首件检验报告
首件检验报告
首件检验报告(二)引言概述首件检验是制造业中的常见质量控制程序,它用于确保在批量生产开始之前,第一件产品的质量达到预期标准。
本文将详细介绍首件检验报告的内容和结构,以及其在质量管理中的重要性。
通过对每个大点和小点的详细阐述,将帮助读者全面了解首件检验报告的编写流程和必备内容。
正文内容1.首件检验报告概述1.1概述首件检验报告的作用和目的1.2介绍首件检验报告的编写流程1.3强调首件检验报告的重要性及其对质量管理的作用2.报告结构与内容2.1报告的基本结构:引言、方法与工具、结果、讨论和结论等部分2.2引言部分的详细内容:产品描述、检验目的和依据等2.3方法与工具部分的详细内容:检验方法、设备和工具的使用和设置等2.4结果部分的详细内容:记录实际检验结果并与预期标准进行比较2.5讨论与结论部分的详细内容:分析检验结果,并提出改进和建议等3.首件检验报告编写要点3.1准确和全面记录检验数据和结果3.2使用清晰和简洁的语言表达检验方法和过程3.3所有数据都应当是可验证和可追溯的3.4在讨论和结论部分提出针对问题的具体改进和建议3.5报告中应当包含相关图片和图表以更好地支持演示和分析4.检验结果的分析和应用4.1分析首件检验结果的合格率和不合格率4.2评估不合格项的严重程度和原因4.3根据检验结果调整生产流程和质量控制措施4.4尽可能提前发现和解决潜在质量问题4.5首件检验结果的应用和反馈对后续生产起到重要的指导作用5.首件检验报告的总结与展望5.1总结首件检验报告的编写过程和要点5.2强调首件检验报告在质量管理中的重要作用5.3展望如何进一步提高首件检验报告的效率和准确性总结首件检验报告在制造业质量控制中具有重要的价值和作用。
通过本文的详细阐述,读者可以了解首件检验报告的内容和结构,以及编写的要点。
准确和全面记录检验数据和结果、使用清晰和简洁的语言表达检验方法和过程等都是编写首件检验报告时需要注意的要点。
首件检验报告3张
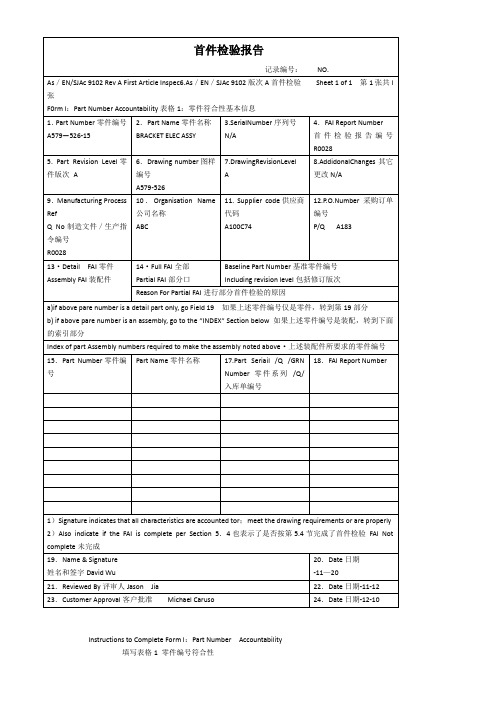
Instructions to Complete Form l:Part Number Accountability 填写表格1 零件编号符合性This form is used to identify the part that is being first—article inspected(FAI part)and associated subassemblies or detail parts.本表格用于说明进行了首件检验(FAM)的零件,和有关部装件或零件。
NOTE注意:1.The ABC Daycode and the Total Sheets Contained in this Report to be at the top of the QADl61 sheet.ABC公司的日期代码和在本报告中的总张数置于QADl61表的顶端.2.Fields 1-4 are repeated on all forms for convenience and traceability.为便于可追溯性,第1-4部分在所有表格上都予以重复。
1) (R) Part Number:Number of the part(FM part).零件编号:零件的编号(用于首件检验的零件)。
2) (R) Part Name:Name of the part as shown on the drawing.零件名称:图样上所示的零件的名称。
3) (CR) Serial number:Serial number of the part.系列编号:零件的系列编号。
4) (R) FAI Report Number:Reference number that identifies the FAI.For ABC this will be Q Number for Subcontractors theirWork Numbers.首件检验报告编号:用于明确首件检验的引用编号。
fai报告是什么意思
fai报告是什么意思FAI报告是什么意思。
FAI报告是First Article Inspection Report的缩写,中文意思是首件检验报告。
在制造业中,首件检验是非常重要的环节,它是指在生产开始之前,对首件产品进行全面的检验和测试,以确保产品的质量符合客户的要求和标准。
首件检验报告则是记录和总结首件检验结果的文件,也是生产过程中的一项重要质量控制手段。
首件检验的目的是为了验证产品是否符合设计要求和客户要求,以及生产工艺是否可行和可靠。
通过对首件的全面检验,可以及时发现和解决生产过程中的问题,避免批量生产后出现大面积质量问题,从而节约成本、提高效率,确保产品质量。
FAI报告通常包括以下内容:1. 产品信息,包括产品名称、图纸编号、规格要求等。
2. 生产商信息,包括生产商名称、地址、联系方式等。
3. 检验员信息,包括检验员姓名、检验日期等。
4. 检验工具和设备,列出用于检验的工具、设备及其准确性验证记录。
5. 检验过程,详细描述首件检验的过程,包括检验项目、检验方法、检验标准、检验结果等。
6. 检验结论,对首件产品的检验结果进行总结和评价,判断产品是否合格,如有不合格项,需说明原因和处理措施。
FAI报告的编制需要严格按照客户的要求和标准进行,通常由质量部门的专业人员进行。
在编制FAI报告时,需要对首件产品进行全面、细致的检验,确保检验结果的准确性和可靠性。
同时,还需要保留首件产品的样品和相关记录,以备日后的追溯和核查。
总之,FAI报告是首件检验的重要成果之一,它记录了首件产品的质量检验过程和结果,是生产过程中质量控制的重要依据。
通过对首件产品的全面检验,可以及时发现和解决生产过程中的问题,确保产品质量符合客户的要求和标准,为批量生产奠定良好的基础。
首件鉴定报告(FAI)

实用文档
供应商描述
发布/修订记录
批准栏
实用文档
目录
封面 (1)
审批页 (1)
目录 (2)
1. 首件检验的原因 (3)
2. 零部件的基本描述 (3)
3. FAI结论 (3)
4 文件检查情况 (4)
5. 零部件检查情况 (7)
6. 改进措施清单及建议 (8)
7. 相关文件 (9)
8. 签署 (10)
9. 附件.人员签到表 (11)
实用文档
1. 首件检验的原因
2. 零部件的基本描述
实用文档3. FAI结论
实用文档4. 文件审查
备注:
OK =>>> 符合
NOK =>>> 不符合
SPQ3) =>>> 供方产品资质(特别是铁道部要求)
* =>>>必查项目,且带回供方签字的项目,如出现不合格FAI不得通过。
5. 过程控制检查
实用文档
6. 零部件检查
备注:OK =>>>满足NOK =>>> 不满足
实用文档
7. 改进措施清单及建议
7.1 待关闭事项(文件、设计、工艺等)
7.2 改进建议
实用文档8. 相关文件
实用文档
9. 参加人签署
10. 附件1.
FAI人员签到表。
首件检验报告

首件检验报告随着现代工业的发展,各种产品层出不穷,品质的要求也越来越高,特别是一些高精度要求的产品,如航空器、汽车、电器等。
这些产品中重要的就是首件检验报告,下面我们就来详细了解一下这个检验报告的相关内容和作用。
什么是首件检验报告?首件检验报告,就是在批量生产之前,生产厂家要对出厂的第一件产品进行以客户要求的标准为基准的检验,并且对这个产品进行全面记录,这就形成了我们所说的首件检验报告。
首件检验报告是衡量生产厂家产品质量的重要参考标准,同时也是保障使用者合法权益的重要手段。
首件检验报告涵盖的内容有哪些?首件检验报告, 主要涵盖以下内容:1. 产品质量检验。
2. 生产质量控制过程的监测文件。
3. 产品的工艺制造过程。
4. 检验过程和结果的记录。
5. 产品质量问题的处理记录。
6. 生产批次的分析和评价。
以上内容为首件标准检验报告完成的必要内容。
其中最为重要的是产品本身的质量检验,这涉及到产品是否符合客户要求以及是否达到国家相关标准,因此质量检验的结果是最为直接的指标。
首件检验报告的作用是什么?首件检验报告具有以下作用:1. 保障使用者权益。
首件检验报告是一种保障使用者权益的有效手段,客户能够通过这份报告了解到产品的质量情况和生产厂家的管理水平,从而决定是否继续合作或采购产品。
2. 提高产品质量和厂家信誉度。
生产厂家在开展首件检验过程中,须对产品的制造工艺、关键控制节点、检验标准等各个环节进行全方位、严密的监测和分析,并及时纠正生产问题或工艺缺陷,最终形成质量可靠的产品。
这样可以保证产品的质量符合客户要求和国家标准,提高厂家的信誉度。
3. 促进厂家管理水平的提高。
专业的首件检验部门和流程不仅能够提高生产的质量,还有助于厂家加强对生产企业管理,进一步提高管理水平和生产效率,降低生产成本。
结语:综上所述,首件检验报告是生产企业向客户证明其产品质量符合标准的重要性证明。
基于此,生产厂家应设立专门负责首件检验的部门和流程,加强对首件检验报告的编辑、记录和存储,切实落实质量稳定的措施,提高生产效率和管理水平,以满足不同客户的要求,获取客户信任。
首件检验报告

□ OK □ NG
□ OK □按作业指导书
□ OK □ NG □ OK □ NG
□ OK □ NG □ OK □ NG
外箱各种贴纸及其位置是否正确
□ OK □ NG
□ OK □ NG
附件是否正确
□ OK □ NG
□ OK □ NG
品质主管确认结果:
□ OK
□NG
签名:
表单编号:YXD-QR-PZ-006
□ OK □ NG
装配有无特殊要求
□ OK □ NG
□ OK □ NG
装配有无异常 机身贴纸是否正常 测试是否按作业指导书
□ OK □ NG □ OK □ NG □ OK □ NG
□ OK □ NG □ OK □ NG □ OK □ NG
测试有无异常
□ OK □ NG
□ OK □ NG
老化是否按作业指导书
确认内容
生产确认
生产确认 人
品质确认 品质确认人
物料是否正确
□ OK
□ OK
□ NG
□ NG
物料有无异常/关键件是否与型式 试验报告一致
□ OK □ NG
□ OK □ NG
物料的标识是否正确 PCB是否符合要求
□ OK □ NG □ OK □ NG
□ OK □ NG □ OK □ NG
装配是否正常
□ OK □ NG
生产单号:
首件类型 检验依据 检查项目
工段
备 料
装 配
功能 测试 老 化 包 装
产品型号:
生产批量:
颜色:
日期:
□每班初次首件 □新产品 □新订单 □4M1E变更 □其它
□《成品检验标准书》 □样机 □《BOM》表 □MO单 □《作业指导书》 □行业标准 □国标
首件检验报告
首(末)件检验报告
生产日期
订单数量
首件数
线别
提交人
审核人
项目
□电器特性□外观□尺寸□材料
A:外观检验:
□1:绕线平整,无交叉,无超出骨架边缘□2:包胶无异常□3:焊锡OK,无锡珠□4:点胶无异常
□5:线圈无松动□6:本体无异物□7:磁芯无松动脱落
B:尺寸检验:
序号规格
1
2
3
4
5
C:电器特性:
序号规格
1
2
3
4
5
D:原材料使用:
材料
要求规格料号
实际规格要求
备注
确认结果:
判定结论:
E:部门签核及意见:
生产部:
品管部:
工程部:
备注:
1.新产品及一个月以上未生产的产品重新投产时,必须制作首件样品进行确认;
2.首件样品必须是5PCS,确认合格后,生产、工程、品管各保留1PCS首件样品(必须满足品管部首件样品保存)
首件样品也是已品管部保留的样品为最准;
3.首件样品制作有异常时必须找工程部一起确认如何做法,但首次首件不合格时,生产部要找工程部一同再次制作首件;
4.末件报告适用于生产汽车产品时使用;
保存期限5年表单编号:XXXXXXXXX
首件检验报告
首件检验报告导语:在如今竞争激烈的市场环境下,公司为了确保产品质量的合格性,常会在批量生产前进行首件检验。
这份检验报告旨在给出对产品的全面评估,以确保产品符合公司和客户的要求。
本文将对首件检验报告的内容和重要性进行深入探讨。
一、背景介绍首件检验报告是在产品生产过程中的文档,通常是在前期生产完成的第一件产品上进行。
该报告主要是通过对产品的外观、尺寸、性能等方面进行全面检测,以确保产品的质量符合公司和客户的要求。
首件检验报告是质量控制体系中的重要文件,对于确保产品质量和减少质量风险具有重要的意义。
二、检验内容首件检验报告通常包含了以下几个方面的内容:1. 外观检验:该部分主要针对产品的外观特征进行检测,如表面光洁度、颜色一致性、标识清晰度等。
通过外观检验可以直观地了解产品是否存在表面缺陷或污染。
2. 尺寸检验:尺寸是产品质量的重要指标之一,通过对产品尺寸进行精确测量,可以判断产品尺寸是否符合设计要求。
这一部分通常使用专业的测量仪器进行精密测量。
3. 性能检验:性能是产品功能实现的关键,通过对产品的性能进行检测,可以确保产品在使用过程中正常运行。
该部分通常涉及产品的力学性能、电气性能等方面的检验。
4. 耐久性检验:耐久性是指产品在一定条件下经受长期使用后的性能保持能力。
针对不同产品,耐久性测试的方法也有所不同,但都是为了验证产品的使用寿命和可靠性。
三、检验过程首件检验报告的编写需要经历一系列严格的步骤,以确保报告的准确性和可靠性。
以下是一般的检验过程:1. 规划检验方案:在开始检验前,需要明确检验的目标和内容,编制详细的检验方案。
检验方案中需包括检验对象、检验标准、检验方法等。
2. 取样检验:在生产过程中,从生产批次中随机取样,确保首件的选择具有代表性。
并将取样件送至检测实验室进行检验。
3. 检验数据记录:在检验过程中,检测人员需要严格按照检验方案进行检测,并将检测数据准确记录下来,包括实测值、测量仪器信息等。
fai报告格式
fai报告格式FAI报告是指首件检验报告(First Article Inspection Report),它是一种文件形式,用于记录和验证首件检验的结果。
FAI报告是在新产品或新零件生产过程中进行的一项重要质量检验工作,目的是确保新产品的设计、工艺和材料都满足客户的要求和标准。
本文将介绍FAI报告的格式和要求。
1. 报告详细信息FAI报告的第一个部分应包含报告的详细信息,例如:- 产品名称:在这里写入产品的名称或零件号。
- 报告编号:给FAI报告进行编号,以便于跟踪和管理。
- 日期:记录进行首件检验的日期。
- 绘图/规范:列出所有与产品相关的绘图和规范,并确保与实际样品一致。
2. 检验结果在FAI报告中,需要列出对各个特性的检验结果。
可以根据实际情况将检验结果分为以下几个方面进行记录:- 尺寸和几何特性:根据产品绘图和规范的要求,测量和记录各个尺寸和几何特性的实际值,并与要求进行比较。
- 物理和化学特性:检查产品的物理性能和化学成分是否符合要求,并记录相关的测试结果和检验方法。
- 表面处理和涂层:对产品的表面处理和涂层进行检验,并记录相关的测试结果和检验方法。
- 功能性测试:如果需要,对产品的功能进行测试,并记录测试结果和测试方法。
3. 测量设备和方法在FAI报告中,需要详细记录使用的测量设备和方法。
包括:- 测量设备:列出用于测量的仪器和设备,并确保其准确性和可追溯性。
- 测量方法:描述用于测量各个特性的方法和程序,确保测量的一致性和准确性。
- 校准证书:附上测量设备的校准证书,并确保其有效性和准确性。
4. 缺陷和问题记录在FAI报告中,需要记录所有发现的缺陷和问题,并进行适当的分类和说明。
这可以帮助客户和生产团队了解产品的质量情况,以便及时采取纠正措施。
其中需要包括以下内容:- 缺陷描述:对每个缺陷进行准确的描述,包括位置、大小和严重程度。
- 缺陷分类:将缺陷进行分类,如尺寸偏差、表面缺陷等。
首件样品检验报告
实际尺寸见样品检验单
不合格的在“AT”栏中注明
For inspection results, refer to attached sheets:
The actual measurements are given in order of the samples.
Non-conforming specifications are indicated in the column "AT".
2.The correct inspections of the samples and their listing in this report (deviations are shown separately).
3.That a sample approval does not relieve the supplier of his responsibility to deliver material according to the applicable drawings and specifications.
Appearance Approval Report (AARby quality)
尺寸检验报告Dimension Report
材料检验报告
Material Report
性能检验报告
Function Report
供应商/ SUPPLIER
购货商(客户)/ BUYER (Customer)
零件编号.
Part No.填写“图号”
报告编号
Report No.填写内部报告编号Write reportNo
参考
Reference
Write last FSR No
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准色板进行拍摄,对比色板,允许1个色号偏差 PC机/测试软件/色板
纯白打印纸全幅面拍摄,幅面内应无影响出图文字 或边角5mm内不易识别的暗角
PC机/测试软件/纯白纸
盘面盘径、印刷内容与商品化资料一致
直尺/目视
光盘盘符、软件版本与工程规格数一致
PC机
光盘装入光盘,能正常读信息,顺利实施复制
软件应用测试
主、副头以规格书内配置分辨率可自由选择,无分 辨率不可选择或缺少分辨率
主、副头可同时选择规格书内配置最大分辨率,并 能同时完成拍图
主、副头帧率、出图格式应与工程规格书一致
PC机 目视 PC机 PC机 PC机 实操开关行程 PC机 PC机 PC机
主、副头应拍摄过程中正常出图
PC机
线材长度、结构、尺寸与图纸一致
最终判定
□合格
产品性能综合评价
信赖性试验 项目综合评价
□不合格
处理结论
□ 出货
□ 返工
□ 特采
核准:____ ________
审核:__ ___________
检验:__ ___________ MS-QR-QP15-QA-003 V.0.0
拍摄标准纸张在底板或底垫内水平或垂直移动能拍 摄完整
拍摄幅面内底板或底垫在幅面内单边漏出小于3mm
PC机/烧录工具 PC机/测试软件 PC机/测试软件 PC机/测试软件 PC机/测试软件
配置幅面以下幅面均需拍摄完整,无幅面不全 配置幅面拍摄纸张均能完整裁切,无裁切不稳定
PC机/测试软件 PC机/测试软件
身份证/指纹采集信息正常,内容正确
目视 目视 组装实配 联机测试
证件/数据测试
间隔/倾斜1CM能够正常识别,内容正确
联机测试
身份证/指纹在珍珠棉上敲打测试5下后,能正常采 集信息
联机测试/珍珠棉
信赖性测试
A.通电通信号源老化试验
工程规格书 工程规格书 通用规范 通用规范 通用规范 通用规范 通用规范 通用规范 通用规范 工程规格书 工程规格书 通用规范 工程规格书 通用规范 通用规范 通用规范 通用规范 工程规格书 通用规范 工程规格书 通用规范 样品/图纸 物料承认书 通用规范 样品/图纸 物料承认书
产品名称 产品型号 工单编号 抽样方案 抽检数量
CRI 批量S/N
拍摄仪/采集仪/摄像头首件检验报告
客户名称 订单数量 检验类型 MIL-STD-105E II级
不良数 MAJ
□ 全检 AQL:
订单编号 检验日期
□ 抽检 CRI:0 MAJ:0.65
不良率 MIN
抽样样品S/N
检验项目
检验标准 尺寸、结构与图纸一致
副头摩尔测试靶1.5米拍摄,四个角允许1个模糊, 但需识别400DPI线对间隔 纯白打印纸全幅面拍摄,幅面内无固定暗影、黑点 、亮点、杂色点 通电开图情况下,折合或伸缩横臂至纵型材10次, 图像无卡屏、无掉设备提示
标准测试纸 摩尔测试靶 纯白打印纸 PC机/测试软件
标准格子测试纸全幅面拍摄,梯形/畸变值小于2格 PC机/测试软件/格子纸
印刷图案、内容与商品化资料一致
内包装箱
结构、尺寸与图纸一致
无明显破损、脏污、锈痕、破裂、软化、脱墨、重 影、漏白、压痕、褶皱
印刷图案、内容与商品化资料一致
尺寸、结构与图纸一致
标签
印刷图案、内容与商品化资料一致 标签能够正常扫描,正确识别扫描信息
黏贴位置与工程规格书一致
结构、尺寸与样机、样图一致
整机外观
同批机器色差可相差上下一个色号
无明显破损、脏污、锈痕、破裂、软化、脱墨、重 影、漏白、压痕、褶皱
板卡结构、颜色、器件行位与样机一致
组装测试
整机结构、颜色匹配与样机一致 连接PC,摇晃机器无脱件、异响、接触不良
钢卷尺 目视 目视 钢卷尺 目视 目视 钢卷尺 目视 目视 钢卷尺 目视 扫描枪 目视 目视/钢卷尺 色卡/目视 目视 目视 目视 耳听/目视/PC
光盘盘面内容应无脱墨、模糊;酒精擦拭应无脱墨 、脏污;盘面无划伤、破损、脏污
拷贝安装应能正常安装,无安装报错、停滞、崩溃 、C++缺失
安装后应无绿屏、黑屏、白屏、卡屏或死机
补光灯开关测试 主副头出图测试
软件内配置的全功能逐项点击,应无点击无效、系 统崩溃、命令冲突
开-关补光灯开关行程5次,补光灯应随行程变化, 无行程失效、卡滞或灵敏度偏低
/
震动产品S/N
/
组装测试
□组装正常 □组装异常:
清晰图测试
□出图正常 □出图模糊:
C.跌落试验
跌落测试数量
/
跌落高度
/
M
跌落数量单位
□ 单盒跌落测试 □整箱跌落测试
跌落方式
八角六面
跌落产品S/N
/
外观测试
□外观正常 □外观异常:
组装测试
□组装正常 □组装异常:
清晰图测试
□出图正常 □出图模糊:
常规检验项目 综合评价
直尺/目视
USB线材测试 USB线材材质与物料承认书一致
查阅文献
USB线材实配机型测试,机器能正常出图
联机测试
结构、尺寸与图纸一致
直尺/目视
材质与物料承认书一致
查阅文献
底板/底垫测试
同批允许1个色号的误差
组装实配后水平放置桌面,底板不应起翘,变形应 <0.5mm 组装实配过程中,拆卸与组装手感适中,装上机器 后手拿机器垂直摇摆,机器不脱落底板
检验工具/方法 钢卷尺
检验依据 样品/图纸
产品配件
同批无超出1个号的色差、破损、脏污、变形
目视/色卡
样品
配件数量与包装清单一致
点数
工程规格书
外包装箱
结构、尺寸与图纸一致
无明显破损、脏污、锈痕、破裂、软化、脱墨、重 影、漏白 印刷图案、内容与商品化资料一致
使用说明/保修卡
尺寸、结构与图纸一致
无明显破损、脏污、锈痕、破裂、软化、脱墨、重 影、漏白
工程规格书 工程规格书 通用规范 工程规格书 工程规格书
■ 首件确认 MIN:1.0
检验结果
备注
BIN档测试 授权测试 偏心测试
幅面测试 色彩还原测试
暗角测试
打开烧录工具,读取F/W,对比BIN档编码,编码正 确 连接PC,通过设备管理器读取名称与ID,名称与ID 需正确 连接PC,安装配套光盘软件,拍摄出图,无红色水 印
样品/图纸 样品
工程规格书 样品/图纸
样品 工程规格书 样品/图纸
样品 工程规格书 样品/图纸 工程规格书 工程规格书 工程规格书 样机/工程规格书 通用规范 通用规范
样机 样机 通用规范
组装完整、紧固,无少装、漏装、滑丝螺钉
目视
样机
清晰度测试
脏污测试 折合/伸缩测试 梯形/畸变测试
主头标准测试纸张拍摄,模糊字体字数<35字
样机 样机 通用规范 通用规范 通用规范 通用规范
老化测试数量
老化时间
□5M □30M □1H □2H □4H □8H □12H □24H □48H
老化产品S/N
老化设备编号
出图测试
□出图正常 □出图异常:
清晰图测试
□出图正常 □出图模糊:
B.振动试验震动测试数量/Fra bibliotek震动时长
/
震动测试设备编码
/
震动频率