焊条焊丝选用表
各种常见钢材的焊接焊条及焊接工艺选用一览表.docx
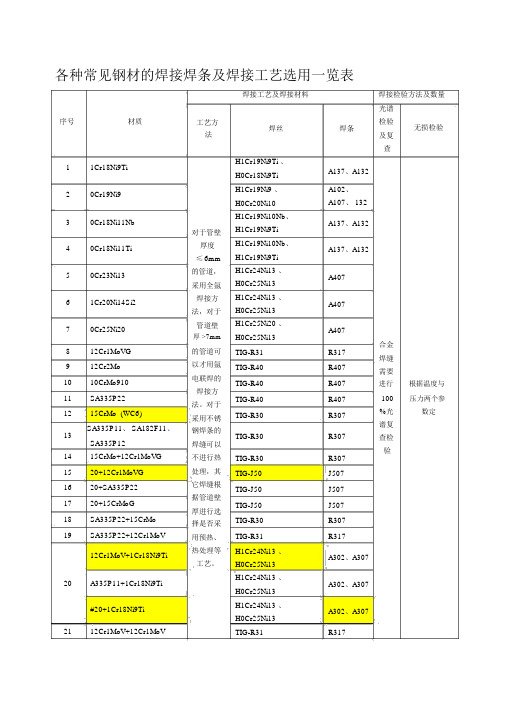
各种常见钢材的焊接焊条及焊接工艺选用一览表序号材质11Cr18Ni9Ti20Cr19Ni930Cr18Ni11Nb40Cr18Ni11Ti50Cr23Ni1361Cr20Ni14Si270Cr25Ni20812Cr1MoVG912Cr2Mo1010CrMo91011SA335P221215CrMo (WC6)SA335P11、 SA182F11、13SA335P121415CrMo+12Cr1MoVG 1520+12Cr1MoVG1620+SA335P221720+15CrMoG18SA335P22+15CrMo19SA335P22+12Cr1MoV12Cr1MoV+1Cr18Ni9Ti 20A335P11+1Cr18Ni9Ti#20+1Cr18Ni9Ti2112Cr1MoV+12Cr1MoV工艺方法对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚 >7mm的管道可以才用氩电联焊的焊接方法。
对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
焊接工艺及焊接材料焊丝焊条H1Cr19Ni9Ti 、H0Cr18Ni9TiA137、A132H1Cr19Ni9 、A102、H0Cr20Ni10A107、 132H1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr24Ni13 、A407H0Cr25Ni13H1Cr24Ni13 、A407H0Cr25Ni13H1Cr25Ni20 、A407H0Cr25Ni13TIG-R31R317TIG-R40R407TIG-R40R407TIG-R40R407TIG-R30R307TIG-R30R307TIG-R30R307TIG-J50J507TIG-J50J507TIG-J50J507TIG-R30R307TIG-R31R317H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13TIG-R31R317焊接检验方法及数量光谱检验无损检验及复查合金焊缝需要进行根据温度与100压力两个参%光数定谱复查检验A335P11+12Cr1MoV TIG-R30R307#20+#20TIG-J50J50712Cr1MoV+12Cr1MoV TIG-R31R31722A335P11+12Cr1MoV TIG-R30R307 #20+#20TIG-J50J507H1Cr24Ni13 、12Cr1MoV+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+1Cr18Ni9Ti H1Cr25Ni20 、A302、A30723H0Cr25Ni13H1Cr24Ni13 、#20+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+1Cr18Ni9Ti H1Cr25Ni20 、A302、A307H0Cr25Ni13316+1Cr18Ni9TiH1Cr19Ni10Nb、A132、A137H1Cr19Ni9Ti24316L+316L H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti25H1Cr19Ni10Nb、316L+1Cr18Ni9Ti A132、A137H1Cr19Ni9Ti26TP316+316ss H1Cr19Ni9Ti A132 27316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228T91+TP316镍基 182ENiCrFe-2 29TP316+TP316H1Cr19Ni9Ti A13230T91+1Cr18Ni9Ti镍基 182ENiCrFe-2 31T91+T91CM9-1G、 TGS-9cb E9015-B9 32TP316+A216Grade WCB H0Cr25Ni13A30233TP316+A105H0Cr25Ni13A30234TP316+A-182Grade F22H0Cr25Ni13A30235TP316+A-182Grade F91镍基 182ENiCrFe-2 36T91+A216Grade WCB TIG-R40R40737T91+A105TIG-R40R40738T91+A-182Grade F22TIG-R40R40739T91+A-182Grade F91CM9-1G E9015-B9 4012Cr1MoV+A216Grade WCB TIG-J50J507 4112Cr1MoV+A105TIG-J50J5074212Cr1MoV+A-182GradeTIG-R40R407 F224312Cr1MoV+A-182GradeTIG-R40R407 F9144T91+12Cr1MoV TIG-R40R407 4512Cr1MoV+TP316H0Cr25Ni13A302。
全国最全焊条型号、用途对照表

1、Ⅰ类材料
1
15#
J422、H08A+HJ431
2
20#+20g
TIG-J50/J427
3
20#+20g
J427
4
20g
J427
5
20g
TIG-J50/J427
6
20g
H08A+HJ431
7
20g
TIG-J50/J427
8
20R
J427
9
20R
TIG-J50/J427
119
16MnDR+0Cr18Ni9
H1Cr24Ni13、A302
120
16MnDR+16MnR
H10Mn2+E5015-G
121
16MnR+0Cr13
H1Cr24Ni13、A302
122
16MnR+12Cr2Mo
TIG-J50+J507
123
16MnR+14Cr1MoR
J057
124
16MnR+1Cr18Ni9Ti
131
20R/405+奥18-8
A132、A302
132
20R+15CrMoR
16
15CrMo+P11
H13CrMoA+R307
17
P11
H13CrMoA+R307
18
P22
TIG-R40
19
P22
TIG-R40,R407
20
P22+12Cr1MoV
H08CrMoVA/R317
常用钢材焊材选用表

350~380C
(恒温1h)
20G、20g 20R、20(锻)
E4315
E4315
J426
J427
H08A
H08E
H08 MnA
HJ431
TIG-J50
Ar
H08M nSi
CO2
焊条烘干
350~380C
(恒温1h)
16Mn
16MnR
E5016
E5015
J506
J507
H10M nSi
H10 Mn2
Ar
J427.J507
E5016
J507
380C1.5h
I+(川+1.)
E4315
J427
H08A
HJ431
H10M nSi
Ar
J427.J507
I+(m+2.)
E5015
J507
H08 MnA
380C1.5h
碳素钢与耐热型
I+W
E4315
J427
H08A
H08 MnA
HJ431
H10M nSi
Ar
Ar
A022.A212
150C1h
00Cr19Ni10
E308L-16
A002
H00Cr21Ni10
HJ260
H00Cr21Ni10
Ar
A002
150C1h
1Cr13
E410-16
G202
G202
150C1h
1Cr6Si2Mo
E5MoV-15
R507
焊条烘干380~420C(恒温1.5h)
RQTSi505
EZC
焊条型号与牌号对照表

A402
焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13钢等
E310-15
A407
表12.4常用焊条型号和牌号对照表
型号
牌号
型号
牌号
E4303
结422
E6016
结606
E4316
结426
E6015
结607
E4315
结427
E7015
结707
E5003
结502
E308
奥102
C≤0.04%,良好的耐热、耐腐蚀、抗裂性
A032
E316Cul-16
00Cr19Ni13Mo2Cu
A042
E309Mol-16
00Cr23Ni13Mo2
C≤0.04%,
A052
00Cr18Ni24Mo5
C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能
A062
E309L-16
00Cr23Ni13
A101
E4315
J427
E5016Байду номын сангаас
J506
H10MnSiH120Mn2
H08Mn2SiA
H10MnSi
16Mn16MnR
E5015
J507
E5515-B1
R207
H13CrMoA
H08CrMoA
12CrMo/12CrMoG
E5515-B2
R307
15CrMo/15CrMoG
E5515-B2-V
R317
H08CrMoVA
常用母材与焊材选用表/焊条型号牌号对照表
国标
厂标
对应埋弧焊丝
对应CO2焊丝
常用钢材焊材选用表(钢材焊材对照表)
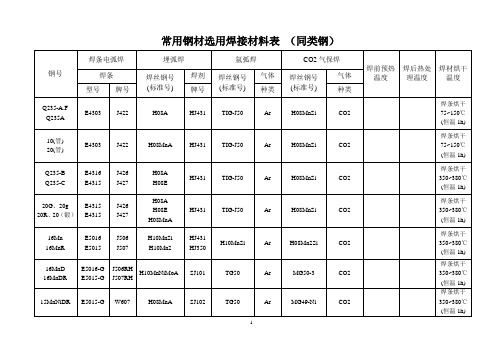
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
常用钢材焊材选用表

E308-15
A102
A107
H0Cr21Ni10
HJ260
H0Cr21Ni10
Ar
A102,A107 150℃1h 250r1h
0Cr18Ni10Ti
1Cr18Ni9Ti
E437-16
E437-15
A132
A137
H0Cr21Ni10T i
HJ260
H0Cr21Ni10T i
Ar
A132,A137 150r1h 250r1h
HJ350
强度型低合金 钢与耐热型低 合金钢焊接
U+W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
150-250℃
650-700℃
J507 380℃1-2H
田+ W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
n+(田-1)
n+(田-2)
E5015
J507
H08MnA
H10Mn2
HJ431
H10MnSi
Ar
J507
380℃恒温1-2h
HJ350
可编辑
("+2)+(田+1)
("+2)+(田+2)
E5015
J507
H10Mn2
H10MnSi
HJ431
J507、J557380℃恒温1-2h
E5515-G
J557
H00Cr21Ni10
石化常用材料焊条 焊丝 选用表
100 405/20R 101 405/20R 102 405/20R+2205/20R 103 SA405/20R 104 SA405/20R 105 SUS321/15CrMo 106 SUS321/15CrMo 107 SUS321/15CrMo
9、异类材料
J427、A302、A132、H08A+HJ431 J427、A062 J427、A062 J427、A062 J427、H08A-HJ431、A062 HJ250G+H13CrMoA、A062、A132 HJ250G+H13CrMoA、A062、A132 R307、A062、A132
40 CF62 41 610U2
SPV490QSR 42 SPV490QSR 43 SPV490Q 44 SPV490Q 45 SPV490Q
4、Ⅳ类材料
E6015-G LB-62UL MG-60 LB-62 LB-62 DWS-60G DS-49/MF-33H
46 13CrMo44 47 14Cr1MoR 48 14Cr1Mo锻 49 14Cr1Mo锻+14Cr1MoR 50 15CrMo 51 15CrMoR 52 15CrMoR 53 15CrMoR 54 15CrMoR 55 15CrMo锻 56 15CrMo锻 57 15CrMo锻 58 15CrMo锻 59 15CrMo锻 60 15CrMo锻+15CrMoR
84 0Cr13/15CrMoR 85 0Cr13/15CrMoR 86 0Cr13/20R 87 0Cr13Al/16MnR 88 0Cr13Al/20R 89 0Cr18Ni9/20R 90 2205/20R 91 304L/16MnR 92 304L/20R 93 316L/16MnR 94 316L/16MnR 95 316L/20R 96 316L/20R 97 316L/20R 98 405/16MnR 99 405/20g
焊条、焊丝型号大类与焊条、焊丝牌号大类对照表
焊条型号大类与焊条牌号大类对照表名词解释:焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类) 焊条大类(按用途分类)国家标准编号名称代号类别代号字母汉字GB5117-85 碳钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热GB5118-85 低合金钢焊条 E 三低温钢焊条W 温GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥GB984-85 堆焊焊条ED 五堆焊焊条 D 堆GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸七镍及镍合金焊条Ni 镍GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝十特殊用途焊条Ts 特常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/20R/20E4315 J427E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVGE6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407焊条目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条? 3 按药皮主要成分分类? 4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
管道焊条焊丝选用表及焊丝色标
125.99
17.0
163.08
22.0
208.33
26
243.64
32.0
295.13
36.0
328.47
40.0
361.02
450
457
8.0
88.58
11
120.98
14.0
152.94
19.0
205.22
24.0
256.27
30
315.89
35.0
364.23
40.0
411.33
45.0
四、管道焊条焊丝选用表及焊丝色标
序号
管道材质
焊丝种类
焊条种类
焊丝色标
色标
标识位置
1
20#
JG-50
J422
不涂色
―――
2
20R
JG-50
J426 J427
不涂色
―――
3
20G
JG-50
J426 J427
不涂色
―――
4
A106
JG-50
J426 J427
不涂色
―――
5
Q238B+Zn
JG-50
J426 J427
62.54
70.13
77.68
85.18
92.62
100.02
107.37
350
356
51.79
60.24
68.65
77.01
85.32
93.58
101.80
109.96
118.07
126.14
400
406
59.18
68.88
常用焊材推荐表
附录A常用焊材推荐表A.0.1本附录给出常用钢材焊接材料选用推荐表。
对Q345级别以上钢材,厚板时宜考虑板厚效应使钢板强度标准值的降低,匹配低一级焊材仍能满足焊缝金属强度高于母材,同时可获得更好的综合性能。
A.0.2常用结构钢材焊条电弧焊焊接材料宜按表A.0.2选用。
表A.0.2常用结构钢材焊条电弧焊焊接材料推荐表钢材牌号焊条电弧焊焊条焊条型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ E4303①33043020270 E4319、E4328-20 E4315、E4316-30Q345 Q345GJ E5015E5016E50184004902027-30 E50XX-G②②②Q390 Q390GJ E5015、E5016E50183904902227-30E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q420 Q420GJ E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q460 Q460GJ E5515-3M3E5516-3M3E571653062015--E57XX-G②E62XX-G②②②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属冲击功满足要求。
A.0.3常用结构钢材实心焊丝C02气体保护焊焊丝宜按表A.0.3选用。
表A.0.3常用结构钢材实心焊丝C02③气体保护焊焊丝的推荐表钢材牌号CO2气体保护焊焊丝焊丝型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ ER49-1①3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q345 Q345GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q390 Q390GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q420 Q420GJ ER55-D2、ER55-D2-Ti4705501727-30 ER55-G②②②Q460 Q460GJ ER55-D2ER55-D2-Ti4705501727-29ER55-G②②②ER62-G②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属性能满足设计或母材要求。