工工艺过程卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
尾座体
共页
第页
材料牌号
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
铸造
铸造车间
时效
热处理
涂底漆
涂漆室
1
粗铣
以A面为基准,粗铣上圆柱体左右端面